|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Устранение повреждений пайкой
Процесс заполнения неровностей в панелях кузова припоем состоит из подготовки поверхности, нанесения припоя и зачистки восстановленного участка. Подготовка поверхности к пайке. Подготовка поверхности включает в себя очистку металла от загрязнений и лужение Очистку поверхности производят металлической щеткой или наждачным полотном до получения белой блестящей поверхности. Лужение поверхности выполняют флюсом из хлористого цинка. Флюс получают растворением металлического цинка в соляной кислоте путем травления. Во избежание появления на кузове коррозии остатки флюса после пайки тщательно смывают водой. Большую коррозионную стойкость имеет паста, используемая при лужении, следующего состава, %: 48 %-ный раствор хлористого цинка 10 Активно смачивающие вещества ОП-7 или ОП-10 10 Хлористый аммоний 0, 3 Оловянистый мелкодисперсный порошок 23, 8 Свинцовый мелкодисперсный порошок 55, 9 Для приготовления пасты в раствор хлористого цинка добавляют состав ОП-7 или ОП-10 и хлористый аммоний и затем тщательно перемешивают. В полученную вязкую жидкость при перемешивании вводят порошок свинца и олова. Для лужения поверхности кузова пастой очищенные места слегка подогревают газовой горелкой или паяльной лампой, а затем с помощью кисти или ветоши наносят пасту. После вторичного подогрева поверхности протирают чистой хлопчатобумажной ветошью, в результате чего получается ровная полуда, на которую наносят припой расплавлением его непосредственно на кузове газовой горелкой или паяльником и разравнивая его деревянной лопаткой, смоченной в вазелине. Нанесение припоя. Нанесение припоя ПОС-18 для заполнения вмятин или сквозных повреждений производят после расплавления его в ванночке до образования кашицы. Затем поверхность, подлежащую заполнению припоем, нагревают пламенем паяльной лампы или газовой горелки и деревянной лопаткой наносят припой на дефектную поверхность металла до полного выравнивания, оставляя небольшой припуск припоя для зачистки заподлицо с поверхностью панели. Каждый слой припоя после нанесения на поверхность панели разглаживают лопаткой, смоченной в вазелине. Для пайки сквозных отверстий в панелях с внутренней стороны кузова ставят ремонтную пластину из листовой стали. При соединении деталей пайкой ремонтную пластину изготавливают из оцинкованной стали или цинкового листа, так как этот материал легко поддается деформированию и хорошо соединяется с припоем. Ремонтную пластину прижимают к восстанавливаемой поверхности до полного отвердевания припоя. Зачистка поверхности после пайки. Зачистку участка, заполненного припоем, производят напильником и наждачным полотном до полного его выравнивания. После этой обработки поверхность тщательно моют. После выполнения восстановительных работ пайкой проводят в полном объеме операции по противокоррозионной обработке отремонтированного места. Контроль качества ремонта кузовов перед окраской От качества ремонта кузова зависят внешний вид и долговечность автомобиля. Контроль качества ремонта кузова перед окраской проводят в соответствии с техническими требованиями. Геометрические параметры основания кузова должны соответствовать размерам конкретной модели кузова автомобиля Двери кузова, крышка багажника и капот должны быть подогнаны по посадочным местам, не иметь перекосов, надежно и легко закрываться и открываться. Выступание дверей, крышки багажника и капота относительно лицевых неподвижных поверхностей кузова допускается на величину не более 3 мм. Трещины, разрывы и пробоины должны быть заварены, сварные швы на лицевых поверхностях кузова обработаны заподлицо с основным металлом. Ремонтные вставки, панели, узлы и детали кузова должны быть подогнаны по контуру прилегания и приварены без деформаций и перекосов. В случае повреждения или уничтожения номеров кузова при ремонте или замене деталей кузова, на которых нанесены номера, предприятие составляет об этом справку соответствующей формы. Поверхности кузова, подлежащие окраске, должны быть чистыми и не иметь следов коррозии. На лицевых поверхностях кузова не допускается наличие глубоких вмятин, выступов, царапин, следов некачественной правки. Глубина вмятин или царапин, высота выступов не должны превышать 0, 5 мм. Допускаются незначительные риски, оставленные после зачистки абразивными материалами. Изношенные или разрушенные края отверстий под болтовые соединения деталей кузова должны быть восстановлены. После замены панелей и деталей кузова, а также при нарушении противокоррозионной защиты при проведении ремонтных работ сваркой или пайкой следует удалить следы коррозии, провести заново противокоррозионную обработку и нанести противошумовое покрытие. На поверхностях кузова, подлежащих окраске, не должно быть грунтов и шпатлевок, не обеспечивающих сочетаемость лакокрасочных материалов и не соответствующих технологическому процессу окраски.
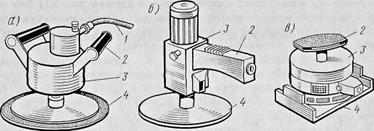
Содержание отчета: 1. Наименование и цель работы. 2. Один из указанных преподавателем технологических процессов ремонта кузовов автомобиля. 3. Технологический процесс и практические результаты устранения повреждения синтетическими материалами. 4. Результаты контроля качества ремонта элементов кузова перед покраской 5. Выводы по работе. Контрольные вопросы 1. Какие основные виды повреждений кузовов Вы знаете? 2. Какие комплекты инструментов и приспособлений применяются при правке и рихтовке кузовов? 3. Перечислите основные этапы технологии ремонта кузовов. 4. В чём заключаются операции частичной или полной разборки кузовов? Когда они применяются? 5. Какие операции используются для удаления повреждённых элементов кузова? 6. Какие способы сварки кузовов Вы знаете? 7. Перечислите основные операции при устранении повреждений с использованием синтетических материалов. Лабораторная работа №7 «Технологические процессы окраски кузовов легковых автомобилей» Время выполнения работы-4 часа Цель работы: По литературе, плакатам, описанию ознакомиться с оборудованием и технологическими процессами окраски кузовов. Разработать технологию и выполнить операции по подготовке и окраске фрагментов кузова, заданных преподавателем. Материальное обеспечение и оборудование: Краскораспылитель КРУ-1, аэрозольный баллон с краской, набор филёночных кистей, набор лакокрасочных материалов, смывки типа СП-7, АТФ-1, полировочные пасты, фрагменты кузова, шаблон с прорезями, уайт-спирит. Последовательность выполнения работы: -изучить оборудование, применяемое при нанесении лакокрасочных материалов; -разработать технологический процесс окраски одного из фрагментов кузова; -подготовить поверхность к окраске и провести её окраску; -теоретически рассчитать выбросы загрязняющих веществ, при нанесении лакокрасочных материалов; -провести контроль качества окрашенной поверхности. Краткие сведения из теории Схемы технологических процессов окраски Кузов после ремонта нуждается в полной окраске или частичной подкраске отдельных его поверхностей. Могут быть реализованы 3 схемы покраски кузова, отличающиеся как числом операций, так и их содержанием и исполнением: полная окраска кузова со снятием старой краски, окраска кузова по старой краске и подкраска отдельных поврежденных участков поверхностей кузова или замененных деталей. Во всех трех схемах технологических процессов окраски обязателен этап подготовки поверхности под окраску. Для снятия старой краски используют различные способы — механический или химический. Механический способ подготовки поверхности. При наличии на поверхности кузова коррозии и окислов и необходимости создания определенной шероховатости используют различные скребки, проволочные и капроновые щетки, шлифовальные машинки (рис.1) и шлифовальные шкурки. Для удаления ржавчины, зачистки заусенцев, снятия старой и дефектной краски используются дисковые щетки с радиальным расположением ворса из гофрированной или сплетенной в жгут проволоки. Дисковые щетки с неметаллическим ворсом применяют для удаления тонкого слоя окалины, цветов побежалости, незначительных заусенцев. Торцевые (чашечные) щетки используют для удаления ржавчины, старой или дефектной краски, загрязнений с больших поверхностей при подготовке под окраску.
Рисунок 1 - Ручные пневматические машины для сухого шлифования и полирования: а — МШ-1М; б— МШ-2М; в — МШ-3; 1 — шланг для подачи сжатого воздуха; 2 — рукоятка; 3- пневмодвигатель; 4 — рабочий диск Рабочим органом шлифовальных машинок, служат абразивные круги и ленты различной твердости и зернистости. Химические способы подготовки поверхности . К химическим наиболее распространенным способам подготовки относят: травление, обезжиривание, фосфатирование и пассивирование. Для удаления оксидов или остатков покрытий с поверхности кузова применяют химически активные вещества. В основном это водные растворы кислот и щелочей. Травление. Химическое или электрохимическое растворение или разрушение поверхностных слоев металла проводят с целью удаления загрязнения или активации поверхности металла. Выбор травильных веществ определяется характером их химического взаимодействия с очищаемой поверхностью. Одним из распространенных растворов является раствор, содержащий фосфорную кислоту. После нанесения раствора кистью на поверхность дают выдержку 3 5 мин, а затем смывают водяной струей и нейтрализуют поверхность слабым щелочным раствором. Обезжиривание. При обезжиривании органическими растворителями (бензин, уайт-спирит и др.) образуется однородная смесь или раствор с загрязнением, которое они растворяют. Для обезжиривания поверхностей перед окраской отдают предпочтение щелочным растворам, а не растворителям. После обезжиривания щелочными растворами поверхность кузова должна быть промыта водой в пассивирующем растворе нитрита натрия или хромпика с концентрацией 5 г/л. Чтобы избежать появления налета коррозии на обезжиренной поверхности металла, ее обдувают горячим воздухом. Фосфатирование. Процесс состоит в обработке хорошо обезжиренной поверхности разбавленными растворами (первичных фосфорнокислых солей цинка, марганца и железа) при наличии свободной фосфорной кислоты. Образующаяся при этом фосфатная пленка в сочетании с лакокрасочным покрытием обеспечивает надёжную и долговременную защиту кузова от коррозии Лучший результат подготовки поверхности кузова и его деталей под окрашивание дает процесс, представленный в табл.1. Таблица 1 - Подготовка поверхностей кузова и его деталей под окраску
Окраска кузова. Основные свойства эмалей и лакокрасочного покрытия. Качество окраски кузовов зависит от качества и стойкости лакокрасочных материалов, используемых для этой цели. Они представляют собой многокомпонентные жидкие составы, которые после нанесения их на поверхность тонким слоем и высыхания образуют пленки, прочно сцепленные с поверхностью. Образование пленок (покрытий) обусловлено наличием в составе лакокрасочных материалов пленкообразующих веществ: синтетических смол, эфиров целлюлозы и некоторых растительных масел. В состав лакокрасочных материалов могут входить пластификаторы, сиккативы, отвердители, пигменты и некоторые другие добавки. Качество лакокрасочных материалов оценивается показателями, основными из которых являются: условная вязкость — это время истечения в секундах определенного объема лакокрасочного материала через калиброванное сопло вискозиметра при 18 — 20 °С. От вязкости зависит пригодность материала к нанесению на поверхность, образование потеков и другие свойства. Для определения условной вязкости используют вискозиметры; время и степень высыхания определяют при естественной сушке, используя стеклянные или стальные пластинки, пластинки из черной жести со слоем нанесенного лакокрасочного материала. Их выдерживают в горизонтальном положении до момента, когда пальцы при легком прикосновении не прилипают к слою лакокрасочного материала; укрывистость — это способность краски или эмали, равномерно нанесенной на поверхность, делать невидимым ее цвет или в случае нанесения на черно-белую подложку уменьшать контрастность между черной и белой поверхностями до исчезновения разницы между ними. Чем выше укрывистость, тем меньше расход краски или эмали; определение розлива — это способность лакокрасочного материала после нанесения на подложку растекаться с образованием ровного поверхностного слоя. Розлив оценивают величиной шагрени и наличием потеков. Перед нанесением лакокрасочных материалов на загрунтованную поверхность их размешивают, доводят разбавителями до рабочей вязкости и фильтруют. С помощью краскораспылителя, окунанием или наливом лакокрасочный материал наносят на пластину, а затем сушат. Толщину покрытия измеряют несколькими способами приборами ТПН- IV, ТЛКП, ИТП-1, микрометром. Важными характеристиками качества покрытий являются устойчивость покрытия к удару и прочность покрытия при изгибе. Прочность покрытия на удар проверяют прибором У-1А методом, основанным на определении максимальной высоты, с которой груз массой 1 кг, падая на специальный боек прибора, не вызывает разрушения покрытия. Испытание покрытий на изгиб дает возможность оценить способность нанесенных покрытий следовать за деформацией подложки без растрескивания и отслаивания. Устойчивость к абразивному изнашиванию является показателем качества покрытий, подвергающихся истиранию при эксплуатации. Для этого покрытие наносят на образец и подвергают истиранию просеянным и высушенным песком, падающим с высоты 1800 мм. Масса песка в граммах, израсходованного на истирание покрытия, характеризует его абразивостойкость. Для измерения твердости покрытия, характеризующей способность покрытия оказывать сопротивление проникновению или вдавливанию в него твердого тела, чаще всего используют метод определения твердости с помощью маятникового прибора М-3. Сплошность покрытий (поры, трещины, проколы) определяют с помощью дефектоскопа ЛКД-1. При необходимости проводят испытания лакокрасочных покрытий на масло и бензостойкость, блеск и цвет по соответствующим методикам и с использованием приборов. Способы и оборудование для нанесения лакокрасочных материалов. Лакокрасочные материалы наносят различными способами, отдавая предпочтение одним при изготовлении кузовов, а другим при их техническом обслуживании и ремонте. Наилучшие результаты по качеству покрытия получаются при пневматическом распылении в электрическом поле. Окраска в электрическом поле высокого напряжения - окраска этим способом достаточно широко применяется для деталей простой и средней сложности конфигурации. Сущность этого процесса окрашивания состоит в том, что между двумя электродами, находящимися под напряжением и расположенными на определенном расстоянии друг от друга, создается электрическое поле. Один из электродов имеет острыекромки. При повышении напряжения до определенной величины воздух возле этих кромок ионизируется и начинает двигаться по направлению силовых линий поля к противоположному электроду. Одним из электродов является окрашиваемая деталь (положительный заземленный электрод), а другим — коронирующий электрод (отрицательный). В создавшееся между ними постоянное электрическое поле высокого напряжения вводят распыленный лакокрасочный материал, частицы которого, заряжаясь от ионизированного воздуха или кромки электрода, двигаются по силовым линиям электрического поля и осаждаются на заземленном кузове, образуя на его поверхности равномерное покрытие. В электрическом поле хорошо распыляются только те лакокрасочные материалы, которые обладают определенными свойствами (удельное объемное сопротивление и диэлектрическая проницаемость). Качество окрашивания в электрическом поле зависит не только от электрических свойств лакокрасочного материала, но и от других факторов, например от напряжения на коронирующих электродах; расстояния от коронирующих электродов до окрашиваемой поверхности при определенном напряжении на электродах; от вязкости лакокрасочных материалов, влажности и температуры воздуха в окрасочной установке. Оптимальное значение напряжения электрического поля при электроокрашивании 60 — 140 кВ, оптимальное расстояние от распылителя до окрашиваемой поверхности 250 — 300 мм. Для электроокрашивания применяют различного типа распылители. В зависимости от способа распыления их разделяют на 3 группы: электростатические (рис.2.), электромеханические (рис. 3.) и пневмоэлектрические. Для защиты обслуживающего персонала от соприкосновения с оборудованием, находящимся под высоким напряжением, электрораспылители, дозаторы размещают внутри камеры, которая также препятствует распространению паров растворителей и красочного тумана в окружающее воздушное пространство.
Окраска способом пневматического воздушного распыления. Этот способ среди прочих известных способов является основным. Примерно 70 % производимых лакокрасочных материалов наносят на поверхности именно этим способом. Он позволяет наносить на больших поверхностях равномерные слои грунтовки, лака, эмали, в том числе очень жидких или быстросохнущих, производить окрашивание по недосушенным грунтовкам или по слою краски, имеющей отлип.
К недостаткам способа пневматического распыления следует отнести образование красочного тумана, что ухудшает санитарно-гигиенические условия труда; необходимость интенсивного отсасывания загрязненного воздуха; высокий удельный расход лакокрасочных материалов вследствие потерь краски (30 — 60 %) в зависимости от размеров и конфигурации деталей; большой расход растворителей для доведения лакокрасочных материалов до рабочей вязкости; необходимость наличия в производственных помещениях специальных окрасочных камер с приточной и вытяжной вентиляцией. Воздушное распыление лакокрасочных материалов проводят краскораспылительными устройствами. Сжатый воздух давлением 0, 4 — 0, 7 МПа используется от заводской сети или от автономно работающего компрессора. Схема краскораспылительной установки показана на рис. 4. В маслоотделитель 3 подается сжатый воздуx для очистки его от воды и масла. Очищенный сжатый воздух по шлангу 2 поступает в краскораспылитель 1 и одновременно по шлангу 6 через редуктор давления в красконагнетательный бак 4. Под давлением сжатого воздуха лакокрасочный материал по шлангу 5 поступает к краскораспылителю. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 1254; Нарушение авторского права страницы