|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Поднимающийся упор с пневматическим приводом ⇐ ПредыдущаяСтр 10 из 10
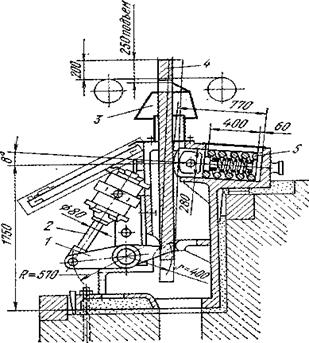
Упор (рисунок 35) предназначен для остановки движущегося по рольгангу проката (блюмов, заготовок, балок, рельсов, толстых листов). Максимальная скорость проката 4м/с. Подъем упорного щита осуществляется рычажной системой с пневматическим приводом, скорость подъема щита 0, 2 м/с, давление воздуха в цилиндре 0, 4—0, 6 МПа. Кинетическая энергия останавливаемого проката массой т (кг) вычисляется по формуле, Дж,
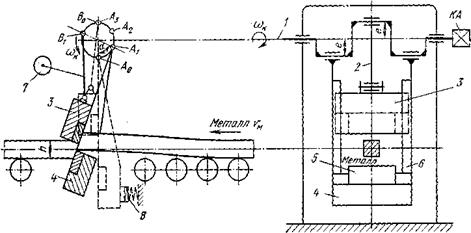
Энергия удара поглощается пружинами амортизаторами (2—6 одинарных или сдвоенных пакетов). Конструктивные упоры выполняют двух типов: 1) с внутренним расположением пневмопривода; 2) с пневмоприводом, вынесенным за пределы рольганга. Применяют упоры пяти видов, характеризуемые энергией удара от 5 до 30 кДж. Ширина упорного щита определяется длиной бочки рольганга. Корпус упора устанавливается на заделанные в фундамент блюмы и распирается клиньями, которые после монтажа приваривается к корпусу. Маятниковые тихоходные летучие ножницы. Маятниковые летучие ножницы имеют простую конструкцию и надежны в эксплуатации, однако вследствие большой инерционности движущихся масс они весьма тихоходны и применяются для резания на ходу металла, движущегося со скоростью не.более 2, 5 м/с. На рисунке 36 представлена схема маятниковых тихоходных летучих ножниц конструкции ВНИИметмаша — СКМЗ. Ножницы установлены перед второй группой клетей непрерывного заготовочного стана и предназначены для отрезки переднего (неровного) конца горячей заготовки сечением до 150x150 мм. Максимальное усилие резания 2, 0 МН скорость заготовки при резании — до 2, 5 м/с.
1 — рычаг; 2 — пневмоцилиндр; 3 — кожух; 4 — плита; 5 — амортизатор
Рисунок 35. Упор в линии рольганга с пневматическим подъемом и пружинным амортизатором ТОО «ФеррумВтор»
На среднем эксцентрике верхнего приводного вала 1 подвешен шатун 2 с суппортом 3 и верхним ножом. На двух боковых эксцентриках вала подвешен нижний суппорт 4 с ножом. При повороте эксцентрикового вала на 360° верхний суппорт 3 опускается вниз (на величину двойного эксцентриситета), а нижний суппорт 4 поднимается вверх и возвращается в исходное положение; в промежуточном положении при сближении ножей 5 произойдет резание заготовки. Верхний суппорт перемещается в направляющих пазах 6 нижнего суппорта. При резании движущейся заготовки суппорты, занимавшие перед резанием наклонное положение, двигаются влево (по движению заготовки) подобно маятнику, подвешенному на верхнем приводном валу. Возврат маятника в исходное (правое) положение обеспечивается моментом от контргруза 7. Крайние положения маятника фиксируются амортизаторами 8. Ножницы работают в режиме запусков электродвигателя от фотореле, установленного перед ножницами и засвечиваемого передним концом движущейся по рольгангу горячей заготовки.
Рисунок 36. Маятниковые летучие ножницы ТОО «ФеррумВтор»
Планетарные летучие ножницы Планетарные летучие ножницы конструкции ВНИИметмаша применяют для резания заготовок (усилие резания 1, 0-1, 5 МН) и сортовых профилей (усилие резания 120ч-500 кН). На рисунке 37 представлена кинематическая схема планетарных ножниц для резания горячих заготовок. Ножницы установлены в технологическом потоке прокатки за последней клетью непрерывного заготовочного стана 900/700/500 и предназначены для резания на ходу заготовок сечением 80x80 и 120x120 мм со скоростью соответственно 7, 0 и 3, 1 м/с, а также плоских заготовок сечением 100x120—100x150 мм и круглых заготовок диаметром 100—140 мм (для заготовок из легированной стали скорость на 25 % меньше). Пропускная способность ножниц соответствует производительности блюминга 1300 и непрерывного заготовочного стана 900/700/500 (около 5, 5 млн. т в год). По условиям массового производства однотипных заготовок для обеспечения ими непрерывных сортовых станов (установленных за непрерывным заготовочным станом) сортамент заготовок, по длине ограничен двумя основными размерами: 6 и 12 м (требующиеся в небольшом количестве заготовки длиной от 5 до 6 м и от 10 до 12 м получаются путем резания с опережением скорости ножей по отношению к скорости заготовки, выходящей из последней клети стана). Механизм резания планетарных ножниц состоит из двух ведущих барабанов, приводимых с одной стороны зубчатыми шестернями с диаметром начальной окружности 3030 мм; нижняя шестерня приводится от электродвигателя типа МП мощностью 1300 кВт и частотой вращения 200 об/мин через редуктор с передаточным числом I = 3, 7. Внутри каждого барабана 2 (на рис. 5.6, а барабан представлен в виде рамки дифференциала) имеется планетарная зубчатая передача, состоящая из солнечной (центральной) 3, промежуточной (паразитной) 4 и планетарной 5 шестерен. Валы всех шестерен установлены на роликовых подшипниках; вал планетарной шестерни имеет три опоры; между двумя крайними опорами на валу этой шестерни жестко закреплена режущая головка (суппорт) с ножом. Ножницы могут работать в двух режимах: а) без пропуска реза; б) с пропуском реза.
Рисунок 37. Кинематическая схема летучих планетарных ножниц ТОО «ФеррумВтор»
Примеры решения задач к практическому занятию Исходные данные:
Произвести первичный расчет основных параметров технологических линий непрерывно-заготовочного стана по следующим исходным данным: Производительность стана - 2 млн. тонн/год Длина заготовки - 10 м, Исходная толщина слитка - 0, 37 м, Исходная ширина слитка - 0, 37 м. Коэффициент выхода годного - 0, 97 Скорость прокатки в последней клети - 7 м/с. Решение: Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 625; Нарушение авторского права страницы
 (142)
(142)