|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Общие сведения по основным разделам семестровой работы
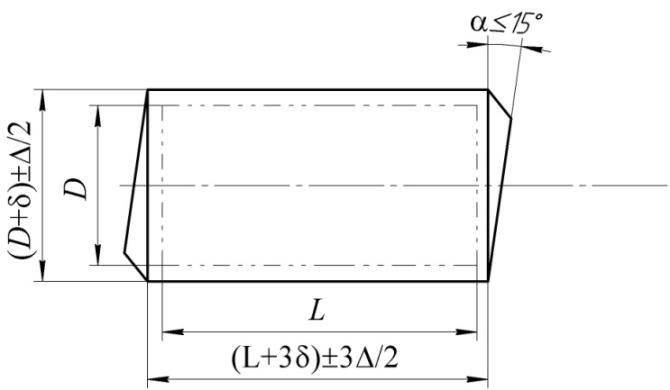
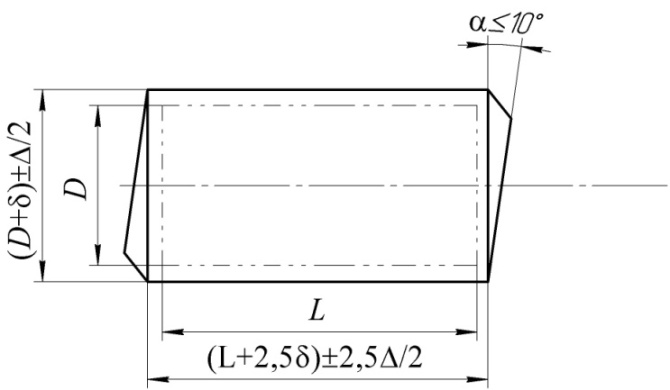
Исходя из размеров детали, ее материала, с учетом припусков на обработку поверхностей назначают заготовку. Сортамент круглого проката и бесшовных труб приведен в следующих стандартах: ГОСТ 2592 – сталь горячекатаная круглая; ГОСТ 8732 – трубы стальные бесшовные горячедеформированные; ГОСТ 8734 – трубы стальные бесшовные холоднодеформированные; поковки – ГОСТ 8479. Марки конструкционных сталей, их ГОСТ, химический состав, физико-механические характеристики, а также рекомендации по практическому применению приведены в [2]. Припуски на обработку и предельные отклонения размеров для обработки наружных цилиндрических заготовок из сортового проката приведены в таблице 1.1 [4], для поковок круглого сечения в таблицах 1.2, 1.3 [4]. Таблица 1.1 Промежуточные припуски на обработку наружных цилиндрических поверхностей [4, стр. 157, табл. 7.1]
Окончание таблицы 1.1
Таблица 1.2 Припуски и предельные отклонения для гладких поковок изготовленных ковкой на прессе [4, стр. 131, табл. 5.2]
Окончание таблицы 1.2
Таблица 1.3 Припуски и предельные отклонения для гладких поковок изготовленных ковкой на молоте [4, стр. 144, табл. 5.12]
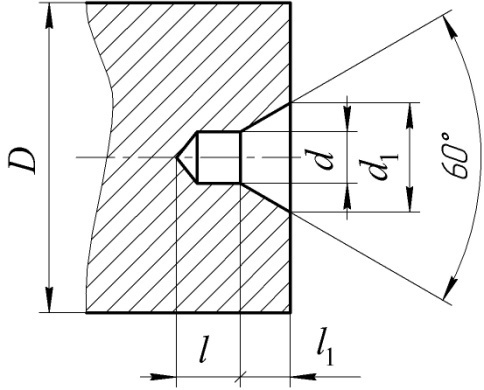
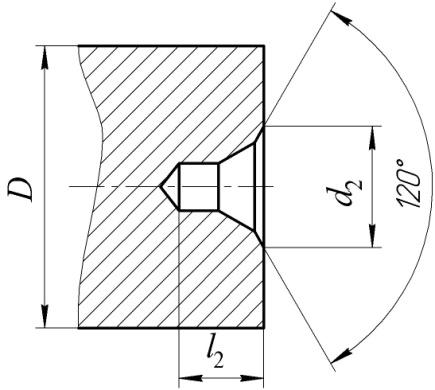
При разработке технологических процессов механической обработки устанавливается группа станков, которые могут обеспечить обработку деталей заданной формы и размеров. Технические характеристики станков определяют предельные геометрические параметры обрабатываемых заготовок (токарно-винторезные станки характеризуются высотой центров, наибольшим диаметром обработки над станиной и суппортом, наибольшей длиной обрабатываемой заготовки). В настоящее время при токарной обработке большинства материалов в основном применяют резцы, оснащенные твердым сплавом. Марка твердого сплава в каждом частном случае должна выбираться с учетом характера обработки (обдирка с наличием ударов или переменным сечением срезаемого слоя, черновая, получистовая, чистовая обработка), жесткости заготовки, допускаемых сил резания, мощности станка и т.п. После выбора марки инструментального материала необходимо назначить геометрические параметры режущей части резца. Формы заточки передней поверхности резцов и углы режущей части для различных материалов и видов токарной обработки даны в [1]. Глубина резания при черновом точении и отсутствии ограничений по мощности оборудования, жесткости технологической системы принимается равной припуску на обработку; при чистовом точении припуск срезается за два прохода и более. На каждом последующем проходе следует назначать меньшую глубину резания, чем на предшествующем проходе. При параметре шероховатости обработанной поверхности Ra 3,2 включительно t=0,5 – 2,0 мм; Ra ³ 0,8 мкм, t=0,1 – 0,4 мм. Подача S при черновом точении принимается максимально допустимой по мощности оборудования, жесткости технологической системы, прочности режущей пластины и державки резца. Определение силы резания, допускаемой нагрузкой на центр задней бабки, необходимо вести с учетом размеров центровых отверстий по ГОСТ 14034 (табл. 1.4). Когда применяются вращающиеся центры, необходимо проверить радиальную силу, допускаемую подшипниками. Скорость резания при точении ограничена стойкостью резца и мощностью станка. Если меньшей окажется скорость резания, допускаемая станком, необходимо уточнить число рабочих ходов. Семестровая работа заканчивается расчетом основного времени обработки при черновом точении и проверки державки резца на прочность и жесткость. Объем графической части работы определяется двумя чертежами формата А4 и (или) А3.Студент вычерчивает заготовку в масштабе, выбирая масштаб таким образом, чтобы полностью был заполнен лист формата А4. На чертеже заготовки должны быть приведены все необходимые технические требования. На втором листе выполняется чертеж токарного резца. Таблица 1.4 Размеры центровых отверстий с углом конуса 60° ГОСТ 14034, мм
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-19; Просмотров: 254; Нарушение авторского права страницы