
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Влияние перегрева металла при заливке на кинетику и продолжительность затвердевания.
Рассмотрим решение задачи для простейшего случая малой интенсивности теплоотвода:
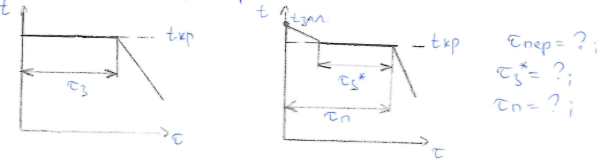
В этих условиях распределение температур в объеме отливки можно считать равномерным. Qф = Qм; Q = Vоcмρ м∆ tпер = Vоcмρ м(tзал -tкр) = Qпер. Qф = (τ пер) = τ пер =
Снятие перегрева составляет 4% от продолжительности затвердевания отливки.
Для этих условий можно пренебречь τ пер: Qф (τ п) = Qпер + Qкр = Qм;
τ п =
∆ tпер = 100К; τ з* = τ з* = τ з * (1+2
Увеличение температуры заливки, увеличивает количество тепла вносимого в формулу. И засчет этого длительность затвердевания увеличивается; засчет времени снятия перегрева и засчет замедления теплоотвода в форме предварительно прогретой в период снятия перегрева.
μ пер = 1+β
Чем выше интенсивность теплоотвода, тем меньше влияние перегрева металла на продолжительность затвердевания отливки, так как теплота перегрева рассеивается в окружающую среду и ее влияние на температуру формы существенно ослабляется.
Рассмотрим влияние перегрева металла на кинетику затвердевания. Составим баланс тепла при малой интенсивности теплоотвода на момент, когда перегрев уже снят и образовалась твердая корка толщиной ξ мм. τ пер < τ < τ п; Qф < Qм; Qм = Qпер + Qкр (ξ м);
ξ м * Fо = Vξ ; ξ м = ξ м = ( k * √ τ - b * ∆ tпер ) - уравнение кинетики затвердевания плоской отливки при малой интенсивности теплоотвода и перегреве.
В течении времени снятия перегрева корка образоваться не может, и после снятия перегрева происходит нарастание твердой корки со скоростью тем меньшей, чем больше предварительный перегрев.
При повышенной интенсивности теплоотвода, в момент соприкосновения жидкого металла с формой, когда температура поверхности становится ниже tкр, образуется наружная корка; в то время как в центре сохраняется значительный перегрев. Таким образом, одновременно происходит снятие перегрева по сечению отливки и нарастание корки от поверхности.
При интенсивном отводе тепла формой, нарастание корки происходит сразу после заливки, и скорость нарастания корки будет тем меньше, чем больше перегрев залитого металла.
Если бы металл был неподвижным, то постоянно происходило бы нарастание твердой корки. Однако внутри жидкого металла происходит циркуляция. В объеме жидкого металла происходит интенсивная естественная конвекция, связанная с тем, что плотность расплава уменьшается с увеличением температуры, и холодные слои металла опускаются вниз у фронта кристаллизации, а горячие слои поднимаются вверх. qт = Lρ Твердая корка отводит теплоту нарастания корки и тепловой поток из центральной зоны, где сохраняется перегретый металл. Lρ Если qт > qж - происходит нарастание корки, а если: qт < qж - корка расплавляется.
В условиях циркуляции расплава в жидкой зоне и высокого перегрева при заливке, возможно частичное или полное оплавление образовавшейся твердой корки и ее повторный рост.
Влияние температурного интервала затвердевания сплавов на продолжительность их затвердевания и ширину зоны затвердевания.
Qф = Qм; Qм = Qинт + Qкр = Vо*Cм*ρ м*∆ tинт + Vо*L*ρ м; ∆ tинт = tл - tс; Qф = = τ 3 * (1 +
Чем больше ∆ tинт, тем больше дополнительного тепла выделяется между ликвидусом и солидусом, так как каждая единица объема металла охлаждаемого от ликвидуса до солидуса, поэтому увеличивается продолжительность затвердевания отливки приблизительно пропорционально величине ∆ tинт. Этот результат остается оптимальным как при малой, так и при высокой интенсивности теплоотвода, так как связан с дополнительной теплотой при переходе из жидкого состояния в твердое. Дополнительным фактором, который вызывает увеличение длительности затвердевания, является уменьшение величины θ кр, которая в среднем θ кр =
Чем выше эвтектичность сплава, тем дольше выделение теплоты будет происходить при температуре солидуса: θ кр = θ с Если Э = 1, что θ кр = θ с; Э = 0, θ кр = Сплавы содержащие повышенное количество эвтектики отличаются высокой продолжительностью затвердевания. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 924; Нарушение авторского права страницы

 * bф * θ кр * Fо* √ (τ пер);
* bф * θ кр * Fо* √ (τ пер);  * (
* (  2 *
2 *  2;
2;  =
=  =
=  2;
2;  ≈ 0, 002 *
≈ 0, 002 *  ; ∆ tпер = 100К.
; ∆ tпер = 100К. (0, 002 * 100)2 = 0, 04.
(0, 002 * 100)2 = 0, 04. * bф * θ кр * Fo * √ (τ п) = Vo*Cм*ρ м*∆ tпер + Vо*L*ρ м;
* bф * θ кр * Fo * √ (τ п) = Vo*Cм*ρ м*∆ tпер + Vо*L*ρ м;  )2*(
)2*(  );
);  = (
= (  )2 = (1+
)2 = (1+  )2;
)2;  );
);  ;
;  *
*  * √ τ -
* √ τ -  ;
; 



 +qм;
+qм;  = qт - qж ;
= qт - qж ; 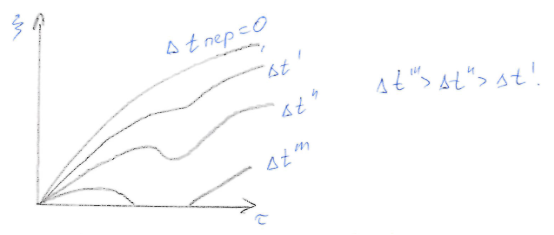

 2 * (
2 * (  )2 =
)2 =  )2 =
)2 = )2;
)2;  = (1 +
= (1 +  ) = μ инт;
) = μ инт;  . Чем ниже солидус, тем меньше интенсивность отвода тепла в форму, так как при этом снижается температура формы.
. Чем ниже солидус, тем меньше интенсивность отвода тепла в форму, так как при этом снижается температура формы.
 ∆ tинт;
∆ tинт;