
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
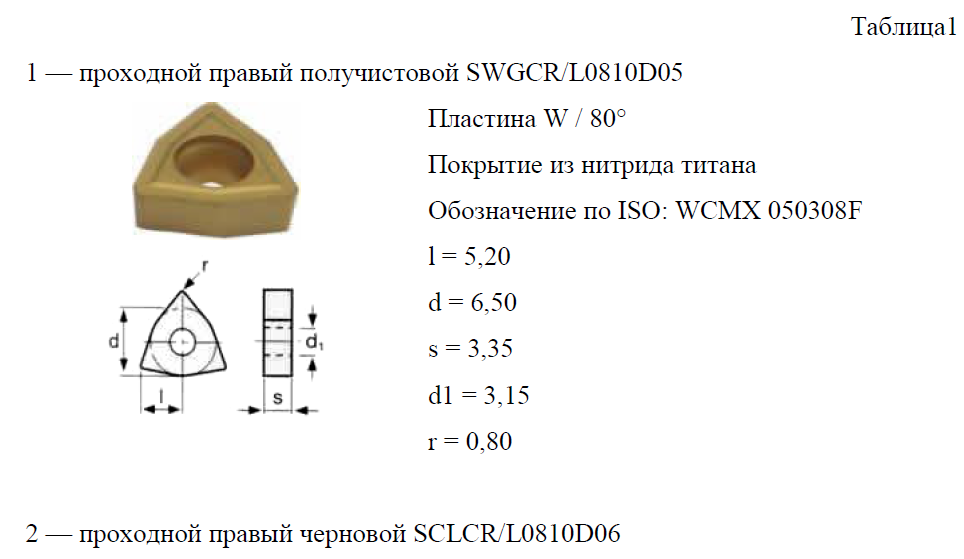
Типы сменных многогранных пластин
В данном инструменте используются следующие пластинки из твердого сплава(табл.1).
Деталь№1 Деталь№2
В табл.2 указаны варианты размеров деталей 1, 2 Таблица2
Варианты размеров
Содержания отчета по лабораторной работе
1. Наименование и цель работы. 2. Эскиз заданной преподавателем детали. 3. Подобрать инструмент для каждой операции 4. Изобразить технологический эскиз каждой операции. 5. Выводы. 10. Контрольные вопросы
1. Какие способы крепления и базирования СМП используются? 2. Виды резцов? 3. Какие виды форм бываютСМП? 4. Назовите основные режущие кромки проходного резца? 5. Перечислите достоинства применения СМП? 6. Химический состав СМП марки Т15К6? 7. Как осуществляется крепление и базирование сменных многогранных пластин? Лабораторная работа № 3
ИЗУЧЕНИЮ СИСТЕМЫ УПРАВЛЕНИЯ ТОКАРНОГО СТАНКА С ЧПУ И УПРАВЛЯЮЩЕЙ ПРОГРАММЫ STEPPER
Цель работы
Получить знания и навыки по системе управления токарным станком с ЧПУ. Выполнить запуск станка и произвести обработку заготовки (подрезать торец и проточить диаметр).
Задание по лабораторной работе
2.1. Изучить систему управления станком. 2.2. Изучить режимы работы станка. 2.3. Произвести обработку заготовки в ручном режиме. 2.4. Ознакомиться с возможностью программы Stepper. 2.5. Ознакомиться с настройками программы Stepper.
Система управления станка
Система управления станка кроме устройств электроавтоматики и электропривода содержит устройство числового программного управления (УЧПУ). В УЧПУ нового поколения принято выделять системную платформу PC (Personal Computer) и прикладную компоненту NC (Numerical Control, т.е. ЧПУ), от которых происходит общее обозначение класса PCNC. В системе PCNC поддерживается: · мобильность прикладных модулей (т.е. их переносимость на другие системные платформы); · коммуникабельность модулей (т.е. их способность к взаимодействию через единую коммуникационную среду системной платформы); · масштабируемость системы в целом (т.е. возможность изменять, при необходимости, как функциональность прикладной компоненты, так и вычислительные возможности системной компоненты). В системную платформу PCNC входят: аппаратная часть, операционная система и средства поддержания межмодульной коммуникации. В качестве операционной системы для однокомпьютерного варианта PCNC используется Windows NT с дополнительным расширением реального времени на уровне устройств (devices), к которым относятся контроллеры ввода- вывода. В двухкомпьютерном варианте PCNC применяют две разные операционные системы: Windows NT в терминале и одну из операционных систем реального времени в машине реального времени (UNIX, VxWorks или др.).
Модели УЧПУ оцениваются рядом характеристик, определяющих наличие у системы тех или иных эксплуатационных, функциональных и сервисных возможностей: 1. число программируемых координат; 2. тип системы; 3. число одновременно управляемых координат; 4. дискретность задания координат, мм; 5. вид интерполяции (круговая, объемная, винтовая); 6. смещение начала (нуля) отсчета (программируемое); 7. индикация положения, функций и кадра; 8. возможность управления от ЭВМ; 9. наличие системы редактирования УП; 10. максимальная скорость привода (быстрота перемещения), мм; 11. предельная скорость рабочей подачи, мм/мин; 12. системы диагностики и самодиагностики; 13. наличие диалогового режима; 14. тип управляемого привода; 15. защитные функции. УЧПУ обеспечивают режимы ручного и автоматического управления станком, режим редактирования управляющих программ и ввода параметров и корректоров. Для управления станком НТС-1 применяется УЧПУ класса PCNC с программой STEPPER CNC, имеющей интуитивно понятный интерфейс, способствующий быстрому обучению персонала, ранее работавшего в операционных системах Microsoft Windows. Программа управляет всеми приводами станка в реальном режиме времени и обеспечивает поддержку общепромышленного стандарта программирования станков с ЧПУ GCODE с базовым набором основных команд (включая спектр команд линейной и круговой интерполяции). STEPPER CNC имеет в своем составе встроенный имитатор, позволяющий работать на компьютере без подключенного станка НТС-1, отлаживать и тестировать написанные учащимися программы на виртуальной трехмерной модели станка.
|
Последнее изменение этой страницы: 2017-04-13; Просмотров: 1357; Нарушение авторского права страницы



 8.Вариантызаданий
8.Вариантызаданий 