
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ИЗУЧЕНИЕ КОНСТРУКЦИИ И КИНЕМАТИКИ ТОКАРНОГО СТАНКА С КОМПЬЮТЕРНОЙ СИСТЕМОЙ ЧПУСтр 1 из 12Следующая ⇒
Ф. 7.03-19
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторным занятиям по дисциплине «Технология обработки на станках с ЧПУ» для студентов специальности 5В071200 – Машиностроение
ШЫМКЕНТ, 2017 г
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН ЮЖНО-КАЗАХСТАНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИМ. М.О. АУЕЗОВА
Кафедра «Механика и Машиностроение»
Молдагалиев А.Б., Асан А.Е., Байдуллаев Н.Е.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к лабораторным занятиям по дисциплине «Технология обработки на станках с ЧПУ» для студентов специальности 5В071200 – Машиностроение
Шымкент, 2017
УДК 621. 7/.9 (номер УДК) ББК ________________ (номер ББК)
Составители: Молдагалиев А.Б., Асан А.Е., Байдуллаев Н.Е. методические указания к лабораторным занятиям по дисциплине «Технология обработки на станках с чпу» – Шымкент: Южно-Казахстанский государственный университет им.М. Ауезова, 2017 г. – ____ с. Методические указания составлены в соответствии с требованиями учебного плана и программой дисциплины «Технология обработки на станках с ЧПУ». Методические указания предназначены для студентов специальности 5В071200 – Машиностроение.
В методических указаниях приводятся сведения о важных вопросах, касающихся всех разделов курса: конструкции и кинематики токарного станка с компьютерной системой ЧПУ; контроль процесса резания по подаче, допустимой жесткостью державки; по подаче, допустимой прочностью твердосплавной пластинки; по подаче, допустимой прочностью механизма подач; по подаче, допустимой жесткостью изделия; по подаче, допустимой шероховатостью поверхности; по подаче, допустимой крутящим моментом на шпинделе; по подаче, допустимой стойкостью резца; по допустимой скорости резания.
Рецензент: Печерский В.Н. - д.т.н., профессор кафедры «Механика и машиностроение» ЮКГУ им. М. Ауезова.
Рассмотрено и рекомендовано к печати заседанием кафедры _________ (протокол № _6_ от «_11__» ___01____ 2017__ г.) и
методической комиссией факультета ________________________________ (протокол № ___от «__» _____2017 г. )
Рекомендовано к изданию Учебно-методическим советом ЮКГУ им. М.Ауезова, протокол № ___ от «____» ______________ 201_ г.
© Южно-Казахстанский государственный университет им.М.Ауезова, 2017 г. Ответственный за выпуск: Байдуллаев Н.Е. СОДЕРЖАНИЕ
Введение Основным направлением развития технологических процессов в металлообработке в настоящее время является повышение производительности и гибкости. Это объясняется тем, что значительно растет номенклатура деталей в мелко- и среднесерийном производстве, и поэтому необходимо автоматизировать эти производства. Этого можно достигнуть путем широкого применения станков с ЧПУ, в том числе многоцелевых, а также гибких производственных систем (ГПС). Современные достижения микроэлектроники способствуют быстрому развитию этого направления в станкостроении. Станки с ЧПУ обеспечивают высокую автоматизацию процесса обработки, малые затраты времени на переналадку даже при небольших партиях деталей, и высокое качество обработки этих деталей. Современные станки с ЧПУ оснащают контурными системами управления, что позволяет обрабатывать профильные поверхности. Значительно возросло число управляемых координат (до шести и более), в результате стало возможным изготовление весьма сложных деталей. Программы обработки у многих станков с ЧПУ составляются прямо у станка, что упрощает их переналадку при переходе на обработку других деталей. Увеличиваются мощности главных приводов и приводов подач, повышается динамическая устойчивость станков. Станки снабжаются устройствами для автоматической смены инструментов и заготовок. Идет процесс оснащения станков датчиками для контроля над технологическим процессом, позволяющим обнаружить неполадки и оптимизировать режимы резания. На токарных станках обеспечивается контурное управление по четырем координатам; внедряются станки с инструментальными головками, имеющими свой привод. Появление токарных многоцелевых станков обеспечивает изготовление сложных деталей за одну установку. Применение станков с ЧПУ в сочетании с роботами позволяет обеспечить полностью автоматизированное изготовление деталей в ГПС, управляемые от ЭВМ,.а также организовать обработку деталей по «безлюдной» технологии без участия оператора. Режущий и вспомогательный инструмент, средства предварительной настройки инструмента вне станка и системы инструментального обеспечения играют важную роль в достижении высокой экономической эффективности дорогостоящего оборудования с ЧПУ.
Лабораторная работа №1
Цель работы
Ознакомиться с назначениеми технической характеристикой токарного станка с ЧПУ. Изучить конструкцию узлов станкаи кинематику приводов.
Задание по лабораторной работе
2.1.Изучить назначение и основные технические данные станка. 2.2.Изучить структурную кинематическую схему станка. 2.3. Записать уравнение кинематического баланса главного движения и определить часто ту вращения шпинделя для ступени. 2.4.Изучить принцип работы револьверной головки.
Эксплуатация станка
Концевые выключатели
Во время транспортировки настройка концевых выключателей станка может нарушиться, поэтому, перед началом эксплуатацииих необходимо проверить.В качестве концевых выключателей используются индуктивные датчики. Зазор между металлической поверхностью иторцом датчика должен приблизительно составлять около 1 мм. На рис.5 показано положение индуктивного датчика нуля (концевого выключателя) по оси X и Z. Датчики необходимо оберегать от механических воздействийи скопления стружки.
Рис.5. Вид поперечного суппорта станка
Вид поперечного суппорта станка: 1–датчик нулевого положения поперечного суппорта(нульосиX), 2–датчик нулевого положения нуля(осиZ), 3– поперечный суппорт, 4– станина, линейные направляющие, 5–задняя бабка
Закрепление заготовки
При помощи ключа патрона раздвинуть кулачки зажимного патрона, вставить заготовку, и при помощи ключа зажать заготовку в трёх кулачковом самоцентрирующемся патроне. Для замены кулачков вставить ключь патрон, вращая ключь против часовой стрелки полностью разжать кулачки патрона. После этого их можно извлечь, соблюдая очередность. Для установки кулачков сохранить последовательность, в обратном порядке соблюдая очерёдность кулачков.
Задняя бабка
При закреплении заготовки в центрах в пиноль 2 задней бабки 1(рис.6) необходимо установить центр. Переместить заднюю бабку по направляющим станка 3 до упора в заготовку, ослабив гайку 4.Зафиксировать положение задней бабки гайкой 4. Поджать заготовку центром припомощи перемещения пиноли маховичком 5, предварительно ослабив пиноль рукояткой 6. Зажать пиноль 2 рукояткой 6. При установке заготовки в центра, рекомендуется заложить немного густой смазкив центровые отверстия заготовки, которые должны быть предварительно просверленными.
Рис.6.Задняя бабка
Задняя бабка: 1–корпус бабки, 2–пиноль, 3–рукоятка для закрепления пиноли, 4 –рычаг для закрепления бабки в нужном положении, 5–маховик для перемещения пиноли.
Лабораторная работа № 2 Цель работы
Ознакомиться с назначением и конструкцией режущего инструмента (с СМП. Задание по лабораторной работе
2.1. Изучить назначение инструмента. 2.2. Изучить конструкцию инструмента. 2.3. Произвести подбор инструмента для обработки заданной детали. 2.4. Перечислить конструктивные особенности инструмента с СМП. 2.5. Изучить способы базирования и крепления инструмента и режущей пластины. Сущность токарной обработки
Токарная обработка — один из возможных способов обработки изделий путем срезания с заготовки лишнего слоя металла до получения детали требуемой формы, размеров и шероховатости поверхности. Она осуществляется на металлорежущих станках, называемых токарными. На токарных станках обрабатываются детали типа тел вращения: валы, зубчатые колеса, шкивы, втулки, кольца, муфты, гайки и т.д. Основными видами работ, выполняемых на токарных станках, являются: обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов; вытачивание канавок; отрезание частей заготовки; обработка отверстий сверлением, растачиванием, зенкерованием, развертыванием; нарезание резьбы; накатывание (рис. 1).
Рис. 1. Основные виды токарных работ: а — обработка наружных цилиндрических поверхностей; б — обработка наружных конических поверхностей; в — обработка торцов и уступов; г — вытачивание канавок, отрезка заготовки; д — обработка внутренних цилиндрических и конических поверхностей; е — сверление, зенкерование и развертывание отверстий; ж — нарезание наружной резьбы; з — нарезание внутренней ’резьбы; и — обработка фасонных поверхностей; к — накатывание рифлений; 1 проходной прямой резец; 2 — проходной упорный резец 3 — проходной отогнутый резец; 4 — отрезной резец; 5 — канавочный резец; б — расточной резец; 7 — сверло; 8 — зенкер; 9 — развертка; 10 — резьбовой резец; 11 — метчик; 12 — фасонный резец; 13 — накатка (стрелками показаны направления перемещения инструмента вращения заготовки)
Инструменты, применяемые для выполнения этих процессов, называются режущими. При работе на токарных станках используются различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки и др (рис. 2).
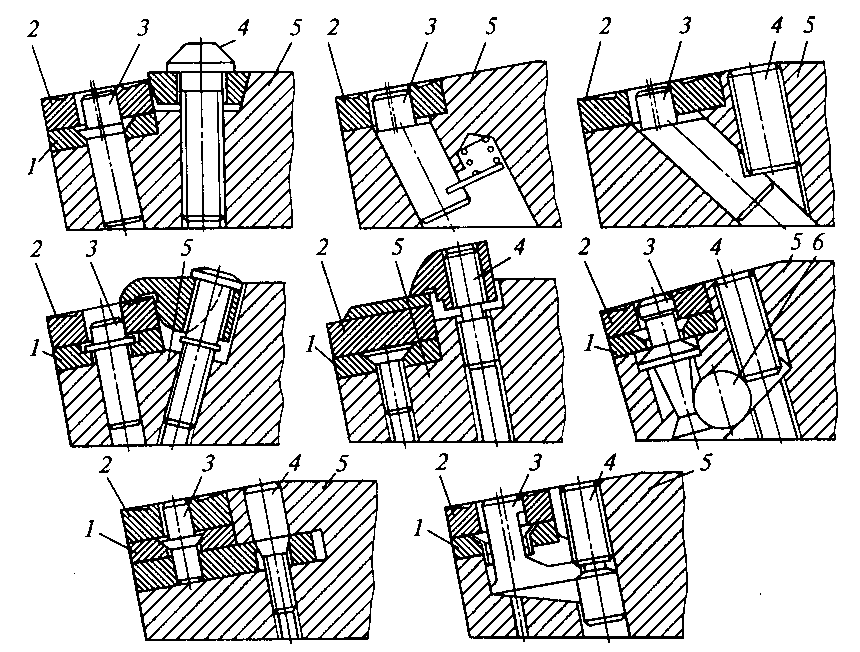
Рис. 2. Основные виды резцов с СМП: 1 — проходной правый получистовой SWGCR/L0810D05; 2 — проходной правый черновой SCLCR/L0810D06; 3 — проходной правый чистовой SDGCR/L0810D07; 4 — контурный SDNCN/L0810D07; 5 — проходной левый черновой SCLCL/L0810D06; 6 — резьбовой LWO810R/L04; 7 — отрезной (канавочный QA0812R/L03) По сравнению с напаянными резцами сборные имеют следующие преимущества: сокращение расходов на переточку; уменьшение вспомогательного времени на смену и подналадку резцов; экономия твердого сплава. Способы крепления пластин определяют жесткость и надежность ее установки (рис. 3).
Рис. 3. Основные виды крепления резцов с СМП: 1 - подкладка; 2 - пластина; 3 - штифт; 4 - винт; 5 - державка; 6 – шарик Все способы обработки металлов, основанные на удалении припуска и превращении его в стружку, определяются понятием резание металла. Для успешной работы необходимо, чтобы процесс резания протекал непрерывно и быстро. Форма обрабатываемой детали обеспечивается, с одной стороны, относительным движением заготовки и инструмента, с другой, — геометрией инструмента. Процесс резания возможен при наличии основных движений: главного движения — вращения заготовки и поступательного движения резца, называемого движением подачи, которое может совершаться вдоль или поперек изделия, а также под постоянным или изменяющимся углом к оси вращения изделия. Лабораторная работа № 3
Цель работы
Получить знания и навыки по системе управления токарным станком с ЧПУ. Выполнить запуск станка и произвести обработку заготовки (подрезать торец и проточить диаметр).
Задание по лабораторной работе
2.1. Изучить систему управления станком. 2.2. Изучить режимы работы станка. 2.3. Произвести обработку заготовки в ручном режиме. 2.4. Ознакомиться с возможностью программы Stepper. 2.5. Ознакомиться с настройками программы Stepper.
Система управления станка
Система управления станка кроме устройств электроавтоматики и электропривода содержит устройство числового программного управления (УЧПУ). В УЧПУ нового поколения принято выделять системную платформу PC (Personal Computer) и прикладную компоненту NC (Numerical Control, т.е. ЧПУ), от которых происходит общее обозначение класса PCNC. В системе PCNC поддерживается: · мобильность прикладных модулей (т.е. их переносимость на другие системные платформы); · коммуникабельность модулей (т.е. их способность к взаимодействию через единую коммуникационную среду системной платформы); · масштабируемость системы в целом (т.е. возможность изменять, при необходимости, как функциональность прикладной компоненты, так и вычислительные возможности системной компоненты). В системную платформу PCNC входят: аппаратная часть, операционная система и средства поддержания межмодульной коммуникации. В качестве операционной системы для однокомпьютерного варианта PCNC используется Windows NT с дополнительным расширением реального времени на уровне устройств (devices), к которым относятся контроллеры ввода- вывода. В двухкомпьютерном варианте PCNC применяют две разные операционные системы: Windows NT в терминале и одну из операционных систем реального времени в машине реального времени (UNIX, VxWorks или др.).
Модели УЧПУ оцениваются рядом характеристик, определяющих наличие у системы тех или иных эксплуатационных, функциональных и сервисных возможностей: 1. число программируемых координат; 2. тип системы; 3. число одновременно управляемых координат; 4. дискретность задания координат, мм; 5. вид интерполяции (круговая, объемная, винтовая); 6. смещение начала (нуля) отсчета (программируемое); 7. индикация положения, функций и кадра; 8. возможность управления от ЭВМ; 9. наличие системы редактирования УП; 10. максимальная скорость привода (быстрота перемещения), мм; 11. предельная скорость рабочей подачи, мм/мин; 12. системы диагностики и самодиагностики; 13. наличие диалогового режима; 14. тип управляемого привода; 15. защитные функции. УЧПУ обеспечивают режимы ручного и автоматического управления станком, режим редактирования управляющих программ и ввода параметров и корректоров. Для управления станком НТС-1 применяется УЧПУ класса PCNC с программой STEPPER CNC, имеющей интуитивно понятный интерфейс, способствующий быстрому обучению персонала, ранее работавшего в операционных системах Microsoft Windows. Программа управляет всеми приводами станка в реальном режиме времени и обеспечивает поддержку общепромышленного стандарта программирования станков с ЧПУ GCODE с базовым набором основных команд (включая спектр команд линейной и круговой интерполяции). STEPPER CNC имеет в своем составе встроенный имитатор, позволяющий работать на компьютере без подключенного станка НТС-1, отлаживать и тестировать написанные учащимися программы на виртуальной трехмерной модели станка.
Панель управления Основная панель управления программы находится справа в главном окне программы (рис. 5).
Рис. 5. Панель управления Панель координат (рис. 6) служит для отображения положения суппорта в СКД (Системе координат Станка) и СКС (Системе координат Детали)
Рис. 6. Панель координат
Панель нулевого положения предназначение для отображения нулевого положения суппорта. Содержит индикаторы нулевого положения “ноль X”, “ноль Y” и “ноль Z”, а так же кнопки вывода суппорта в ноль по координатам X, Y и Z (рис. 7).
Рис. 7. Панель нулевого положения
Информационная панель (рис. 8) служит для отображения информации о текущем корректоре инструмента и номере инструмента, а так же о текущей скорости суппорта F и скорости главного движения S.
Рис. 8 Информационная панель
Командная строка (рис. 9) предназначена для ввода и исполнения отдельных команд. Выполнение команды системой начинается после нажатия на клавишу “Enter” на клавиатуре ПК или кнопку
Рис. 9. Командная строка
Панель автоматического режима (рис. 10) предназначена для управления автоматическим выполнением Управляющей программы (УП).
Рис. 10. Панель автоматического режима
Вызов диалога загрузки УП производится нажатием на кнопку Запуск УП производится нажатием на кнопку
. Включение пошагового режима выполнения УП производится установку флага “Пошаговый режим”. В режиме ИМИТАТОР на фрезерном станке при выполнении УП в можно ускорить визуализацию перемещений инструмента, установив флаг «Ускоренное» Ручное управление Панель “Ручное управление ” (рис. 11) – выводится, если нажать на соответствующую строку падающего меню «Команды». Также перейти в режим ручного управления можно, нажав на панели управления кнопку.
Рис. 11. Панель ручного управления Панель ручного управления содержит:
Запуск перемещения производится следующим образом:
1. Установить “Скорость суппорта” в какое-либо значение, не равное 0 (например, на половину всей длины диапазона скоростей) 2. Нажмите кнопку с наименованием направления нужной Вам координаты и держите нажатой (зафиксированное нажатие правой кнопки мыши) до момента, когда суппорт переместится в нужную Вам точку. 3. Отпустите кнопку (привод остановится).
Выход в Ноль станка осуществляется однократным нажатием на кнопки
нажмите кнопку
Задание на выполнение лабораторной работы.
Произвести настройку программы Stepper, и в ручном режиме обработать режущим инструментом торец и проточить начальный диаметр заготовки по заданию преподавателя.
Лабораторная работа № 4
ИЗУЧЕНИЕ РАЗЛИЧНЫХ СИСТЕМ КООРДИНАТ, ПРИМЕНЯЕМЫХ НА СТАНКЕ. СИСТЕМА КООРДИНАТ СТАНКА (СКС). СИСТЕМА КООРДИНАТ ДЕТАЛИ (СКД) Цель работы
Ознакомиться с системами координат, используемым на токарном станке с ЧПУ НТС-1.
Задание по лабораторной работе
2.1. Изучить назначения системы координат станка. 2.2. Изучить назначение системы координат детали. 2.3. Изучить назначение системы координат устройства ЧПУ, 2.3. Выполнить карту наладки токарной обработки.
Наладка станка с ЧПУ.
Наладку станка в ручном режиме следует выполнять в определенной последовательности. 1. В соответствии с картой наладки подобрать инструмент, проверить от-сутствие на нем повреждений, надеж-ность крепления режущих пластин, пра-вильность заточки и т. д. 2. Наладить режущий инструмент на заданные картой наладки координатные размеры. Установить налаженный инструмент в рабочие позиции суппорта (револьверной головки).
Установить предусмотренный картой наладки вид зажимного патрона и проверить надежность закрепления заготовки. Установить переключатель режима работы в положение ручной работы.
Рис. 5. Расчетно-технологическая карта наладки на обработку детали на токарном станке с ЧПУ Варианты заданий
Варианты заданий указаны в табл.2.
Варианты размеров
Таблица 2
Лабораторная работа № 5
Цель работы
Ознакомиться с системами координат используемыми на токарном станке с ЧПУ НТС-1. Задание по лабораторной работе
2.1. Изучить назначения системы координат станка. 2.2. Изучить назначение системы координат детали. 2.3. Сделать карту наладки токарной обработки.
Наладка станка с ЧПУ
Наладку станка в ручном режиме следует выполнять в определенной после-довательности. 1. В соответствии с картой наладки подобрать инструмент, проверить от-сутствие на нем повреждений, надеж-ность крепления режущих пластин, пра-вильность заточки и т. д. 2. Наладить режущий инструмент на заданные картой наладки координатные размеры. Установить налаженный инструмент в рабочие позициисуппорта (ре-вольверной головки). Установить предусмотренный картой наладки вид зажимного патрона и проверить надежность закрепления за-готовки. Установить переключатель режима работы в положение ручной работы.
Рис. 5. Расчетно-технологическая карта наладки на обработку детали на токарном станке с ЧПУ
Лабораторная работа № 6
Комплексная наладка токарного станка с ЧПУ. Настройка системы координат детали (СКД). Измерение и установка вылетов режущего инструмента (РИ). Настройка параметров заготовки
Цель работы
Ознакомиться с назначением систем координат детали, настройками инструмента и настройки заготовки на токарном станке с ЧПУ НТС-1.
Задание по лабораторной работе
2.1. Изучить назначения системы координат детали. 2.3. Сделать карту наладки токарной обработки. 2.4. Сделать схему привязки инструмента. 2.5. Произвести настройку заготовки.
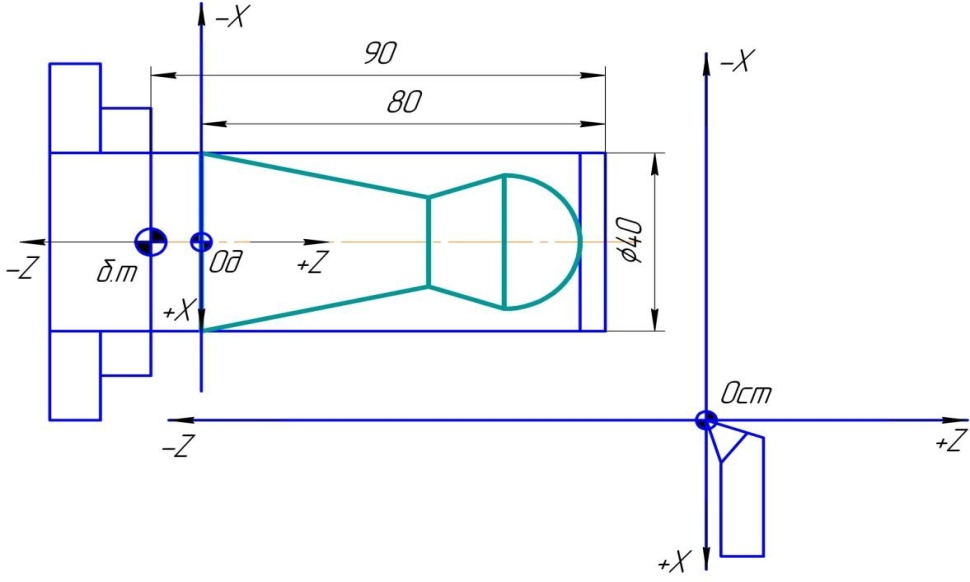
Наладка станка с ЧПУ Ноль детали назначается технологом, относительно этой точки пишется управляющая программа. Ноль детали (0д) должен быть привязан к нулю станка. Как видно из рис. 5, расстояние от нуля станка до нуля детали высчитывается, т.е. в системе координат станка положение ноля детали по оси Х = – 40, по оси Z= – 100 (рис. 53).
Рис. 5. Определение положения ноля детали Настройка программы управления Stepper CNC:
Рис. 6. Главное окно загруженной программа STEPPER CNC
- Задаем размеры заготовки: из главного меню «Токарный станок» – «Размер заготовки» (рис. 7, 8). Введем например размеры заготовки Ф= 40 и L= 90. Затем сохраним данные и закроем окно. Заготовка в главном окне должна измениться.
Рис. 7. Меню “Токарный станок”
Рис. 8. Окно «Заготовка»
- Вводим положение ноля станка относительно базовой точки (учитывая, что имеется система плавающего ноля) в нижеследующей последовательности. Откроем меню «Токарный станок» – «Ноль станка» (рис. 9). Например введем значения x=40 и z=110 в открывшемся окне (рис. 10). Сохраним и закроем окно.
Рис. 9. Меню “Ноль станка”
Рис. 10. Окно настройки нуля станка
В имитаторе (рис. 11) изменится положения инструмента относительно заготовки.
Рис. 11. Положение инструмента относительно заготовки
В зависимости от количество используемого инструмента настраивается в отдельном окне. Параметры их установки задаются в редакторе инструмента (рис. 12 – 14 ).
Рис. 12. Настройка первого контурного резца
Рис. 13. Настройка второго канавочного резца
Рис. 14. Сохранение параметров установки позиций инструмента
Настройка нуля детали
Нажмем на кнопку (рис. 15).
Рис. 15. Окно «Системы координат детали»
Введем значения по оси Х = – 40, по оси Z= – 100 или что требуется по заданию.
На станке смещение нуля детали задается командой G92, а в имитаторе смещение можно задать командой G54 – G59 от базовой точки станка или G92 относительно нуля станка. Тем самым позволяет расширить различные настройки и обеспечить гибкость переналадки оборудования. Лабораторная работа № 7
ИЗУЧЕНИЮ СИСТЕМЫ КОМАНД СТАНКА (ИЗУЧЕНИЕ СТАНДАРТНЫХ G, M КОДОВ)
Цель работы
Получить знания по основным командам управления применяемым для программирования обработки деталей на токарном станке НТС-1.
Задание по лабораторной работе
2.1. Изучить основные команды программирования токарного станка. 2.2. Изучить способы задания перемещения инструмента. 2.3. Изучить принципы написания управляющей программы. 2.4. Разработать расчетную схему 2.5. Создать управляющую программу для токарной обработки.
Система ЧПУ класса PCNC
Система ЧПУ класса PCNC представляет собой IВМ совместимый персональный компьютер с установленным программным обеспечением Stepper CNC v3. или другое ПО для управления станком. Эта система предназначена для управления самостоятельно изготовленными и мелкосерийными промышленными станками с использованием шаговых или серводвигателей. Данная система ЧПУ PCNC очень удобна в эксплуатации, имеет большие возможности такие как: применение программных средств (Adem CAD/CAM, SolidWorks и др.). Для проектирования и создания трехмерных деталей и рабочих чертежей, создание управляющих программ обработки деталей и виртуальное моделирование процесса обработки, с использованием программных средств Adem CAD/CAM, SolidCAM и др.. Непосредственный контроль и управление процессом работы станка осуществляется с одного рабочего места, как с помощью программного обеспечения, так и с помощью видеонаблюдения (при установке одной или нескольких вебкамер). Система ЧПУ PCNC не требует специализированного обслуживания по сравнению с промышленными системами ЧПУ.
Формат кадра УП
УП состоит из нескольких кадров, а кадры - из слов. Каждое слово, в свою очередь, состоит из буквы, называемой адресом и следующей за ней группы цифр (по ГОСТ 20999-93). В начале кадра стоит номер кадра N, в конце – конец кадра «; ». Каждый кадр состоит из переменного числа слов, причем, любое слово (кроме начала N кадра) может отсутствовать. Условная запись кадра с максимально возможным объемом информации называется форматом кадра. Формат кадра, реализуемого в УЧПУ типа PCNC, представляется следующим образом: N03 X±043 Z±043 U±043 W±043 F023 T2 M2 S10 D043 C±043 Q±043 R±043 B3 H3 L2 P11 A11 E G2; Значения символов даны в табл.1 Значения символов адресов Таблица 1
После адресов N, X, Z и других указано число десятичных разрядов, предписанных данному адресу. Например, запись G2 означает, что подготовительнаяmфункция задается адресом G и двумя десятичными разрядами: Х±043 означает, что перемещение по координате программируется адресом Х знаками + или – и семью десятичными разрядами, из которых первые четыре – тысячи, сотни, десятки, единицы, а три последних – десятые, сотые, тысячные (нули в старших порядках можно опустить). Такой способ записи формата кадра называют адресным. Порядок слов в кадре произвольный, причем любое слово может отсутствовать. Но в одном кадре нельзя программировать два слова одинакового адреса. На рис. 1 – 3 показано положение осей координат станка. Ноль системы координат станка определяет в данном случае оператор (наладчик), устанавливая положение плавающего нуля, от которого обеспечивается связь с нулем системы координат детали. Ноль системы координат детали назначает технолог, исходя из схемы размерного анализа. Относительно этого нуля и пишется управляющая программа для обработки данной детали.
Рис. 1. Правило правой руки: a) положительные направления осей координат, б) положительные направления вращений (поворотов)
Рис. 2. Правило направления осей
Рис. 3. Направления осей на станке
Примеры программ для токарного станка
Линейная интерполяция.
S1000 M03 - Включаем шпиндель на 1000 мин-1
T01 M06 - Устанавливаем первый инструмент G01 X-20. Z-40. F300 - Выполняем перемещения G01 X-30. G01 Z-100.
G01 X-25. Z-120. G01 X0. G01 Z0.
M05 - Останавливаем шпиндель
M02 Завершаем выполнение программы
Круговая интерполяция.
S1000 M03 Включаем шпиндель на 1000 мин-1
T01 M06 - Устанавливаем первый инструмент G01 X-25. Z-50. F300 Выполняем перемещения G01 X-35. G03 X-30. Z-70. R30. Выполняем движение по дуге окружности в точку X-30. Z-
70. по радиусу R30. G01 X0. G01 Z0.
M05 Останавливаем шпиндель
M02 Завершаем выполнение программы
Варианты заданий
В табл.2 указаны параметры заданной детали.
Варианты размеров Таблица 2
Лабораторная работа № 8
Цель работы
Получить знания по созданию управляющих программ для деталей на токарном станке НТС-1.
Задание по лабораторной работе
2.1. Изучить основные команды программирования токарного станка. |
Последнее изменение этой страницы: 2017-04-13; Просмотров: 1858; Нарушение авторского права страницы









 . Историю команд можно вызвать, нажав на кнопку
. Историю команд можно вызвать, нажав на кнопку  .
.

 . Текст загруженной УП будет отображен в окне “Программа”.
. Текст загруженной УП будет отображен в окне “Программа”. .
. Временный останов выполнение УП производится нажатием на кнопку
Временный останов выполнение УП производится нажатием на кнопку

 Кнопки перемещения суппорта по осям X и Z
Кнопки перемещения суппорта по осям X и Z  Кнопка «Стоп» для остановки ранее введенных команд
Кнопка «Стоп» для остановки ранее введенных команд Анимированные рукоятки изменения скорости перемещения суппортов (подачи) и частоты вращения шпинделя станка
Анимированные рукоятки изменения скорости перемещения суппортов (подачи) и частоты вращения шпинделя станка Кнопка включения главного движения(вращения шпинделя) по часовой стрелке и против
Кнопка включения главного движения(вращения шпинделя) по часовой стрелке и против Кнопка включения поворота револьверной головки на одну позицию
Кнопка включения поворота револьверной головки на одну позицию с соответствующей координатой. Например, для вывода в Ноль по Х
с соответствующей координатой. Например, для вывода в Ноль по Х .
.










 откроется окно ввода данных о положение нуля детали
откроется окно ввода данных о положение нуля детали



