|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
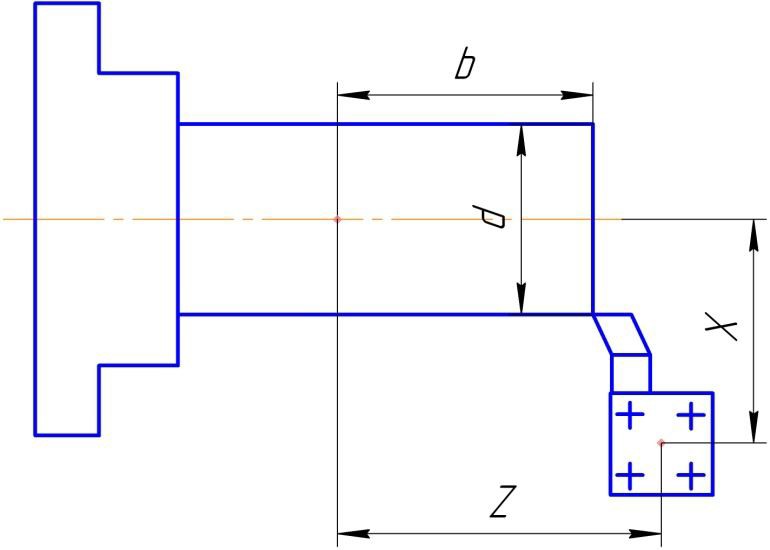
Установка вылета инструмента
Определение вылетов инструмента следует выполнять следующим образом для каждого конкретного резца. Выведем резец в систему координат детали. Для этого обработаем заготовку определенный диаметр и на определенную длину (b и d). Зная перемещения инструмента X и Z, определим разности (X-d/2) и (Z-b), это и будут вылеты инструмента по X и Z (рис. 16).
Рис. 16
Для станка с револьверной головкой лучше всего принять ноль станка на резцедержке, как показано на рис. 17, а вылет инструмента можно замерить или определить как показано выше, но сначала надо принять ноль станка на резцедержке. А потом уже вместе с инструментом учитывая вылет.
Рис. 17
Если значения вылетов всех инструментов ввести в окно «Вылет инструмента», то при установке в рабочую позицию соответствующего инструмента будет вызываться (учитываться) соответствующие ему вылеты.
Например: Введем в первый корректор вылеты инструмента для первого поля. По координате Δ X = 5мм и по координате Δ Z = 5мм (рис. 18).
Рис. 18. Значение вылета инструмента Затем вызываем требуемый инструмент с данными вылетами. Теперь можно запускать программу на исполнение.
Содержания отчета по лабораторной работе
1. Наименование и цель работы. 2. Эскиз заданной преподавателем заготовки. 3. Расчетно-технологическая карта наладки. 4. Описание последовательных действий при определение нуля детали. 5. Описание последовательных действий при определение коррекции инструмена. 6. Выводы. 7. Контрольные вопросы
1. Для каких целей задают ноль детали? 2. Где находится ноль станка? 3. С какой целью настраиваться вылет инструмента? 4. От какой точки производится настройка инструмента? 5. По каким координатам настраивается коррекция инструмента? 6. Что такое режущая кромка? 7. Чем обеспечивается количество инструментов на станке?
Лабораторная работа № 7
ИЗУЧЕНИЮ СИСТЕМЫ КОМАНД СТАНКА (ИЗУЧЕНИЕ СТАНДАРТНЫХ G, M КОДОВ)
Цель работы
Получить знания по основным командам управления применяемым для программирования обработки деталей на токарном станке НТС-1.
Задание по лабораторной работе
2.1. Изучить основные команды программирования токарного станка. 2.2. Изучить способы задания перемещения инструмента. 2.3. Изучить принципы написания управляющей программы. 2.4. Разработать расчетную схему 2.5. Создать управляющую программу для токарной обработки.
Система ЧПУ класса PCNC
Система ЧПУ класса PCNC представляет собой IВМ совместимый персональный компьютер с установленным программным обеспечением Stepper CNC v3. или другое ПО для управления станком. Эта система предназначена для управления самостоятельно изготовленными и мелкосерийными промышленными станками с использованием шаговых или серводвигателей. Данная система ЧПУ PCNC очень удобна в эксплуатации, имеет большие возможности такие как: применение программных средств (Adem CAD/CAM, SolidWorks и др.). Для проектирования и создания трехмерных деталей и рабочих чертежей, создание управляющих программ обработки деталей и виртуальное моделирование процесса обработки, с использованием программных средств Adem CAD/CAM, SolidCAM и др.. Непосредственный контроль и управление процессом работы станка осуществляется с одного рабочего места, как с помощью программного обеспечения, так и с помощью видеонаблюдения (при установке одной или нескольких вебкамер). Система ЧПУ PCNC не требует специализированного обслуживания по сравнению с промышленными системами ЧПУ.
Формат кадра УП
УП состоит из нескольких кадров, а кадры - из слов. Каждое слово, в свою очередь, состоит из буквы, называемой адресом и следующей за ней группы цифр (по ГОСТ 20999-93). В начале кадра стоит номер кадра N, в конце – конец кадра «; ». Каждый кадр состоит из переменного числа слов, причем, любое слово (кроме начала N кадра) может отсутствовать. Условная запись кадра с максимально возможным объемом информации называется форматом кадра. Формат кадра, реализуемого в УЧПУ типа PCNC, представляется следующим образом: N03 X±043 Z±043 U±043 W±043 F023 T2 M2 S10 D043 C±043 Q±043 R±043 B3 H3 L2 P11 A11 E G2; Значения символов даны в табл.1 Значения символов адресов Таблица 1
После адресов N, X, Z и других указано число десятичных разрядов, предписанных данному адресу. Например, запись G2 означает, что подготовительнаяmфункция задается адресом G и двумя десятичными разрядами: Х±043 означает, что перемещение по координате программируется адресом Х знаками + или – и семью десятичными разрядами, из которых первые четыре – тысячи, сотни, десятки, единицы, а три последних – десятые, сотые, тысячные (нули в старших порядках можно опустить). Такой способ записи формата кадра называют адресным. Порядок слов в кадре произвольный, причем любое слово может отсутствовать. Но в одном кадре нельзя программировать два слова одинакового адреса. На рис. 1 – 3 показано положение осей координат станка. Ноль системы координат станка определяет в данном случае оператор (наладчик), устанавливая положение плавающего нуля, от которого обеспечивается связь с нулем системы координат детали. Ноль системы координат детали назначает технолог, исходя из схемы размерного анализа. Относительно этого нуля и пишется управляющая программа для обработки данной детали.
Рис. 1. Правило правой руки: a) положительные направления осей координат, б) положительные направления вращений (поворотов)
Рис. 2. Правило направления осей
Рис. 3. Направления осей на станке
|
Последнее изменение этой страницы: 2017-04-13; Просмотров: 2286; Нарушение авторского права страницы