
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Программное обеспечение Stepper CNC
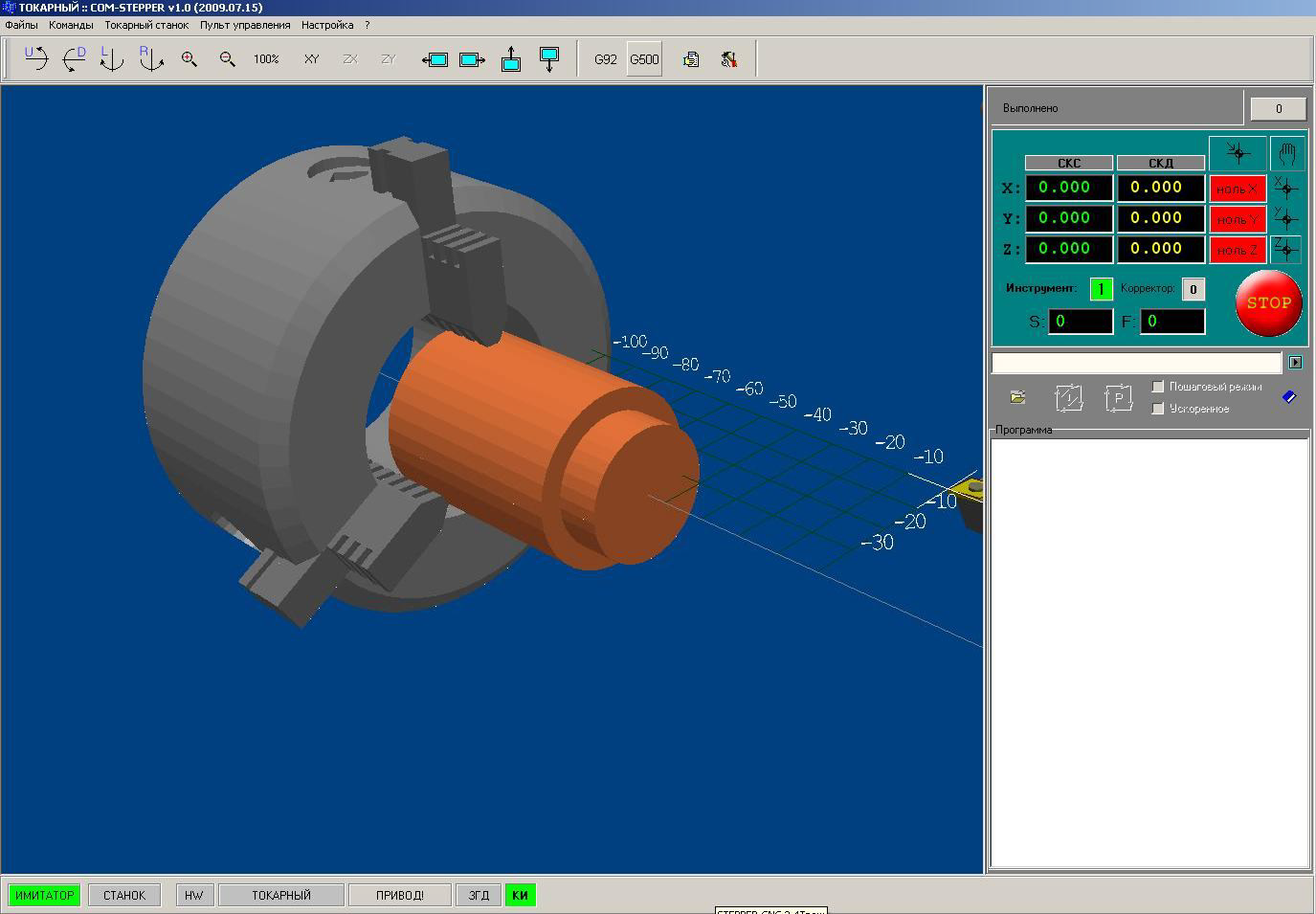
Программное обеспечение модуля токарного STEPPER CNC содержит необходимые инструментальные средства для написания и отладки управляющих программ. Для разработки программ используется встроенный редактор текста, проверяющий наличие синтаксических ошибок и отладчик, позволяющий имитировать работу привода подач и главного движения. Для нормального функционирования системы управления станком требуется использование IBM совместимой современной вычислительной техники с поддержкой USB порта. Запускается программа с помощью ярлыка «STEP CNC» и после запуска работает в режиме ИМИТАТОР, позволяющем не только проверять работоспособность новых текстов управляющих программ, но и выполнять управление станком в ручном режиме работы. Для автоматического выполнения управляющей программы необходимо осуществить выход в НОЛЬ станка по всем координатам. На рис. 1 приведено главное окно программы.
Рис. 1. Главное окно программы
В главном окне имеются панели оперативного контроля и управления станком: панель статуса, панель инструментов, панель управления. На панели статуса отображается текущий режим работы системы СТАНОК или ИМИТАТОР. В зависимости от текущего режима работы станка одна из двух кнопок подсвечивается зеленым цветом, показывая ее активное состояние. Панель инструментов содержит следующие функциональные кнопки, рис.
2 (слева направо, сверху вниз):
Рис. 2. Панель инструментов
отключены)- Вид на плоскость OXY, OZX и OZY (В токарном режиме
Рис.4. Окно настройки функции G5
Панель управления Основная панель управления программы находится справа в главном окне программы (рис. 5).
Рис. 5. Панель управления Панель координат (рис. 6) служит для отображения положения суппорта в СКД (Системе координат Станка) и СКС (Системе координат Детали)
Рис. 6. Панель координат
Панель нулевого положения предназначение для отображения нулевого положения суппорта. Содержит индикаторы нулевого положения “ноль X”, “ноль Y” и “ноль Z”, а так же кнопки вывода суппорта в ноль по координатам X, Y и Z (рис. 7).
Рис. 7. Панель нулевого положения
Информационная панель (рис. 8) служит для отображения информации о текущем корректоре инструмента и номере инструмента, а так же о текущей скорости суппорта F и скорости главного движения S.
Рис. 8 Информационная панель
Командная строка (рис. 9) предназначена для ввода и исполнения отдельных команд. Выполнение команды системой начинается после нажатия на клавишу “Enter” на клавиатуре ПК или кнопку
Рис. 9. Командная строка
Панель автоматического режима (рис. 10) предназначена для управления автоматическим выполнением Управляющей программы (УП).
Рис. 10. Панель автоматического режима
Вызов диалога загрузки УП производится нажатием на кнопку Запуск УП производится нажатием на кнопку
. Включение пошагового режима выполнения УП производится установку флага “Пошаговый режим”. В режиме ИМИТАТОР на фрезерном станке при выполнении УП в можно ускорить визуализацию перемещений инструмента, установив флаг «Ускоренное» Ручное управление Панель “Ручное управление ” (рис. 11) – выводится, если нажать на соответствующую строку падающего меню «Команды». Также перейти в режим ручного управления можно, нажав на панели управления кнопку.
Рис. 11. Панель ручного управления Панель ручного управления содержит:
Запуск перемещения производится следующим образом:
1. Установить “Скорость суппорта” в какое-либо значение, не равное 0 (например, на половину всей длины диапазона скоростей) 2. Нажмите кнопку с наименованием направления нужной Вам координаты и держите нажатой (зафиксированное нажатие правой кнопки мыши) до момента, когда суппорт переместится в нужную Вам точку. 3. Отпустите кнопку (привод остановится).
Выход в Ноль станка осуществляется однократным нажатием на кнопки
нажмите кнопку
Задание на выполнение лабораторной работы.
Произвести настройку программы Stepper, и в ручном режиме обработать режущим инструментом торец и проточить начальный диаметр заготовки по заданию преподавателя.
|
Последнее изменение этой страницы: 2017-04-13; Просмотров: 3532; Нарушение авторского права страницы


 - Поворот точки обзора вокруг горизонтальной оси (В токарном режиме отключены).
- Поворот точки обзора вокруг горизонтальной оси (В токарном режиме отключены).
 - Поворот точки обзора вокруг вертикальной оси (В токарном режиме отключены).
- Поворот точки обзора вокруг вертикальной оси (В токарном режиме отключены).




 - Увеличить и уменьшить изображение, и вернуть изображение в нормальный масштаб.
- Увеличить и уменьшить изображение, и вернуть изображение в нормальный масштаб.
 - Перемещения изображения имитатора по горизонтали (В токарном режиме отключены).
- Перемещения изображения имитатора по горизонтали (В токарном режиме отключены).
 - Перемещения изображения имитатора по вертикали (В токарном режиме отключены).
- Перемещения изображения имитатора по вертикали (В токарном режиме отключены). - Вызов диалога настройки функции G92 (Система координат детали) (рис.3).
- Вызов диалога настройки функции G92 (Система координат детали) (рис.3).
 Рис. 3. Окно задания системы координат детали (G92)(рис.4).- Вызов диалога настройки функции G500 (Сообщения пользователя)
Рис. 3. Окно задания системы координат детали (G92)(рис.4).- Вызов диалога настройки функции G500 (Сообщения пользователя) - Системные сообщения.
- Системные сообщения. - Вызов диалога “Настройка оборудования”.
- Вызов диалога “Настройка оборудования”.



 . Историю команд можно вызвать, нажав на кнопку
. Историю команд можно вызвать, нажав на кнопку  .
.

 . Текст загруженной УП будет отображен в окне “Программа”.
. Текст загруженной УП будет отображен в окне “Программа”. .
. Временный останов выполнение УП производится нажатием на кнопку
Временный останов выполнение УП производится нажатием на кнопку

 Кнопки перемещения суппорта по осям X и Z
Кнопки перемещения суппорта по осям X и Z  Кнопка «Стоп» для остановки ранее введенных команд
Кнопка «Стоп» для остановки ранее введенных команд Анимированные рукоятки изменения скорости перемещения суппортов (подачи) и частоты вращения шпинделя станка
Анимированные рукоятки изменения скорости перемещения суппортов (подачи) и частоты вращения шпинделя станка Кнопка включения главного движения(вращения шпинделя) по часовой стрелке и против
Кнопка включения главного движения(вращения шпинделя) по часовой стрелке и против Кнопка включения поворота револьверной головки на одну позицию
Кнопка включения поворота револьверной головки на одну позицию с соответствующей координатой. Например, для вывода в Ноль по Х
с соответствующей координатой. Например, для вывода в Ноль по Х .
.