|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Удаление поврежденных элементов кузова
Технология удаления негодных для ремонта панелей кузова зависит от способа их крепления к корпусу. В цельнометаллических кузовах сварной конструкции панели соединены между собой, как правило, различными видами сварки: контактной, электродуговой или газовой. Панели, являющиеся частью всего корпуса кузова сварной конструкции, вырубают ручным или пневматическим зубилом, вырезают пилами, ножницами или газовыми резаками. Перед выполнением работ по удалению поврежденных элементов кузова производят разметку границ удаляемого участка. Разметку границ производят после предварительной установки сопряженных поверхностей деталей или сопряженных деталей в соответствии с допустимыми зазорами в исходное положение, соответствующее их состоянию до аварии. Линии разметки наносят следующими способами: по отсчету от базовых точек, шаблону или ремонтной детали.
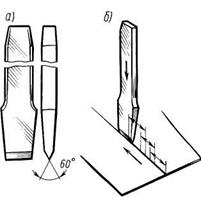
Рисунок 5 - Рубка ручным зубилом: а)ручное зубило; б)непрерывная рубка посредством наложения резовдруг на друга Вырубка ручными и пневматическими зубилами. Удаление поврежденных элементов кузова вырубкой выполняют с использованием зубила вручную или с по мощью пневматических резаков с набором специальных насадок. Ручная вырубка зубилом из листового металла представляет собой элементарную операцию. Режущая кромка зубила является прямолинейной, и ее затачивают под углом 60° (рис.5, а). Вырубаемые детали укладывают ни металлическую массивную незакаленную опору, предназначенную специально для этих целей, так как при вырубке поверхность опоры повреждается. При каждом перемещении зубила режущую кромку сдвигают на 1/4 ее длины по линии предыдущего реза (см. рис. 5, б). Выполненная таким образом деталь имеет скошенные края по отношению к основной толщине и поэтому вырубку зубилом выполняют с некоторым припуском, точно следуя линии разметки. После правки листовой детали киянкой линию реза обрабатывают напильником или шлифовальным кругом. Механическую вырубку производят пневматическими пистолетами, оснащенными набором специальных насадок.
Рисунок 6 - Механическая рубка пневматическим пистолетом: а — принципиальная схема работы пистолета; б — рубка панели двери пневматическим зубилом; 1 — зубило; 2 — предохранительная пружина; 3 — распределительный клапан; 4 - рукоятка; 5 — трубопровод подачи сжатого воздуха; 6 — поршень; 7 — цилиндр Пистолет (рис. 6, а) удерживают в руке за рукоятку, в которой вмонтирована кнопка управления клапаном подачи сжатогo воздуха. Воздух подается к золотнику установленному в крайней части корпуса пистолета. В цилиндрической полости корпуса помещен плавающий поршень. Под давлением сжатого воздуха поршень перемещается в направлении зубила и ударяет по его торцу. Зубило возвращается в исходное положение под действием пружины, установленной на корпусе пистолета. Отработанный после каждого хода воздух стравливается через боковое отверстие в корпусе. Механическую вырубку широко используют для удаления поврежденных участков кузовов, срезания точек сварки, гаек, крепежных хомутов и т. п. Ручное распиливание применяют в местах, где детали кузова нельзя вырубить или вырезать ножницами, таких как, например, стойки ветрового окна, средние стойки или боковины остова кузова, болты, металлические накладки и профильные элементы. Ручные пилы (ножовки) состоят из П-образного корпуса, снабженного устройством для закрепления и натяжения полотна (рис. 7, а, б). Механическое распиливание производят на стационарных или портативных пилах. Стационарные пилы, неподвижно установленные на фундаменте, в зависимости от направления движения рабочего инструмента бывают поступательного и вращательного типов.
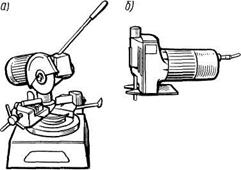
Рисунок 7 - Устройства для ручного распиливания: а — корпус ножовки; б — ножовка в сборе с полотном: в — элементы ножовочного полотна; (1 шаг зубьев: 2 — число зубьев на 1 см полотна; 3 - направление зубьев); г — приемы распиливания (1 - правильно; 2 — неправильно) Пила с вращательным движением (отрезной станок) снабжена диском с зубьям и, который получает вращение от электродвигателя (рис.8, а). Устройство обеспечивает разрезку профилей при необходимости под углом.
Рисунок 8 - Устройства для механического распиливания: а — отрезной станок; б — переносная электрическая ножовка. Резку на ножницах применяют для разделения металлических листов, а также различныхпрофилей. В зависимости от привода механизма резания ножницы бывают с ручным или электромеханическим приводом. Резку вручную осуществляют с помощью ножниц, удерживаемых в руке, или закрепленных на соответствующей опоре (см.рис.9.)
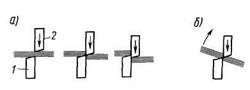
Рисунок 9 - Резка ножницами: а — схема резки (1 - неподвижный нож; 2 - подвижный нож); б — неправильное расположение листа относительно ножей
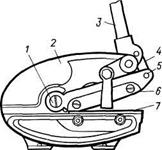
Рисунок 9 - Стационарные ножницы с ручным приводом Подвижный нож 6 вставлен в опору 5, один конец которой входит в корпус и крепится к нему шарнирно посредством оси 1. Второй конец опоры 5 подвижного ножа соединен с передаточным рычагом 4, имеющим промежуточную опору на конце корпуса 2. Усилие резки создают рычагом-рукояткой 3. Уменьшение передаточного отношения осуществляют набором рычагов 4. Ножи частично входят в углубления, выфрезерованные в станине и опоре, чтобы исключить срез винтов, которыми они укреплены.
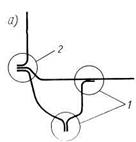
Рисунок 10 - Переносные электромеханические ножницы Резка электромеханическими ножницами позволяет существенно повысить производительность процесса изготовления вставок, применяемых при ремонте кузовов. Электромеханические ножницы бывают переносные и стационарные. Переносные электромеханические ножницы обеспечивают прямолинейную и криволинейную линию реза при резке листов толщиной до 2 мм. Эти ножницы представляют собой небольшие машинки, состоящие из электродвигателя и небольшой станины, на которой установлен неподвижный нож 2 (рис. 10). Внутри станины на ползуне, получающем быстрое возвратно-поступательное перемещение от электродвигателя, установлен подвижный нож 1 Кислородная резка основана на сгорании железа в чистом кислороде. Для разрезки сталей производят местный нагрев до красного цвета с помощью пламени специальными нагревательными устройствами. Если в разогретую докрасна зону подать под давлением струю кислорода, то железо сгорает под действием этой струи. Перемещение нагревательного пламени и струи кислорода создает прорезь в разрезаемом металле. Сгоревший металл или окалина вылетают в виде искр в направлении, обратном резу. Технология удаления поврежденных элементов кузова. Ремонтные воздействия, применяемые при удалении поврежденных мест кузова, на практике представлены в виде резки панелей из тонкого листового металла, коробчатых сечений, мест соединения панелей между собой и разделения точечной и шовной сварок. При выполнении всех видов ремонтных воздействий не допускается деформация оставшихся частей панелей и сопряженных деталей кузова. Резку панелей производят механическими пилами.. Кроме того, резку тонких листовых панелей выполняют механическими ножницами вырубного типа и ручным режущим инструментом: ножовкой, шлицовкой, зубилом и др. При удалении панелей во всех случаях вначале режут панели, а затем жесткости, ее поддерживающие. Резку мест соединения панелей, состоящих из двух или трех листов (рис.11, а), выполняют по линии разметки прямой пневматической пилой, ручной ножовкой или шлицовкой. Для подготовки этих мест к сварке делают дополнительные вырезы по толщине листов. Для стыковки таких соединений снимают фаски для односторонней или двусторонней сварки (см. рис. 11).
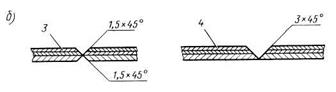
Рисунок 11 - Соединение панелей кузова: а - виды соединения панелей (1 - двух; 2 - трех); б - снятие фасок для сварки (3 - двусторонней, 4 - односторонней)
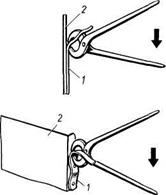
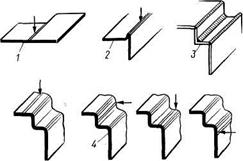
Рисунок 12 - Удаление полосы с точечной сваркой ручным инструментом: 1 - полоса металла; 2 - деталь кузова Для удаления шовной сварки стачивают сварной шов при помощи шлифовальной машины с абразивным камнем или шарошкой, преимущественно за счет удаляемой детали, а затем разъединяют сварные соединения пневмомолотком с резаком. Сварка кузовных деталей Все повреждения кузовов устраняют, как правило, с использованием сварки. Выбор способа сварки имеет большое значение с позиции как качества сварного шва, так и производительности процесса. При ремонте кузовов автомобилей и автобусов используют газовую, электродуговую, ручную полуавтоматическую электродуговую в среде защитного газа и контактно-точечную сварки. Перед соединением панелей кузова сваркой выполняют некоторые подготовительные работы. Содержание и последовательность выполнения этих работ определяет способ соединения свариваемых деталей. Подготовка деталей к сварке. Независимо от вида применяемой сварки соединение деталей с кузовом осуществляют внахлест или встык. Перед соединением панелей сваркой тщательно зачищают свариваемые кромки и выполняют противокоррозионную защиту закрываемых поверхностей специальными токопроводящими пастами или грунтом ГФ-021 непосредственно перед сваркой. Соединение деталей внахлест осуществляют без профилирования или с профилированием кромки. При соединении внахлест без профилирования кромки применяют сварку прерывистым или сплошным швом за край одной из деталей. При этом детали подгоняют так, чтобы они плотно прилегали друг к другу и фиксируют их в этом положении при помощи быстродействующих зажимов. Для соединения деталей внахлест эффективен способ сварки " электрозаклепками". При подготовке кромок для сварки таким способом на одной из свариваемых деталей в зоне соединения делают отверстия. Сварку деталей выполняют встык 1(рис. 13), по отбортованной кромке 2 и с образованием угловых швов 3. Сварочные швы, расположенные в углу, практически исключают выполнение рихтовочных работ. Для обеспечения необходимой геометрической формы панелей, образованных сваркой нескольких деталей с последующей рихтовкой, сварку производят в стык отогнутой кромки одной детали с прямой кромкой другой детали 4.
Рисунок 13 - Виды сварных соединений: 1 — встык; 2 — с отбортовкой кромки; 3 — внутренний или наружные угловые швы; 4 — расположение сварочного шва, позволяющего производить рихтовку (показано стрелкой) Способы сварки зависят от вида дефекта, места его расположения и формы соединяемых деталей. Сварку точками используют в качестве предварительной операции, предназначенной для прихватки двух соединяемых кромок одного из концов листа. Затем производят сварку оставшейся части листа, начиная уже с выполненной части шва и постепенно перемещаясь к другому концу детали. Если вырез, подвергаемый сварке, имеет форму угла, то сварку начинают с вершины угла и ведут в направлении одного края, а затем другого. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 2217; Нарушение авторского права страницы