
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Нулевая (опорная) точка машины М – базовая точка
Нулевая точка М определяется изготовителем и не может быть изменена. При фрезеровании она находится в начале системы координат станка, а при токарной обработке на опорной поверхности передней части шпинделя. Точка M отсчета координат станка неудобна для задания размеров, поэтому путем использования смещения нуля систему координат станка можно перенести в нужное положение в рабочей области станка, например, для токарного станка она переносится в нуль детали, т. е. в точку W (рис. 3). Имеется возможность установки смещения нуля с помощью функций G54– G59, путем установки при наладке величины смещения в соответствующий регистр. В рабочем пространстве станка могут задаваться фиксированные (референтные) точки, например, для отвода суппортов (столов) для смены инструмента.
Нулевая точка заготовки W – ноль детали
Точка отсчета R – ноль станка
Выход в исходную точку R происходит для приравнивания к нулю системы измерения, так как нельзя выйти в нулевую точку станка М. Таким образом, ЧПУ получает свою опорную точку в система измерения перемещения.
Опорная точка инструментального суппорта Т необходима при использовании инструмента с известными длиной и радиусом. Наладка станка с ЧПУ.
Наладку станка в ручном режиме следует выполнять в определенной последовательности. 1. В соответствии с картой наладки подобрать инструмент, проверить от-сутствие на нем повреждений, надеж-ность крепления режущих пластин, пра-вильность заточки и т. д. 2. Наладить режущий инструмент на заданные картой наладки координатные размеры. Установить налаженный инструмент в рабочие позиции суппорта (револьверной головки).
Установить предусмотренный картой наладки вид зажимного патрона и проверить надежность закрепления заготовки. Установить переключатель режима работы в положение ручной работы.
Рис. 5. Расчетно-технологическая карта наладки на обработку детали на токарном станке с ЧПУ Варианты заданий
Варианты заданий указаны в табл.2.
Варианты размеров
Таблица 2
Содержания отчета по лабораторной работе
1. Наименование и цель работы. 2. Эскиз заданной преподавателем детали с указанием исходных точек для постоянных программы. 3. Расчетно-технологическая карта наладки. 4. Выводы.
7. Контрольные вопросы
1. Для каких целей разрабатывают карту наладки станка с ЧПУ? 2. Где находится ноль станка? 3. Кто назначает ноль детали? 4. От какой системы координат настраивается инструмент? 5. Сколько референтных точек может быть? 6. В каких случаях применяют относительную систему отсчета? 7. Кто принимает решение о применении той или иной системы координат и системы отсчета? 8. Что нужно иметь ввиду при переходе от абсолютной системы отсчета к относительной? Лабораторная работа № 5
ИЗУЧЕНИЕ ВЗАИМОСВЯЗИ СИСТЕМ КООРДИНАТ СКС, СКД И БАЗОВОЙ ТОЧКИ ТОКАРНОГО СТАНКА
Цель работы
Ознакомиться с системами координат используемыми на токарном станке с ЧПУ НТС-1. Задание по лабораторной работе
2.1. Изучить назначения системы координат станка. 2.2. Изучить назначение системы координат детали. 2.3. Сделать карту наладки токарной обработки.
|
Последнее изменение этой страницы: 2017-04-13; Просмотров: 1735; Нарушение авторского права страницы
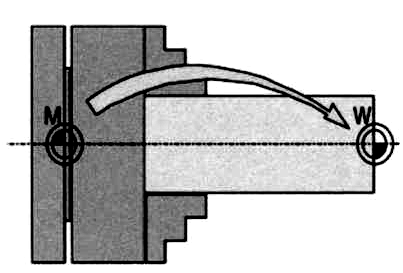
 Рис. 4. Сдвиг нуля
Рис. 4. Сдвиг нуля Нулевая точка заготовки W, называемая также нулевой точки программы, является началом системы координат заготовки. Она может выбираться свободно и должна быть расположена при фрезеровании там, откуда на чертеже исходит большинство размеров. При токарной обработке нулевая точка заготовки всегда лежит на оси вращения шпинделя и, как правило, на торце поверхности детали. Точка W – нуль отсчета детали, относительно которой выполняется программирование обработки детали. Нулевая точка детали может быть программно перенесена при помощи функции G92 – “Установка системы координат”. При частом использовании переноса используется функция G10 – “Установка координат”.
Нулевая точка заготовки W, называемая также нулевой точки программы, является началом системы координат заготовки. Она может выбираться свободно и должна быть расположена при фрезеровании там, откуда на чертеже исходит большинство размеров. При токарной обработке нулевая точка заготовки всегда лежит на оси вращения шпинделя и, как правило, на торце поверхности детали. Точка W – нуль отсчета детали, относительно которой выполняется программирование обработки детали. Нулевая точка детали может быть программно перенесена при помощи функции G92 – “Установка системы координат”. При частом использовании переноса используется функция G10 – “Установка координат”. Опорная точка инструментального суппорта
Опорная точка инструментального суппорта 
