|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Канд. техн. наук доцент А.В. АвиловСтр 1 из 10Следующая ⇒
Канд. техн. наук доцент А.В. Авилов
Издается по решению редакционно-издательского совета Волгоградского государственного технического университета
Расчет режимов резания при механической обработке металлов и сплавов: метод. указания для ОргСРС/ сост. М. В. Даниленко; ВПИ (филиал) ВолгГТУ.- Волгоград, 2010. – 53 с.
Методические указания содержат методику определения наивыгоднейшего режима резания при различных видах лезвийной обработки. Предназначены для студентов высших учебных заведений, обучающихся по направлению подготовки дипломированных специалистов «Конструкторско - технологическое обеспечение машиностроительных производств».
Ó Волгоградский государственный технический университет, 2010 Ó Волжский политехнический институт, 2010 СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Для успешного освоения дисциплины «Резание материалов» большое значение имеют самостоятельные практические занятия студентов, закрепляющие полученные знания. Целью методических указаний к ОргСРС является закрепление студентами знаний по теоретическому курсу дисциплины, развитие навыков научно-исследовательской работы. В пособии даются методические указания по выполнению семестровых работ. Предлагаемые работы охватывают наиболее общие вопросы, имеющие большое значение для понимания и усвоения студентами сущности процессов, происходящих при резании.
I . МЕТОДИЧЕСКИЕ УКАЗАНИЯ ДЛЯ ВЫПОЛНЕНИЯ СЕМЕСТРОВОЙ РАБОТЫ №1
Цель работы
Назначить режимы резания с помощью аналитического метода для операции продольного точения цилиндрического валика при заданных условиях, из которых известны размеры детали, обрабатываемый материал, его прочность или твердость, шероховатость и точность обрабатываемой поверхности.
Наименование семестровой работы
Расчёт режима резания при точении полным (аналитическим) методом.
Содержание работы
Задание. Введение. 1. Выбор заготовки. 1.1. Анализ материала заготовки. 1.2. Расчет размеров заготовки. 2. Выбор технологического оборудования, способа закрепления детали на станке. 3. Выбор режущего инструмента. 4. Расчет режимов резания при одноинструментальной обработке. 4.1. Выбор глубины резания. 4.2. Расчет наибольшей допускаемой силы резания. 4.2.1. Расчет силы резания допускаемой прочностью заготовки. 4.2.2. Расчет силы резания допускаемой жесткостью заготовки. 4.2.3. Расчет силы резания допускаемой прочностью механизма подачи станка. 4.2.4. Расчет силы резания допускаемой прочностью державки резца. 4.2.5. Расчет силы резания допускаемой прочностью режущей пластины резца. 4.2.6. Расчет силы резания допускаемой нагрузкой на центр задней бабки. 4.3. Определение допускаемой подачи. 4.4. Определение скорости резания. 4.4.1. Определение скорости резания допускаемой мощностью станка. 4.4.2. Определение скорости резания допускаемой стойкостью резца. 5. Уточнение количества рабочих ходов. 6. Определение частоты вращения шпинделя станка. 7. Определение времени обработки. 8. Расчет резца 8.1. Определение тангенциальной составляющей силы резания. 8.2 Определение сечения державки резца. 8.3. Проверка державки резца на прочность и жесткость. 8.3.1 Определение максимальной нагрузки допускаемой прочностью резца. 8.3.2 Определение максимальной нагрузки допускаемой жесткостью резца. 8.3.3 Проверка условия Приложение 1. Чертеж заготовки. Приложение 2. Чертеж резца.
Пример выполнения
Задание
Выбор заготовки
Анализ материала заготовки
Характеристика материала сталь 40Г.
Химический состав в % материала сталь 40Г
Механические свойства при Т=20oС материала сталь 40Г.
Технологические свойства материала сталь 40Г.
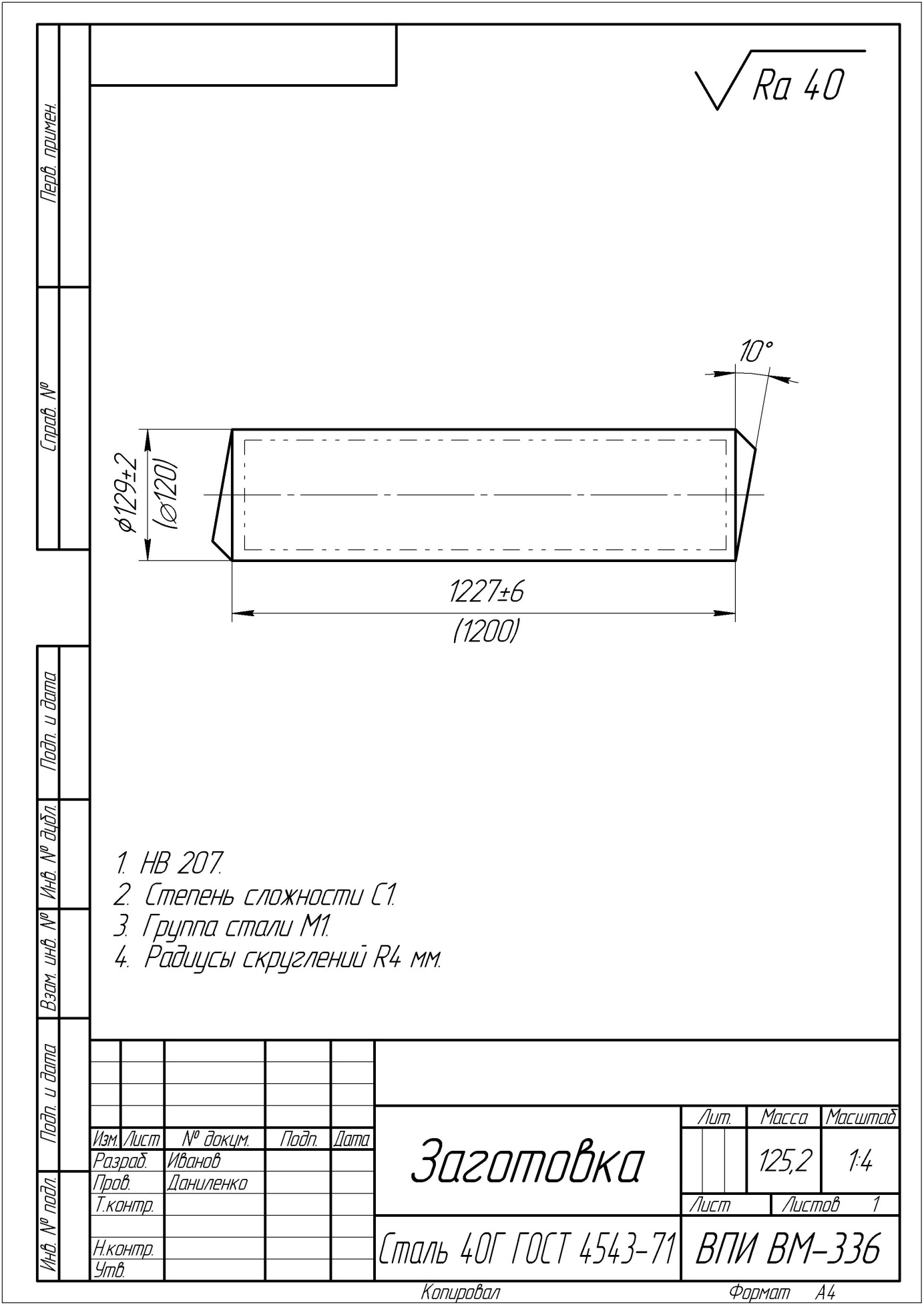
Расчет размеров заготовки Основные припуски и предельные отклонения для гладких поковок круглого сечения, изготовляемых ковкой на прессе определяются по [4, стр. 131, табл. 5.2]. Длина заготовки определяется по формуле:
где L – длина детали, мм; d - припуск, мм [4, стр. 131, табл. 5.2]; D - предельные отклонения, мм [4, стр. 131, табл. 5.2].
Диаметр заготовки определяется по формуле:
где D – диаметр детали, мм; d - припуск, мм [4, стр. 131, табл. 5.2]; D - предельные отклонения, мм [4, стр. 131, табл. 5.2].
Чертеж заготовки см. приложение 1.
Выбор режущего инструмента
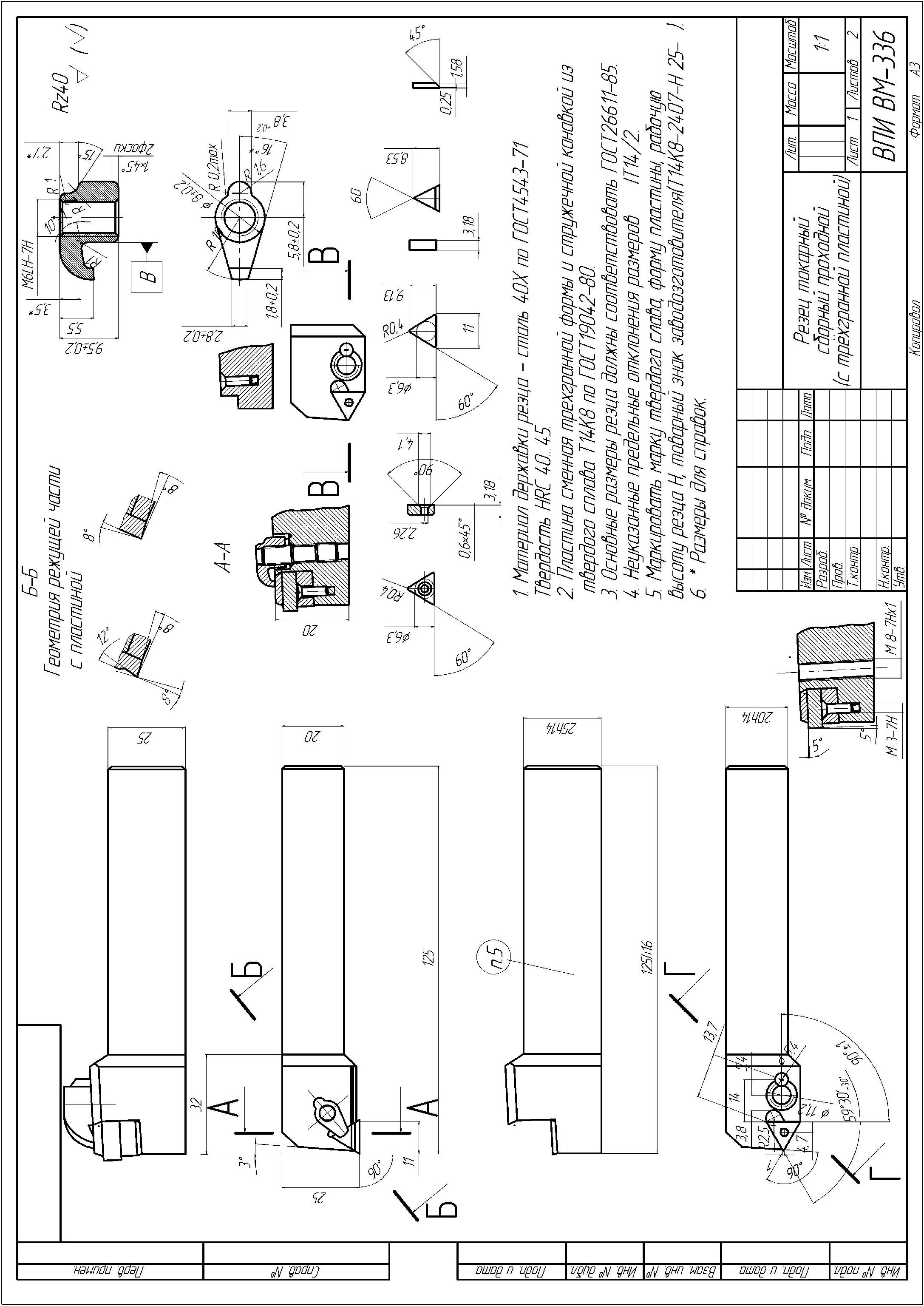
Инструмент – резец токарный проходной с механическим креплением многогранной твердосплавной пластины. Пластина трехгранная, крепление пластины – клин-прихват – применяют для крепления пластин без отверстий. Пластину устанавливают в закрытый паз и базируют по опорной и боковым поверхностям. При этом обеспечивается высокая точность базирования пластин и высокая надежность крепления. Выбираю материал резца: для пластины - твердый сплав Т14К8 – предназначен для чернового точения литых и кованых заготовок из углеродистых и легированных сталей [3, стр. 180, табл. 3]. Свойства: [σизг] = 1274 Н/мм2; HV1325; для державки сталь 40Х – ГОСТ 4543 – 71; для клина, штифта сталь 45 (оксидировать), для винта сталь 45. При обработке на станке 16К20 с глубиной 2 – 8 мм (см. ниже): рабочая высота резца 25 мм, диаметр описанной окружности пластины 22 мм [1]. Сечение державки резца Н × В = 25 × 20 мм; Размеры пластины (по ГОСТ 19042-80): l = 11 мм – длина пластина (основание); d = 6,350 мм – диаметр вписанной окружности; s = 3,18 – толщина пластины; m = 9,128 – высота пластины; r = 0,4 мм – радиус при вершине [1]; φ = 90° – главный угол в плане [1]; φ1 = 3° – вспомогательный угол в плане [1]; γу = 12° – передний угол пластины [1]; γ = 12° – передний угол [1]; α = 8° – задний угол [1]; α1 = 8° – вспомогательный задний угол [1]. Чертеж резца: см. приложение рис.2.
Выбор глубины резания При черновой обработке рекомендуется снимать 75 - 90% от общего припуска на обработку детали. Учитывая размеры заготовки и детали, принимаю общий припуск на обработку h = 9 мм. На черновую токарную обработку - hчерн.=7 мм. На чистовую токарную обработку оставляю припуск hчист.=2 мм. Расчет глубины резания при черновой обработке: Припуск снимаем за один проход:
Механизма подачи станка [Pz]м.п = 2[Pн], где [Pz]м.п. - сила резания, допускаемая прочностью механизма подачи станка, Н; [Pн] – максимальная осевая сила резания, допускаемая механизмом подачи, Н – 6000. [Pz]м.п = 2·6000 = 12000 Н.
Режущей пластины резца
[Pz]пл = 340·t0,77·S1,35· где [Pz]пл - сила резания допускаемая прочностью режущей пластины резца, Н; t = 3,5 мм – глубина резания; S = 3,18 мм - толщина пластины φ = 90° – главный угол в плане.
Расчет резца
Прочностью резца
Pzдоп = Pzдоп =
Жесткостью резца
где f - допускаемая стрела прогиба резца при черновом точении, м - f = 0,1·10-3 м; Е – модуль упругости материала державки резца; Е=2,1·1011 Па; J – момент инерции прямоугольного сечения державки резца, м4:
Проверка условия
Pzдоп > Pz < Pzжес. 5120 > 3862 < 18666 Условие выполняется, следовательно, резец с сечением державки 20 × 12 мм обладает необходимой прочностью и жесткостью. Первоначально в расчете принято сечение державки резца Н × В = 25 × 20 мм, так как принятые размеры больше минимально допустимых, следовательно, резец выбран правильно. Приложение 1. Чертеж заготовки (А4). Приложение 2. Чертеж резца.
СЕМЕСТРОВОЙ РАБОТЫ №2
Цель работы
Назначить режимы резания с помощью аналитического метода для операции сверления при заданных условиях, из которых известны размеры отверстия, обрабатываемый материал, его прочность или твердость НВ, шероховатость и точность обрабатываемой поверхности.
Содержание работы
Задание. Введение. 1. Анализ материала заготовки. 2. Выбор оборудования. 3. Назначение маршрутного технологического процесса обработки отверстия. 4. Выбор инструмента. 5. Расчет режимов резания. 5.1. Определение глубины резания. 5.2. Определение подачи. 5.2.1. Определение подачи, допускаемой прочностью стержня сверла. 5.2.2. Определение подачи, допускаемой точностью обработанного отверстия. 5.2.3. Определение подачи, допускаемой прочностью механизма подач сверлильного станка. 5.3. Определение скорости резания. 5.3.1. Расчет скорости резания, допускаемой режущими свойствами осевого инструмента. 5.3.2. Расчет скорости резания, допускаемой мощностью станка. 5.4. Определение частоты вращения шпинделя станка. 6. Определение основного времени на обработку. 7. Расчет сверла. 7.1. Определение осевой силы резания. 7.2. Определение крутящего момента при сверлении. 7.3. Определение номера конуса Морзе хвостовика. 7.4. Определение конструктивных параметров сверла. 7.5. Определение геометрических элементов профиля фрезы для фрезерования канавки сверла аналитическим способом. 7.5.1. Определение большего радиуса профиля фрезы. 7.5.2. Определение меньшего радиуса профиля фрезы. 7.5.2. Определение общей ширины профиля фрезы. 7.5.3. Построение профиля фрезы. Литература Чертеж сверла. Пример выполнения
Задание
Анализ материала заготовки
Характеристика материала сталь 60.
Химический состав в % материала сталь 60
Механические свойства при Т=20oС материала сталь 60.
Технологические свойства материала сталь 60.
Выбор оборудования
Для сверления отверстия диаметром 42 мм принимаем станок вертикально-сверлильный модели 2Н150. Паспортные данные станка 2Н150: - наибольший диаметр сверления, мм – 50; - конус Морзе отверстия шпинделя – 5; - число ступеней частот вращения шпинделя – 12; - частоты вращения шпинделя, от/мин – 22,4; 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; - число ступеней подач шпинделя – 12; - подача шпинделя, мм/об – 0,05; 0,07; 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6; 2,24; - наибольшее усилие подачи, Н – 23500; - крутящий момент на шпинделе, Н·м – 200; - мощность главного электродвигателя, кВт – 7,5; - КПД коробки скоростей – 0,85.
Обработки отверстия
Последовательность получения отверстия D=42H11 в сплошном материале состоит из следующих переходов: 1. Сверление. 2. Рассверливание. Диаметр сверления принимается равным 65-75% от диаметра окончательно обработанного отверстия. С учетом этого принимаем: - диаметр сверления – 28+0,21 мм; - диаметр рассверливания 42+0,16 мм.
Выбор инструмента
Для получения отверстия диаметром 28 мм принимаем сверло спиральное с коническим хвостовиком ГОСТ 10903-77. Конструктивные параметры сверла: D=28 мм; L=319 мм; l=170 мм. Форма заточки: двойная с подточкой поперечной кромки и ленточки ДПЛ – рекомендуется для обработки стали и стальных отливок с sВ > 500 МПа со снятой коркой [3, стр. 228, табл. 47]. Параметры заточки: 2j=118°; 2j0=70°; a=11°; w=30°; y=55°; b=5,5 мм (длина второй кромки); а=3 мм (длина подточенной поперечной кромки); l=6 мм; h=3,3 мм; l1=2 мм [3, стр. 228, табл. 48]. Сверла диаметром более 12 мм выполняются сварными. Для режущей части принимаем быстрорежущую сталь Р6М5 – применяется для изготовления режущего инструмента всех видов, в том числе для обработки обычных конструкционных материалов в условиях динамических нагрузок [3, стр. 178, табл. 2]. Механические свойства при Т=20oС материала сталь Р6М5 ГОСТ 19265-73: - предел прочности sв = 3200 МПа; - HRC = 63 МПа. Для хвостовика принимаем сталь 45 ГОСТ 1050-88.
Расчет режимов резания
Определение глубины резания
При сверлении глубина резания t=0,5·D=0,5·28=14 мм.
Определение подачи
Обработанного отверстия
Подача [S]т.о, допускаемая точностью обработанного отверстия, определяется для быстрорежущих сверл по таблице 2.3. Таблица 2.3 Подачи при сверлении отверстий сверлами из быстрорежущей стали, мм/об
При глубине сверления более трех диаметров подачу (для I группы подач) необходимо уменьшить, умножив табличные данные на коэффициент Kls (табл. 2.4). Таблица 2.4
Согласно таблице 2.3 для сверла диаметром 28 мм, I группы подачи и материала с пределом прочности при растяжении до 800 МПа рекомендуется подача сверла в диапазоне от 0,66 до 0,82 мм/об. Учитывая глубину сверления, по таблице 2.4 определяем коэффициент Kls. Отношение L/D=105/28=3,75 - Kls=0,9. Принимаем [S]т.о=0,82·0,9=0,738 мм/об.
Расчет сверла
Построение профиля фрезы
По найденным размерам строим профиль канавочной фрезы. Приложение 3. Чертеж сверла.
СЕМЕСТРОВОЙ РАБОТЫ №3
Цель работы
Назначить режимы резания с помощью аналитического метода для операции фрезерования при заданных условиях, из которых известны размеры обрабатываемой поверхности детали, материал заготовки, его прочность или твердость НВ, шероховатость и точность обрабатываемой поверхности.
Содержание работы Задание. Введение. 1. Анализ материала заготовки. 2. Расчет фрезы. 2.1. Выбор типа фрезы. 2.2. Выбор материала фрезы. 2.3. Расчет конструктивных параметров фрезы. 2.4. Назначение геометрических параметров фрезы. 3. Выбор оборудования. 4. Определение ширины и глубины фрезерования. 5. Расчет режимов резания. 5.1. Определение подачи на зуб фрезы. 5.1.1. Расчет подачи, допускаемой мощностью станка 5.1.2. Расчет подачи, допускаемой прочностью режущей пластины 5.1.3. Расчет подачи, допускаемой шероховатостью поверхности 5.2. Определение скорости резания и частоты вращения фрезы. 5.3. Определение минутной подачи. 5.4. Определение силы резания. 5.5. Расчет мощности резания. 6. Определение основного времени на обработку. Пример выполнения
Задание
Анализ материала заготовки
Характеристика материала сталь 110Г13Л.
Химический состав в % материала сталь 110Г13Л
Механические свойства при Т=20oС материала сталь 110Г13Л.
Технологические свойства материала сталь 110Г13Л.
Расчет фрезы
Выбор типа фрезы
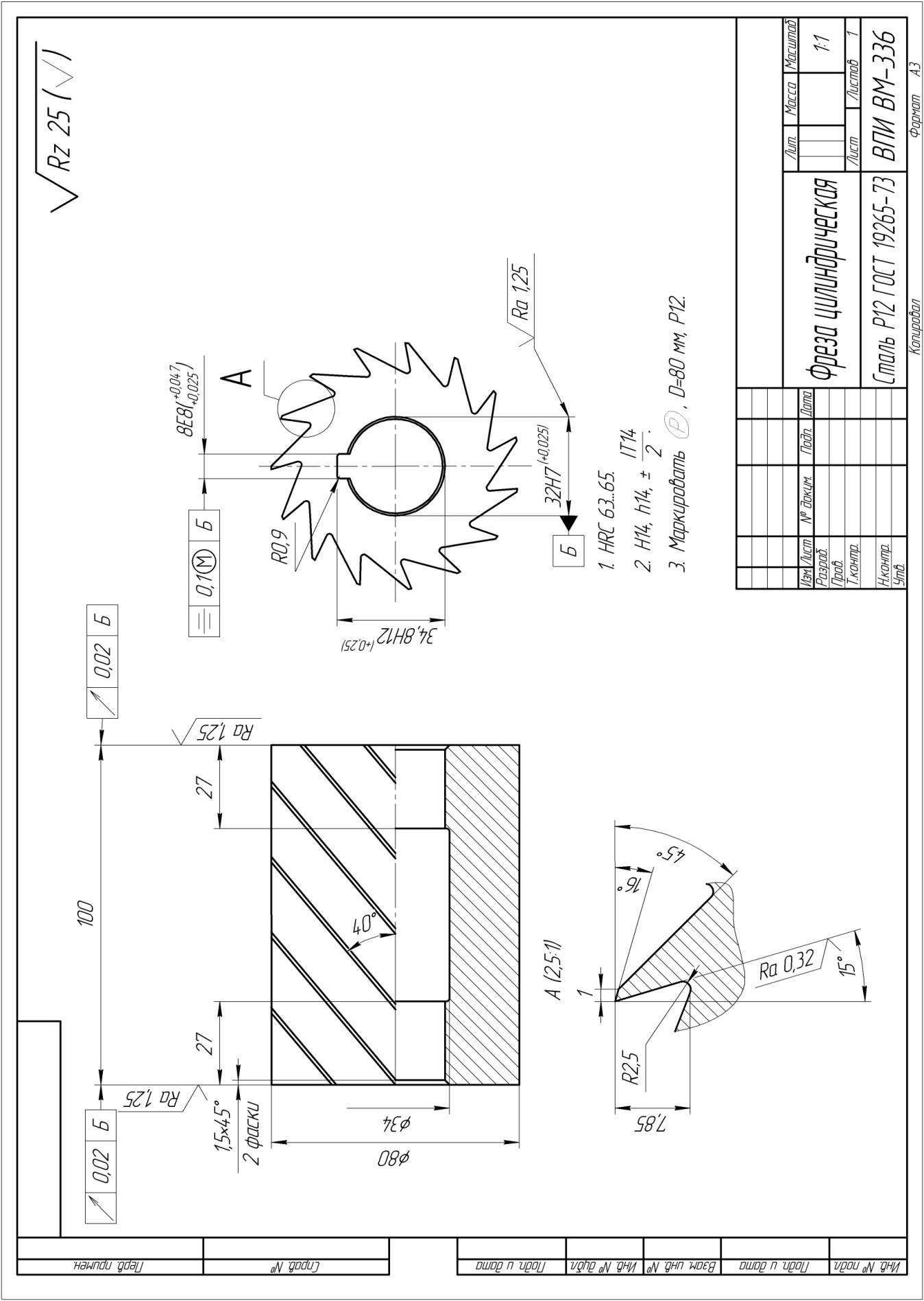
Для обработки плоскости шириной 75 мм принимаю фрезу цилиндрическую ГОСТ 3752-71. Цилиндрические фрезы применяются для фрезерования открытых поверхностей.
Выбор материала фрезы
Для изготовления фрезы принимаю сталь быстрорежущую Р12 ГОСТ 19265-73. Быстрорежущая сталь данной марки применяется для изготовления различных режущих инструментов (фрез, протяжек, долбяков, шеверов и др.) при обработке конструкционных сталей. Химический состав в % материала сталь Р12
Механические свойства при Т=20oС материала сталь Р12.
Технологические свойства материала сталь Р12.
Выбор оборудования
Для фрезерования плоскости с размерами 75 × 110 мм цилиндрической фрезой принимаю станок горизонтально-фрезерный модели 6Р82Г. Характеристика станка: - рабочая поверхность стола 320 × 1250 мм; - мощность двигателя – 7,5 кВт; - КПД станка h=0,8; - частота вращения, об/мин: 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; - подачи стола продольные и поперечные, мм/мин: 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250.
Расчет режимов резания
Определение минутной подачи
Sм = Sz · z · n Sм = 0,0375 · 16 · 200=120 мм/мин Рассчитанное по формуле значение Sм корректируем по паспорту станка: Sмq< Sм< Sмq+1, где Sм q, Sм q+1 – ближайшее соответственно меньшее и большее значение из ряда подач на станке, мм/мин. Sм = Sм q+1, если Sм q+1 ≤ 1,1·Sм Sм = Sм q, если Sм q+1 > 1,1·Sм 100<120<125 Sм = 125, так как 125 ≤ 1,1·120=132 мм/мин. Корректируем подачу на зуб фрезы:
Определение силы резания
Главная составляющая силы резания при фрезеровании – окружная сила, Н
где Z – число зубьев фрезы; n – частота вращения фрезы, об/мин; Ср=68,2; х=0,86; y=0,72; q=0,86; w=0 [3, с. 412, табл. 83].
Расчет мощности резания
Мощность, необходимую для фрезерования N, кВт определяют следующим образом:
Проверка условия: 3,78£7,5·0,8=6 Условие выполняется, следовательно, значения глубины резания, подачи и скорости резания определены верно и могут быть осуществимы на выбранном станке.
ЛИТЕРАТУРА
1. Боровский Г.В. Справочник инструментальщика. под ред. Маслова А.Р. - Москва: Машиностроение, 2005. - 464 с. 2. Марочник сталей и сплавов. 2-е изд., доп. и испр. / А.С. Зубченко, М.М. Колосков, Ю.В. Каширский и др. Под общей ред. А.С. Зубченко – М.: Машиностроение, 2003. 784 с. 3. Справочник технолога-машиностроителя. В 2-х т. Т.2. / под ред. А.М. Дальского, А.Г. Суслова, А.Г. Косиловой, Р.К. Мещерякова – М.: Машиностроение-1, 2001 – 944 с. 4. Расчет припусков и межпереходных размеров в машиностроении: Учеб. пособ. для машиностроит. спец. вузов / Я.М. Радкевич, В.А. Тимирязев, А.Г. Схиртладзе, М.С. Островский; под ред. В.А. Тимирязева. – М.: высш. шк., 2004. – 272 с.
Приложение 1 Чертеж заготовки
Приложение 2 Чертеж резца
Чертеж сверла Приложение 4 Чертеж фрезы
Марина Владимировна Даниленко
канд. техн. наук доцент А.В. Авилов
Издается по решению редакционно-издательского совета Волгоградского государственного технического университета
Расчет режимов резания при механической обработке металлов и сплавов: метод. указания для ОргСРС/ сост. М. В. Даниленко; ВПИ (филиал) ВолгГТУ.- Волгоград, 2010. – 53 с.
Методические указания содержат методику определения наивыгоднейшего режима резания при различных видах лезвийной обработки. Предназначены для студентов высших учебных заведений, обучающихся по направлению подготовки дипломированных специалистов «Конструкторско - технологическое обеспечение машиностроительных производств».
Ó Волгоградский государственный технический университет, 2010 Ó Волжский политехнический институт, 2010 СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Для успешного освоения дисциплины «Резание материалов» большое значение имеют самостоятельные практические занятия студентов, закрепляющие полученные знания. Целью методических указаний к ОргСРС является закрепление студентами знаний по теоретическому курсу дисциплины, развитие навыков научно-исследовательской работы. В пособии даются методические указания по выполнению семестровых работ. Предлагаемые работы охватывают наиболее общие вопросы, имеющие большое значение для понимания и усвоения студентами сущности процессов, происходящих при резании.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-19; Просмотров: 298; Нарушение авторского права страницы
 ,
, мм.
мм. ,
, мм.
мм.
 мм.
мм. ,
, Н.
Н.
 Н.
Н. ,
,
 м4.
м4. Н.
Н. .
. мм.
мм. ,
,
 Н.
Н. .
. кВт.
кВт.