|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Команды управления станкам G и M коды
G0, G1 – линейная интерполяция (прямоугольная система координат). (рис. 4) G0: Перемещение с быстрой подачей, например, для быстрого позиионирования. G1: Перемещение с запрограммированной скоростью подачи F, например, при обработке детали.
Рис. 4. Линейная интерполяция
G0 X.. Z.. G0 X51. Z55.
G1 X.. Z.. F.. G1 X51. Z55. F0.2
G2, G3, – круговая интерполяция (рис. 5). G2 – перемещение по часовой стрелке; G3 – перемещение против часовой стрелки;
Рис. 5. Круговая интерполяция с радиусом окружности и с указанием центра окружности Программирование с начальной точкой, конечной точкой, центральной точкой (рис. 5). G2/G3 X.. Z.. I.. K.. G2 X15. Z37. I-25. K-10. X, Z – конечная точка 2 в прямоугольных координатах; I, K – точка центра круга 0 в прямоугольных координатах, относительно начальной точки 1.
G4 – время выстоя
Формат
N... G04 P...[с]
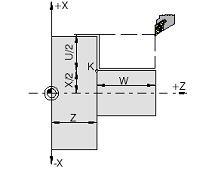
G20 - цикл продольного точения (рис. 6).
Рис. 6. Цикл продольного точения
N…G20 X(U)...Z(W)...F...
• Данный цикл модальный, и отменяется командой G из той же группы. • Для последующих кадров, необходимо программировать только измененные координаты, указывая обе координаты X и Z, а так же R, если требуется конус.
G24 -Циклторцовойобработки(рис.7).
Рис. 7. Цикл торцовой обработки
N...G24 X(U)...Z(W)...F.
• Данный цикл модальный, и отменяется командой G из той же группы.
• Для последующих кадров, необходимо программировать только измененные координаты, указывая обе координаты X и Z, а так же R, если требуется конус. Отрицательный параметр конуса (-R) определяет конус, как показано на чертеже
G25 – Включение контроля Зон запрета перемещений.
Зоны должны быть определены через меню “Токарный станок -> Зоны запрета”.
G26 –Отменаконтролязонзапрета.
G28 – Нарезание резьбы с одного прохода.
Пример: N01 G28 Z-30ю E1 – Резьба с шагом 1 мм.
Перед запуском команды G28 ОБЯЗАТЕЛЬНО должно быть запущено главное движение. Параметром E задается скорость суппорта в мм/об – миллиметров на 1 оборот шпинделя.
G37 – Выход в фиксированную точку
N01 G37 Pn – Выход в точку, заданную параметром n. См. M100.
N01 G37 X-20. Z-30. – Выход в точку c координатами X, Z.
G53 –ОтменаустановкиG54.
G54 – Система координат детали, смещает ноль детали в системе координатстанка. При выходе в точку с координатой X0, Z0 инструмент пойдет в точку со значением заданным функцией G54, заданной ранее. N01 G54 X0. Z100.
G70 – Возврат из подпрограммы.
N01 G70 – Последний кадр подпрограммы.
G71 – Вызов подпрограммы
N01 G71 P200 – Вызов подпрограммы, которая начинается с кадра N200. Подпрограмма должна завершаться командой G70.
G72 – Безусловный переход на заданный кадр
N01 G72 N150 – Переход к кадру N150.
Тоже самое N01 G72 P150 – Переход к кадру N150.
G92 – Задание смещения центра координатной системы
N01 G92 Xn Yn Zn
G93 – Отмена смещения центра координатной системы
N01 G93
G500 – Вывод на экран сообщения с указанным номером.
Выполнение УП прерывается. Система ожидает нажатия на кнопку ОК. N102 G500 P4 – вывод сообщения с номером 4. Редактирование сообщений осуществляется через меню Настройка-> Функция
G500.
N102 G500 Px En – вывод сообщения с номером x и значение переменной En.
Сплайновая интерполяция
Следует отметить, что команды сплайновой интерполяции, хотя и записываются в виде нескольких кадров, выполняются как один кадр управляющей программы за один проход управляющей процедуры. Последовательность команд на воспроизведение инструментом токарного станка траектории, заданной в виде В-сплайна, имеет следующий обобщенный формат: N< номер> B1
N< номер> X< x1> Z< z1> N< номер> X< x2> Z< z2>
N< номер> X< xn-1> Z< z n-1> N< номер> X< x n> Z< z n> N< номер> B2 В первом кадре последовательности присутствует ключевой символ B, обозначающее применение В-сплайна. После ключевого символа, идет цифра 1, сигнализирующая о том, что это начальный кадр последовательности. После первого кадра следуют кадры, задающие контрольные точки В- сплайна. Первой контрольной точкой считается точка, в которой находится инструмент токарного станка перед началом отработки кадра. В завершающем кадре после ключевого символа B следует цифра 2, указывающая, что данный кадр является заключительным. Важно: При задании траектории в виде В-сплайна, кривая проходит только через начальную и конечную точки. Остальные контрольные точки оказывают влияние на форму кривой, но последняя через них не проходит. Это неудобно для задания траектории вручную, однако контрольные точки B-сплайна обычно рассчитываются автоматически с помощью систем автоматизированного проектирования. Пример программы для ЧПУ токарного станка, использующей сплайновую интерполяцию: N1 F100 – первая команда задает подачу
N5 B1 – начало последовательности кадров задающих сплайн
N15 X-32. Z-55. – вторая точка сплайна (первая точка – текущее положение резца) N20 X-32. Z-65. – третья точка сплайна N25 X-28. Z-80. – четвертая точка сплайна N30 X-37. Z-85. – пятая точка сплайна N35 X-0. Z-120. – шестая точка сплайна
N40 B2 – окончание последовательности кадров, задающих сплайн и одновременно сигнал на начало отработки всей последовательности.
M02 – Остановка выполнения программы
Пример: N01 M02
M03 – Включение шпинделя по часовой стрелке
Пример: N01 S1000 M03 – включение шпинделя на частоту 1000 об/мин. M04 – Включение шпинделя против часовой стрелке Пример: N01 S1000 M04 – включение шпинделя на частоту 1000 об/мин. M05 – Останов шпинделя Пример: N01 M05
M06 – Смена инструмента на одну позицию Револьверной головки
Пример: N01 M06
В режиме ИМИТАТОР, совместно с параметром T смена инструмента производится в позицию Револьверной головки, указанную параметром T. Пример: N10 T2 M06 – выбор 2-ой позиции РГ При этом так же устанавливаются вылеты инструмента для 2-ой позиции револьверной головки. Остальные команды управления станком приведены в руководстве по программированию [2].
Примеры программ для токарного станка
Линейная интерполяция.
S1000 M03 - Включаем шпиндель на 1000 мин-1
T01 M06 - Устанавливаем первый инструмент G01 X-20. Z-40. F300 - Выполняем перемещения G01 X-30. G01 Z-100.
G01 X-25. Z-120. G01 X0. G01 Z0.
M05 - Останавливаем шпиндель
M02 Завершаем выполнение программы
Круговая интерполяция.
S1000 M03 Включаем шпиндель на 1000 мин-1
T01 M06 - Устанавливаем первый инструмент G01 X-25. Z-50. F300 Выполняем перемещения G01 X-35. G03 X-30. Z-70. R30. Выполняем движение по дуге окружности в точку X-30. Z-
70. по радиусу R30. G01 X0. G01 Z0.
M05 Останавливаем шпиндель
M02 Завершаем выполнение программы
Варианты заданий
В табл.2 указаны параметры заданной детали.
Варианты размеров Таблица 2
|
Последнее изменение этой страницы: 2017-04-13; Просмотров: 1091; Нарушение авторского права страницы