|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Лабораторная работа №8 «Технология дефектации и ремонта блока цилиндров двигателя»
Время выполнения работы -4часа Цель работы Закрепить и расширить знания по технологии ремонта и дефектации блока цилиндров двигателя. Изучить принцип действия и освоить навыки работы со специальными измерительными приборами. Материальное обеспечение и оборудование:
Рисунок 1 - Блок цилиндров с гильзами на лабораторном столе 1- блок цилиндров, 2- гильза, 3-лабораторный стол Для выполнения лабораторной работы используется: стол лабораторный, блок цилиндров и гильзы, подлежащие дефектации, индикаторные инструменты НИ (ГОСТ868-82) с пределами измерения 18-50мм, 100-160мм, струбцина и набор мерных плиток для настройки индикаторного нутромера, микрометр МК(ГОСТ 6507-78), глубиномер ГИ-100 (ГОСТ 1620-91) Последовательность выполнения работы: -провести внешний осмотр блока цилиндров с целью выявления трещин и обломов с установлением размеров повреждений; -измерить диаметры цилиндров (гильз) для определения износов, искажения геометрических форм; -рассчитать овальность, конусность и величины общих износов цилиндров и гильз; -заполнить дефектовочную ведомость и дать рекомендации по технологии ремонта блока цилиндров. Краткие сведения из теории Блок цилиндров двигателя относят к классу корпусных деталей. Наиболее крупными и сложными деталями кривошипно-шатунного механизма являются блок цилиндров и его головка (или головки). Блок цилиндров и головка цилиндров имеют сложную форму, поэтому их изготовляют литьем. Между ними для герметизации стыка установлена прокладка. Спереди (а иногда и сзади) также через прокладку к блоку крепится крышка распределительных шестерен. Все остальные детали кривошипно-шатунного механизма расположены в блоке цилиндров, их обычно объединяют в несколько групп. Блоки цилиндров различных двигателей отличаются по конструктивному исполнению. На рис.1. приведен блок цилиндров четырёхцилиндрового двигателя автомобиля «ВАЗ», а на рис.2.блок цилиндров двигателя ЗМЗ-53. Блок цилиндров отливают из чугуна (СЧ 21, СЧ 15) или из алюминиевых (например, АЛ 4) сплавов. Соотношение масс чугунных и алюминиевых блок-картеров составляет примерно 4: 1.
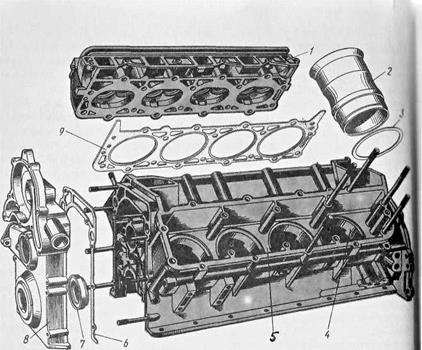
Рисунок 2 - Головка и блок цилиндров V-образного восьмицилиндрового двигателя ЗМЗ-53: 1 - головка правого ряда цилиндров, 2 - гильза цилиндра, 3 - прокладка гильзы, 4 - направляющий поясок для гильзы, 5 - блок цилиндров, 6 - прокладка крышки распределительных шестерен, 7 - сальник переднего конца коленчатого вала, 8 - крышка распределительных шестерен, 9 - прокладка головки цилиндров
За одно целое с блоком отлита верхняя часть картера. В отливке блока цилиндров выполнены рубашка охлаждения, окружающая цилиндры, постели для коренных подшипников коленчатого вала и подшипников распределительного вала, а также места для установки других узлов и приборов. Чугунные блок картеры изготовляют или вместе с цилиндрами или со вставными цилиндрами — гильзами, а алюминиевые только со вставными гильзами. Уплотнение гильз в блоке осуществляется с помощью резиновых колец или прокладок 3 (см. рис. 2.). Тщательно обработанная внутренняя поверхность гильз (или цилиндров) называется зеркалом. Головка закрывает цилиндры сверху; в ней размещены клапаны, камеры сгорания, свечи, форсунки. В головку цилиндров запрессованы направляющие втулки и седла клапанов. Плоскость разъема между головками и блоком цилиндров уплотнена сталеасбестовыми прокладками. Между головкой цилиндров и крышкой клапанов установлены пробковые или резиновые прокладки. Головки отлиты из алюминиевого сплава или чугуна. Двигатели с рядным расположением цилиндров имеют одну головку, двигатели с V-образным расположением — две головки на каждый ряд (двигатель ЗИЛ-130), четыре — на каждые три цилиндра (двигатель ЯМЗ-240), восемь — на каждый цилиндр (двигатель К.амАЗ-740).Корпусные детали предназначены для крепления деталей агрегатов и имеют отверстия для установки подшипников, втулок, вкладышей, гильз, штифтов и резьбовые отверстия для крепления деталей; плоскости и технологические плоскости. При эксплуатации машин в корпусных деталях возможно появление следующих характерных дефектов: - механические повреждения-повреждения баз: трещины, забоины, обломы шпилек; - нарушение геометрических размеров, формы и взаимного расположения поверхностей - - износ поверхностей (посадочных и рабочих) резьб; - кавитационный износ отверстий, через которые проходит охлаждающая жидкость; - нецилиндричность и некруглость отверстий и т.д.
Рисунок 3 - Дефекты гильзы цилиндра: 1-трещина, 2-облом гильзы Износ внутренних цилиндрических поверхностей в корпусных деталях устраняют растачиванием под ремонтный размер при помощи дополнительных ремонтных деталей с последующей механической обработкой, электрохимических и эпоксидных покрытий, наплавкой и плазменным напылением. Устранение дефектов в деталях из чугуна. При ремонте чугунных деталей применяют дуговую и газовую сварку, газопорошковую наплавку и пайку. У деталей из чугуна сваркой заделывают трещины и отверстия, присоединяют отколотые части детали, наплавляют износостойкие покрытия. Следует иметь в виду возможность плохого сплавления присадочного металла с основным металлом в связи с насыщенностью чугуна газами. Такой чугун может быть в деталях, работавших в машине длительное время при температуре 400°С и выше. Холодную сварку чугуна ведут без предварительного подогрева детали поэтому сварной шовохлаждается быстро. Это приводит к возникновению в зоне сварки больших напряжений и даже трещин. Холодную сварку чугунных деталей можно также выполнять специальными стальными электродами и электродами из цветных металлов и сплавов. Из группы специальных стальных электродов рекомендуется применять электроды ЦЧ-4 и электроды АНЧ-1. Электроды_ЦЧ-4 изготовляют из никельсодержащей проволоки с толстым покрытием содержащим титан. Шов имеет высокую прочность соединения, хорошо поддается механической обработке. Сварка деталей из алюминия и его сплавов. Сварка и наплавка деталей из алюминия и его сплавов затруднена по следующим причинам: -при сварке образуются тугоплавкие пленки оксидов А12О3 с температурой плавления 2050°С, в то время как температура плавления алюминия 660°С; -алюминий и его сплавы в расплаве весьма жидкотекучи, а при остывании имеют большой коэффициент усадки и высокий коэффициент линейного расширения; -при температуре 400—5000С алюминиевые сплавы приобретают повышенную хрупкость, что способствует образованию при сварке трещин; - алюминиевые сплавы обладают значительной растворимостью в расплавленном металле водорода, что способствует образованию пористого шва. Детали из алюминиевых сплавов соединяют газовой или дуговой сваркой. При газовой сварке в качестве горючего используют ацетилен. Сварку выполняют нейтральным пламенем. При дуговой сварке чаще всего применяют электроды ОЗА-2. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 2262; Нарушение авторского права страницы