|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Револьверная головка и установка режущего инструмента
Общий вид 4-х позиционной револьверной головки (РГ) представленна рис.7.
Рис.7. Револьверная головка
Револьверная головка: 1–привод РГ, 2–редуктор червячный, 3–паз для установки резца, 4–переходная втулка для осевого инструмента, 5–отверстия подфиксирующие винты втулки, 6–отверстия подфиксирующие винты резца. Основные габаритные, а также справочные размеры (РГ) указаны на рис.8.
Рис.8.Габаритные и справочные размеры РГ
Револьверная головка имеет 4 паза для установки резцов. Она устанавливается на поперечный суппорт станка и неимеет возможности перемещаться относительно суппорта. Смена позиции инструмента осуществляется программным поворотом головки только по часовой стрелке на 90°. Установка инструмента осуществляется в произвольном порядке в зависимости от требований управляющей программы. Режущий инструмент для револьверной головки рекомендуется использовать сечением державки 10х10, 10х8, 12х10. При установке резца в РГ или в резце держатель, равномерно подтянуть болты и убедиться что, вершина резца находится на оси центров станка. Проверку можно осуществить по центру, установленному в пиноль задней бабки. При установке резцов следите за вылетом головки резца, который должен быть примерно 10мм. Максимальный вылет недолжен превышать15мм.
Содержания отчета по лабораторной работе
1. Наименование и цель работы 2. Привести технические характеристики станка 3. Привести структурную кинематическую схему и построить самостоятельно кинематическую схему станка. 4. Определить передаточное число ременной передачи записать уравнение кинематического баланса главного движения. 5. Выводы 6. Контрольные вопросы
1.Каково назначение ременной передачи главного движения? 2. Как осуществляется регулировка силы прижима? Задней бабкик станине? 3.Каково назначение шариковой винтовой пары? В чем ее отличие от винтовой пары скольжения? 4. Как осуществляется поворот револьверной головки вручном режиме? 5.Какие виды работ можно выполнять на данном станке? Лабораторная работа № 2 РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННЫМИ МНОГОГРАННЫМИ ПЛАСТИНАМИ (СМП), ИСПОЛЬЗУЕМЫМИ НА ТОКАРНОМ СТАНКЕ
Цель работы
Ознакомиться с назначением и конструкцией режущего инструмента (с СМП. Задание по лабораторной работе
2.1. Изучить назначение инструмента. 2.2. Изучить конструкцию инструмента. 2.3. Произвести подбор инструмента для обработки заданной детали. 2.4. Перечислить конструктивные особенности инструмента с СМП. 2.5. Изучить способы базирования и крепления инструмента и режущей пластины. Сущность токарной обработки
Токарная обработка — один из возможных способов обработки изделий путем срезания с заготовки лишнего слоя металла до получения детали требуемой формы, размеров и шероховатости поверхности. Она осуществляется на металлорежущих станках, называемых токарными. На токарных станках обрабатываются детали типа тел вращения: валы, зубчатые колеса, шкивы, втулки, кольца, муфты, гайки и т.д. Основными видами работ, выполняемых на токарных станках, являются: обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов; вытачивание канавок; отрезание частей заготовки; обработка отверстий сверлением, растачиванием, зенкерованием, развертыванием; нарезание резьбы; накатывание (рис. 1).
Рис. 1. Основные виды токарных работ: а — обработка наружных цилиндрических поверхностей; б — обработка наружных конических поверхностей; в — обработка торцов и уступов; г — вытачивание канавок, отрезка заготовки; д — обработка внутренних цилиндрических и конических поверхностей; е — сверление, зенкерование и развертывание отверстий; ж — нарезание наружной резьбы; з — нарезание внутренней ’резьбы; и — обработка фасонных поверхностей; к — накатывание рифлений; 1 проходной прямой резец; 2 — проходной упорный резец 3 — проходной отогнутый резец; 4 — отрезной резец; 5 — канавочный резец; б — расточной резец; 7 — сверло; 8 — зенкер; 9 — развертка; 10 — резьбовой резец; 11 — метчик; 12 — фасонный резец; 13 — накатка (стрелками показаны направления перемещения инструмента вращения заготовки)
Инструменты, применяемые для выполнения этих процессов, называются режущими. При работе на токарных станках используются различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки и др (рис. 2).
Рис. 2. Основные виды резцов с СМП: 1 — проходной правый получистовой SWGCR/L0810D05; 2 — проходной правый черновой SCLCR/L0810D06; 3 — проходной правый чистовой SDGCR/L0810D07; 4 — контурный SDNCN/L0810D07; 5 — проходной левый черновой SCLCL/L0810D06; 6 — резьбовой LWO810R/L04; 7 — отрезной (канавочный QA0812R/L03) По сравнению с напаянными резцами сборные имеют следующие преимущества: сокращение расходов на переточку; уменьшение вспомогательного времени на смену и подналадку резцов; экономия твердого сплава. Способы крепления пластин определяют жесткость и надежность ее установки (рис. 3).
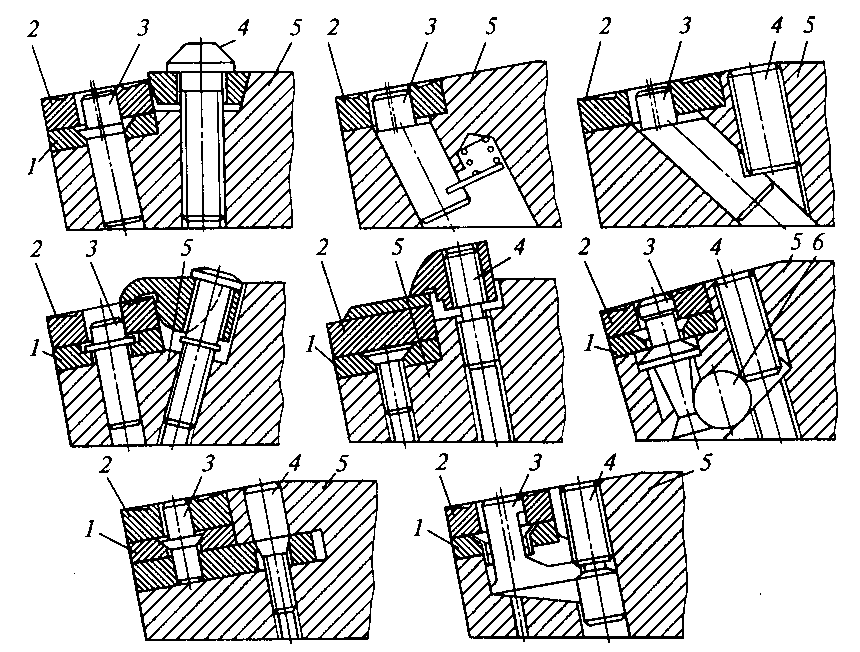
Рис. 3. Основные виды крепления резцов с СМП: 1 - подкладка; 2 - пластина; 3 - штифт; 4 - винт; 5 - державка; 6 – шарик Все способы обработки металлов, основанные на удалении припуска и превращении его в стружку, определяются понятием резание металла. Для успешной работы необходимо, чтобы процесс резания протекал непрерывно и быстро. Форма обрабатываемой детали обеспечивается, с одной стороны, относительным движением заготовки и инструмента, с другой, — геометрией инструмента. Процесс резания возможен при наличии основных движений: главного движения — вращения заготовки и поступательного движения резца, называемого движением подачи, которое может совершаться вдоль или поперек изделия, а также под постоянным или изменяющимся углом к оси вращения изделия. |
Последнее изменение этой страницы: 2017-04-13; Просмотров: 3288; Нарушение авторского права страницы