
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Восстановление резьбовых поверхностей спиральными вставками
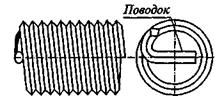
Один из способов восстановления изношенной или поврежденной резьбы — это установка резьбовой спиральной вставки. Эти вставки увеличивают надежность резьбовых соединений деталей, особенно изготовленных из алюминия и чугуна. Спиральные вставки изготавливают из коррозионно-стойкой проволоки ромбического сечения в виде пружинящей спирали (рис. 6).
Рисунок 6 - Резьбовая спиральная вставка Технологический процесс восстановление резьбовой поверхности включает: -рассверливание отверстия с применением накладного кондуктора и снятие фаски (1x45°). Смещение осей отверстий не более 0, 15 мм, перекос осей отверстий не более 0, 15 мм на длине 100 мм; -нарезание резьбы в рассверленном отверстии детали. Скорость резания 4...5 м/мин, частота вращения 60…80 мин-1;
Рисунок 7 - Установка резьбовой вставки: а — в монтажный инструмент; б — в резьбовое отверстие детали -установка резьбовой вставки в деталь: установить резьбовую вставку в монтажный инструмент (рис. 7, а); ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в паз нижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с помощью инструмента в резьбовое отверстие детали (рис. 7, б); вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки; -контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром (контрольным болтом). Проходной калибр, завернутый на всю длину вставки, не должен отклоняться более чем на 0, 5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на один виток резьбы. Выступание ее не допускается. Для выявления нецилиндричности (овальности, конусности) гильзы цилиндра производится измерение цилиндра в нескольких поясах по высоте в двух взаимно перпендикулярных направлениях с помощью индикаторного нутромера. Установка нутромера на ноль при измерении диаметра цилиндров производится с помощью калибра. (рис. 8).
Рисунок 8 - Тарировка нутромера Глубина поясов замера, рекомендуемые ремонтные размеры двигателя ВАЗ-2106 приведены в таблицах 1, 2. Таблица 1 - Пояса для замеров цилиндров двигателей.
Номинальный диаметр цилиндров79, 99-80 мм, допустимая овальность цилиндров-0, 15 мм, допустимая конусность цилиндров-0, 16 мм.
Таблица 2 - Ремонтные размеры двигателя ВАЗ-2106, мм
Проведение замеров выполняется в четырёх поясах и двух плоскостях каждого цилиндра, с последующим занесением результатов в таблицы. Расчёт основных показателей : а) Расчет нецилиндричности (овальности и конусности), мм:
где Н-овальность, ДАi-диаметр гильзы, замеренной в i-ом поясе в плоскости А, Конусность между каждыми двумя поясами вычисляется по формулам: ( обмер произведен параллельно оси коленчатого вала)
( обмер произведен перпендикулярно к оси коленчатого вала)
где индексы 1 и 2 соответствуют поясам, в которых производились измерения диаметров и между которыми измеряется конусность. Общая конусность по длине цилиндра
Максимальная конусность
где D max и D min соответственно наибольший и наименьший диаметр замеренные в данной плоскости. Величина общего износа гильзы, мм: где: Dimax - max диаметр всех замеренных гильз данного блока (мм), Do - диаметр гильзы начала эксплуатации. Если δ i > 0, 15 мм, то цилиндры следует расточить под следующий ремонтный размер, или провести замену гильз Содержание отчёта: -результаты внешнего осмотра блока цилиндров двигателя; -результаты проведенных замеров и перечень обнаруженных дефектов; -технологический процесс ремонта блока. Контрольные вопросы 1. Как установить ремонтный размер, под который следует расточить цилиндры блока? 2. В каком поясе износ цилиндров будет больше и почему? 3. Чем может быть вызвано нарушение обычного характера износа цилиндров? 4. Какие преимущества и недостатки имеют блоки цилиндров выполненные из чугуна и алюминия? 5. Какие характерные дефекты возникают при эксплуатации блоков? Методы их устранения. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 2181; Нарушение авторского права страницы


 , (1)
, (1) Двi; - диаметр гильзы замеренной в i - ом поясе в плоскости В.
Двi; - диаметр гильзы замеренной в i - ом поясе в плоскости В. (2)
(2) (3)
(3) (4)
(4) (5)
(5) (6)
(6) (7)
(7)