
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙСтр 1 из 13Следующая ⇒
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ Лекция №1 По способу формирования поверхности. 4.1. Перенос формы инструмента на заготовку (копирование); 4.2. За счёт взаимного перемещения инструмента и заготовки (кинематика). По наличию контакта между заготовкой и инструмента. 5.1. Бесконтактные; 5.2. Контактные. КЛАССИФИКАЦИЯ ПОВЕРХНОСТЕЙ
Одним из факторов, определяющих выбор метода обработки, является форма поверхности. Какая бы ни была сложная по форме деталь, её можно разбить на элементарные поверхности. Классификацию поверхностей представим в виде схемы (рис.1.). Обработка сложных поверхностей требует специального инструмента, приспособлений и сложной кинематики движений. Для обработки конструктивно - технологического элемента может потребоваться несколько инструментов.
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ Лекция № 2 Тема: МЕТОДЫ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
При изготовлении деталей авиационных двигателей используется большое количество методов обработки наружных цилиндрических поверхностей (валов) как традиционных, так и специальных: точение, шлифование, фрезерование, протягивание, а также тонкое и алмазное точение, притирка, суперфиниширование, полирование и другие. Как правило, материалы на завод поступают в виде прутков (6... 12 м), которые в заготовительном производстве проходят ряд подготовительных операций, направленных на получение заготовок, поступающих на дальнейшую обработку в механические цеха. Прутки подвергают правке (рихтовке), резке, подрезанию торцев и центрованию, а также обдирке (грубая предварительная обработка). Выделение предварительного производства в отдельный цех вызвано следующими причинами: 1. Выявление дефектов материалов на ранней стадии производства. 2. Возможность обеспечить концентрацию операций. 3. Уменьшение веса заготовки и её поступление в основное производство с минимальными припусками. 4. Повышение культуры производства и производительности труда как заготовительного, так и основного производств.
ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ ПРАВКА ПРУТКОВ
Правку проводят разными способами. 1. В мелкосерийном и единичном производствах используются винтовые, фрикционные и гидравлические прессы. Заготовка устанавливается в призмы или в центра (d < 60мм) и к ней прикладывается усилие. Метод обладает малой производительностью. Точность правки (кривизна) 1 мм на 1 м длины.
вильно-калибровочные машины. Пруток устанавливается между несколькими парами правильных роликов, образующие которых выполнены в виде гиперболы. Расстояние между роликами регулируется. Угол наклона роликов к оси прутка α равен 20 градусов, что позволяет создать в рабочей зоне линейный контакт. Ролики установлены в подшипниках в специальном барабане, который вращается. В результате разложения сил и скоростей вращения, действующих в зоне контакта, пруток получает прямолинейное движение через рабочую зону машины со скоростью от 5 до 30 м/сек. Метод позволяет обеспечить точность 0,5... 1мм на 1 погонный метр при высокой производительности. После правки осуществляется разрезка прутков. ПОВЕРХНОСТЕЙ ПОВЕРХНОСТЕЙ
Обработка наружных цилиндрических поверхностей может осуществляться на токарных, токарно-револьверных, токарных многорезцовых, токарно-лобовых, токарно-карусельных станках.
устранения биения на заготовке предварительно протачивается канавка, либо устанавливается специальная переходная втулка. Повышение производительности обработки при точении возможно: на черновых операциях - за счёт увеличения глубины резания, а затем подачи; на чистовых - за счёт увеличения скорости резания. Значительно повысить производительность обработки позволяет применение многорезцовых станков.
Лекция № 4 ПОВЕРХНОСТЕЙ МЕТОД ГЛУБИННОГО ШЛИФОВАНИЯ
Достоинства метода: высокая производительность, совмещение основного и обдирочного шлифования, стабильность размеров. Недостатки: сильный и неравномерный износ шлифовального круга, поэтому его необходимо постоянно править; возможность появления прижогов в зоне шлифования; необходимость специального оборудования повышенной жёсткости (люфты приводят к вибрации и ухудшению качества обработки). Применяется на обдирочном и получистовом шлифовании жёстких коротких деталей (валов, осей, пазов и т.п.), а также при окончательном шлифовании деталей сложного контура (например: хвостовик лопатки турбины в виде ёлки).
БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ
При этом методе заготовка устанавливается на опорный нож и приводится во вращение ведущим кругом ( V вед.к. ). Шлифовальный круг установлен напротив ведущего круга и вращается в противоположную сторону ( V ш.к. ). В зоне шлифования скорость вращения ведущего круга раскладывается на две составляющие: скорость вращения и скорость осевого продольного перемещения. Скорость вращения заготовки меньше, чем скорость ведущего круга, т.к. в зоне шлифования происходит её проскальзывание: V заг = λпр V вед.к. , где λпр - коэффициент проскальзывания, величина которого зависит от связки шлифовального круга и от величины припуска(Z пр = 0,8...0,9). Процесс обработки происходит при непрерывной правке, как шлифовального, так и ведущего круга (с помощью алмазов). Для обеспечения линейного контакта ведущего круга с заготовкой, ему при правке придают форму однополостного гиперболоида. Обработка осуществляется в несколько проходов при обильном охлаждении. За один проход с заготовки снимают слой металла глубиной t=0,03...0,05 мм. Скорости вращения кругов следующие: V вед.к. = 15...20 м/мин, V ш.к. = 20...30 м/сек. Достоинства метода: - высокая производительность (в несколько раз больше, чем шлифование в центрах); - простота схемы обработки; - высокая точность обработки (5-6 кв.) и малая шероховатость 0,16мкм; - возможность автоматизации. Недостатки метода: - отсутствие жёсткой связи заготовки с технологической системой, что приводит смещению заготовки в процессе обработки относительно базовых элементов системы; - наличие нескольких точек контакта (трёх) с кругами и с опорной поверхностью, что приводит к появлению погрешности формы в поперечном направлении - гранности; - необходимость подбирать при различных диаметрах заготовок высоту расположения их осей относительно плоскости Q. Чем ниже опущена ось заготовки, тем больше появляется граней. При очень высоком подъёме заготовки над плоскостью Q появляется погрешность формы в виде овала, поэтому рекомендуется приподнимать ось заготовки над осями кругов на высоту h = 2 /3 D 3АГ. Рассмотренный метод называется методом продольной подачи. Бесцентровое шлифование может также осуществляться следующими методами: 1. Метод продольной подачи до упора - используется для шлифования конических поверхностей (ведущий и шлифовальные круги выполнены в виде конусов). 2. Метод поперечной подачи - ведущий круг не имеет угла поворота (α) и правится, как цилиндрическая поверхность. Поперечное врезание осуществляется за счёт подачи ведущего круга ( S поп ). Может применяться при фасонном шлифовании. Метод бесцентрового шлифования применяется на черновом и чистовом шлифовании цилиндрических и конических поверхностей.
Лекция № 5 ПОВЕРХНОСТЕЙ ТОНКОЕ ТОЧЕНИЕ
1. Обработка ведётся при малых глубине резания t = 0,02.. .0,2 мм и продольной подаче S пр = 0,01... 0,02 мм/об. 2. Скорость резания очень высокая V рез=120...1000м/мин (n=2000...4000об/мин). 3. Используются алмазные резцы или твердосплавные пластины. Поэтому стойкость режущего инструмента высокая (до 200...300 часов) при малом размерном износе. 4. Метод обеспечивает точность обработки 5 кв. и ниже, шероховатость R а=0,16...0,32мкм, погрешность формы в поперечном направлении до 0,001мм. 5. Обработка может осуществляться, как на обычных универсальных станках (точность ниже), так и на специальных алмазно-расточных станках. Метод обеспечивает высокую производительность обработки.
СУПЕРФИНИШИРОВАНИЕ
Примерные характеристики обработки следующие: скорость вращения заготовки V заг = 10…120 м/мин; скорость продольного перемещения брусков V пр = 10...15 м/мин; скорость колебания брусков V кол = 2...5 м/мин; амплитуда колебаний а = 2...6мм; число двойных колебательных движений n кол.бр. = 250…1200 дв.х./мин. Обработка ведётся при обильном охлаждении и смазке керосином. Удаляемый припуск 0,02...0,03мм. В результате обработки на поверхности заготовки образуется сетка, tgα = 2 а n кол.бр. / π D n заг , где n заг - число оборотов заготовки. Суперфиниширование обеспечивает точность в пределах 5 кв., Rа=0,01-0,04 мкм. В поверхностном слое образуются остаточные напряжения сжатия в пределах 200-900Мпа с глубиной залегания 5-15мкм. Данный метод исправляет погрешности первого рода от предшествующей обработки, но не исправляет погрешности размеров второго рода (взаимного расположения).
Лекция № 6 ПОВЕРХНОСТЕЙ (ОТВЕРСТИЙ) При обработке отверстий необходимо обеспечить следующие характеристики точности размеров: 1. 2. Размеры 2-го рода - погрешности A1, A2 и Δувода. Δувода - особенно важно обеспечивать при сверлении глубоких отверстий (1/d = 10-15). При обработке отверстий используют следующие методы: сверление, зенкерование, развёртывание, шлифование, растачивание, протягивание, хонингование, притирка, а также методы электрофизической и электрохимической обработки.
СВЕРЛЕНИЕ ОТВЕРСТИЙ
Для сверления используются свёрла разных конструкций, которые изготавливаются из инструментальных сталей Р9, Р18, У10А и др., а также свёрла, оснащённые твердосплавными пластинами. Для сверления используются вертикально- и горизонтально-сверлильные станки, координатно-расточные станки, специальные станки и станки с ЧПУ. При сверлении отверстий применяются специальные приспособления - кондукторы, оснащённые кондукторными втулками, которые служат для направления сверла по заданному пути. Если кондукторная втулка не используется, то перед сверлением необходимо выполнить центрование (применяются центровые свёрла).
В связи с тем, что при заточке инструмента возможны погрешности, т.e. R 1 ≠ R 2 , при обработке появляются моменты сил, смещающие сверло от первоначального направления. В результате на выходе сверла из заготовки получаем погрешность увода. Например, при сверлении Ст.45, d с = 8мм стандартная погрешность увода может составлять Δувода = 1/100, т.е. 1мм на 100 мм. Для уменьшения увода сверла применяют различные способы: 1. Увеличение числа режущих кромок. Например, для 4-х кромочного сверла Δувода = 0,3/150 при d с = 8мм. Однако увеличение числа кромок усложняет конструкцию инструмента и приводит к увеличению трения инструмента о стенки отверстия. 2. Применение однокромочного ружейного сверла (при обработке глубоких отверстий). Оно имеет одну рабочую кромку и одну опорную поверхность в пределах 220-250°, при этом Δувода = 1/1200. Недостаток: сложность изготовления, значительные силы трения при сверлении, плохой отвод стружки. При сверлении возможны 3 варианта взаимного движения заготовки и инструмента: 1. Заготовка неподвижна, а инструмент вращается и совершает продольные перемещения относительно заготовки. По этой схеме работают вертикально-сверлильные и радиально-сверлильные станки. 2. Заготовка вращается, инструмент не вращается и совершает продольные перемещения относительно оси заготовки (токарные станки). 3. Заготовка и инструмент вращаются, а также могут перемещаться (агрегатные станки, координатно-расточные станки). ЗЕНКЕРОВАНИЕ ОТВЕРСТИЙ
Зенкерование применяется после сверления отверстий, а также для обработки отверстий в литых и штампованных заготовках. Основная цель зенкерования - удаление максимально возможного припуска при обеспечении заданной точности расположения оси отверстия. Метод позволяет значительно уменьшить погрешность увода и увеличить точность отверстия, а также получать конические и ступенчатые отверстия. Для обработки используется специальный инструмент - зенкер, который может быть двухкромочным или многокромочным (6-8-12 режущих кромок). По конструктивным признакам различают цельные и насадные (для больших диаметров) зенкеры.
РАЗВЁРТЫВАНИЕ
Точность обработки при развёртывании 6-7 квалитет, шероховатость Rа=1,25мкм...2,5мкм. Развёртывание обеспечивает точность размеров 1-го рода, а погрешности размеров 2-го рода не исправляет.
РАСТАЧИВАНИЕ ОТВЕРСТИЙ
Применяется при черновой и чистовой обработке отверстий. Выполняется двумя способами: 1. Точность размеров 1 -го рода зависит от точности станка, а 2-го рода от технологической схемы обработки. Режимы и характеристики обработки такие же, что и при обработке наружных цилиндрических поверхностей. 2. Заготовка неподвижна и устанавливается на столе станка, который имеет возможность перемещения относительно инструмента. Инструмент устанавливается в специальную державку и вращается. Расточные станки используются при обработке отверстий в корпусных деталях и других для обеспечения заданной точности взаимного расположения поверхностей. Расточные станки могут выпускаться в виде алмазно-расточных и координатно-расточных. Они обеспечивают точность обработки отверстий в пределах 5-6 квалитета. Для повышения жёсткости державки могут снабжаться специальными направляющими втулками. Настройка инструмента на заданный размер, как правило, осуществляется вне станка с помощью специальных приборов.
Лекция № 7 ПОВЕРХНОСТЕЙ (ОТВЕРСТИЙ)
ШЛИФОВАНИЕ ОТВЕРСТИЙ Шлифованию подвергаются отверстия с диаметром от 5мм. Применяются шлифовальные круги различной зернистости (см. шлифование наружных цилиндрических поверхностей). Помимо высокой точности и качества, внутреннее шлифование позволяет исправить погрешности как 1-го рода, так и-2-го. Применяются следующие способы шлифования: 1. Деталь закрепляется в патроне или на оправке и вращается. Шлифовальный круг также вращается, совершая необходимые перемещения. Для обработки применяются внутришлифовальные станки. 2. Деталь неподвижна, а инструмент совершает планетарные движения и вращается. 3. Деталь вращается, но не закрепляется в патроне или в другом устройстве - бесцентровое - шлифование.
ОБРАБОТКА В ПАТРОНЕ
D ш.кр = (0,8...0,9) D отв. Шлифование может осуществляться методами: продольной и поперечной подачи, глубинного шлифования, комбинированного шлифования. Формулы для определения времени обработки при шлифовании внутренних поверхностей аналогичны формулам для наружных поверхностей. Обработка ведётся с охлаждением содовым раствором на следующих режимах: V рез = 25…100м/мин; S прод. = (0,2...0,3)B ш.кр мм/мин - при чистовом шлифовании; S прод. = (0,6...0,8)B ш.кр мм/мин - при черновом шлифовании; S поп. = 0,01 – 0,04 мм/o6 - при поперечном шлифовании. Шлифование обеспечивает 5...6 квалитет, R а=0,32...0,16мкм. Недостатки: зависимость диаметра круга от диаметра отверстия и малая жёсткость шпинделя несущего шлифовальный круг.
ПЛАНЕТАРНАЯ СХЕМА ШЛИФОВАНИЯ ОТВЕРСТИЙ
ХОНИНГОВАНИЕ ОТВЕРСТИЙ
Хонингование является методом отделочной обработки отверстий с диаметрами от 16мм до 1,5м. Отверстие предварительно должно быть обработано развёртыванием, расточкой или шлифованием. При хонинговании заготовка устанавливается в специальное подпружиненное приспособление. Заготовка неподвижна. Обработка осуществляется с помощью хона (хонинговальной головки), который совершает возвратно-поступательные движения и вращается. В хоне установлены абразивные бруски с зернистостью абразива З...4мкм. Количество брусков 8...12 шт., но при больших диаметрах может достигать 30...50 шт. Бруски с помощью специального устройства периодически перемещаются в радиальном направлении, и обеспечивают давление на обрабатываемую поверхность. За счёт вращения хона (V рез =30...60м/мин) и его продольного перемещения (V прод =10...15м/мин) на обрабатываемой поверхности образуется сетка как при суперфинишировании. В процессе обработки применяются СОЖ, содержащие 30% керосина и 70% масла. Удаляемый с поверхности припуск лежит в пределах 0,02...0,04мм. Процесс его удаления происходит очень плавно без разрывов. Точность обработки 5кв. Шероховатость поверхности R а=0,04мкм.
ПРОТЯГИВАНИЕ ОТВЕРСТИЙ
Метод протягивания используется в серийном и крупносерийном производстве (вместо зенкерования и развёртывания), при обработке как цилиндрических, так и фасонных отверстий. Обработка осуществляется с помощью специальных инструментов - протяжек. Протяжки изготовляются из инструментальных сталей (Р18, Р19 и других) и могут быть цельными и составными. Протягивание выполняют на горизонтально- и вертикально-протяжных станках.
Протягивание является высокопроизводительным методом, обеспечивающим высокое качество. Точность соответствует 6 кв., шероховатость Ra=0,16...0,32мкм. При протягивании погрешности размеров 2-го рода не исправляются. При обработке заготовок, имеющих небольшую толщину, часто используют многоместную обработку (пачками, несколько заготовок одновременно). Недостаток: необходимость изготовления для каждого отверстия дорогого режущего инструмента (протяжки).
Лекция № 8 Недостатки: - малая производительность из-за наличия холостых ходов. Для повышения производительности скорость холостого хода увеличивают в 3...4 раза по сравнению с рабочим ходом; - необходимость применения с целью повышения точности специальных изогнутых резцов.
ШАБРЕНИЕ
Осуществляется с помощью специального металлорежущего инструмента - шабера. Шабер представляет собой напильник с крупными зубьями, как у протяжки. В процессе обработки с поверхности удаляется (соскабливается) очень тонкий слой металла в местах, где есть отклонение от плоскостности. Обработка осуществляется вручную рабочим высокой квалификации. Процесс шабрения выполняется в следующей последовательности: сначала на поверхность специальной поверочной плиты наносится слой краски, затем заготовку кладут на плиту и слегка перемещают. В результате в местах, где есть возвышенности, заготовка окрашивается. Окрашенные выступы удаляют с помощью шабера. Процедуру окраски повторяют несколько раз, пока краской не будет покрываться вся обрабатываемая поверхность. Иногда устанавливают процент окрашивания, или когда на 1см2 поверхности будет 5-6 пятен контакта. Лекция № 9 МЕТОДЫ ПОЛУЧЕНИЯ РЕЗЬБ В авиадвигателестроении широко применяются резьбовые соединения (метрические, дюймовые, трапецеидальные и др.). По назначению резьбы делятся на крепёжные и ходовые. Ходовые, как правило, имеют форму зуба в виде треугольника, трапеции, прямоугольника и др.
В зависимости от требований к точности среднего диаметра (dcp) резьбы делятся на 3 степени точности. От степени точности зависят методы обработки и окончательной отделки резьбы. Для формирования резьбы используются станки общего назначения (токарные, револьверные, сверлильные и др.), а также специальные станки (резьбофрезерные, резьбошлифовальные, резьбонакатные и др.). Метод получения резьбы зависит от материала, программы выпуска и заданной степени точности. Резьба может формироваться резцами и гребёнками на токарном станке, фрезерованием, накатыванием, шлифованием, а также с помощью мерных инструментов - метчиков и плашек.
Лекция № 10 ФРЕЗЕРОВАНИЕ РЕЗЬБЫ
Недостатком метода является необходимость иметь на каждый вид резьбы свой инструмент.
НАКАТЫВАНИЕ РЕЗЬБЫ
Процесс накатывания резьбы происходит без снятия стружки, т.е. за счёт пластического деформирования поверхности. Применяется два способа накатывания: плоскими плашками и роликами. При накатывании плашками профиль резьбы формируется за один рабочий ход подвижной плашки.
Недостатки: ограничения по твёрдости материала HRC 35...40; один инструмент для одного вида резьбы, низкая стойкость инструмента, высокая трудоёмкость наладки станка. Применяется в серийном и крупносерийном производстве. ФРЕЗЕРОВАНИЕ ЗУБЧАТЫХ КОЛЁС
Фрезерование выполняется методами копирования и обкатки. При нарезании зубчатых колёс по методу копирования (в основном цилиндрические зубчатые колёса) применяют фасонный инструмент: модульные, дисковые и пальцевые (цилиндрические) фрезы.
При обработке методом копирования применяют делительные устройства, позволяющие поворачивать заготовку на заданный угол. После прорезания впадины зуба, режущий инструмент отводится в исходное положение, осуществляется поворот заготовки и обработка повторяется.
Производительность метода выше, чем при нарезании пальцевыми и дисковыми фрезами.
ДОЛБЛЕНИЕ ЗУБЧАТЫХ КОЛЁС
Обработка выполняется в два этапа. На первом происходит врезание долбяка в заготовку на высоту зуба. На втором этапе выполняется обкатка зубчатого колеса. Режимы резания: черновое долбление V рез=32...40м/мин; чистовое долбление V рез=40...50м/мин; круговая подача 0,25...0,5мм/ дв.ход. Данный метод обеспечивает меньшую точность обработки по такому параметру, как шаг зубьев. Кроме того, возможно появление радиальных ошибок, связанных с изменением расстояния между осью заготовки и осью долбяка. Метод долбления позволяет нарезать внутренние зубчатые колёса, а также различного рода шлицы, косозубые зубчатые колёса. Для этой цели используются специальные приспособления.
ШЕВЕНГОВАНИЕ ЗУБЧАТЫХ КОЛЁС
При взаимном вращении заготовки и шевера происходит силовое взаимодействие между образующими зубьев заготовки и зубьев шевера. Для этого заготовка подтормаживается с помощью специального электромагнитного тормоза. В результате в зоне обработки возникает осевое усилие, за счёт которого и происходит резание. Снимаемый припуск 0,01...0,03мм. Точность 6 квалитет. Метод является высокопроизводительным. Как правило, он повышает
ШЛИФОВАНИЕ ЗУБЧАТЫХ КОЛЁС Применяется после операции термообработки, а также для обработки труднообрабатываемых материалов, из которых изготавливают зубчатые колёса. Возможны два способа шлифования: методом копирования и методом обкатки.
При методе обкатки применяют тарельчатые шлифовальные круги.
Недостаток: необходимость иметь большое количество обкатных барабанов для каждой заготовки. К окончательным методам обработки зубчатых колёс относятся: обкатка, притирка, приработка и другие. Обкатка - заключается во вращении обрабатываемого не термообра-ботанного зубчатого колеса совместно с тремя термообработанными эталонными шестернями. Применяется в массовом производстве. Притирка - осуществляется с помощью мелкозернистых чугунных притиров, которые представляют собой косозубые зубчатые колёса или рейки. Доводка поверхности зубчатых колёс осуществляется за счёт взаимного трения зубьев и притира. В зону обработки подаётся мелкозернистый порошок или паста ГОИ и СОЖ - керосин. Приработка - это взаимное сглаживание шероховатости парных зубчатых колёс. Поверхности зубьев в процессе приработки смазываются абразивной пастой. Кроме вращательного движения с притормаживанием одного из колёс, колёса совершают небольшие осевые перемещения друг относительно друга.
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ Лекция №1 |
Последнее изменение этой страницы: 2019-05-08; Просмотров: 527; Нарушение авторского права страницы
 Цель правки - придание пруткам прямолинейной формы. Рассмотрим схему. Припуск на последующую обработку равен: zp = zmin + рн + Т +ТД.
Цель правки - придание пруткам прямолинейной формы. Рассмотрим схему. Припуск на последующую обработку равен: zp = zmin + рн + Т +ТД. 2. В серийном и массовом производствах применяют специальные пра-
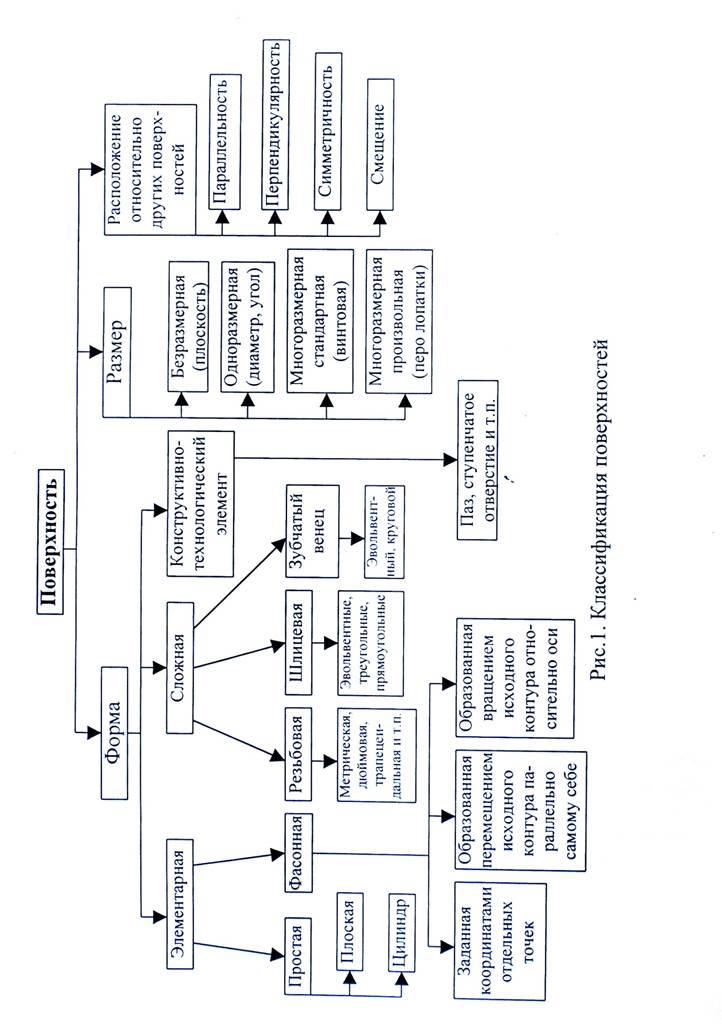
2. В серийном и массовом производствах применяют специальные пра- При обработке необходимо обеспечить следующие геометрические параметры: диаметральные размеры (размеры 1 рода) и расположение поверхностей относительно баз (размеры 2 рода). Точность размеров 1 рода зависит, в основном, от точности применяемого оборудования. Взаимное расположение определяется схемой базирования, применяемыми приспособлениями и методом обработки. В общем случае токарная обработка характеризуется следующими технологическими возможностями: точность по диаметру -8кв., Ra =1,25 мкм, овальность -0,03 мм, дефектный слой 10...20 мкм. Величина удаляемого припуска может изменяться в широких пределах 0,01...5,0 мм и более и зависит от предшествующей обработки. Для установки заготовок на токарных операциях используются центрирующие устройства, задачей которых является совмещение геометрической оси базовой поверхности заготовки с осью вращения шпинделя станка. К ним относятся: самоцентрирующие двух- и трёхкулачковые патроны, цанговые патроны и оправки, оправки с гидропластмассой, центра с поводковыми устройствами и др. Применяются следующие виды установки заготовок: в патроне, в патроне с задним центром, в центрах.
При обработке необходимо обеспечить следующие геометрические параметры: диаметральные размеры (размеры 1 рода) и расположение поверхностей относительно баз (размеры 2 рода). Точность размеров 1 рода зависит, в основном, от точности применяемого оборудования. Взаимное расположение определяется схемой базирования, применяемыми приспособлениями и методом обработки. В общем случае токарная обработка характеризуется следующими технологическими возможностями: точность по диаметру -8кв., Ra =1,25 мкм, овальность -0,03 мм, дефектный слой 10...20 мкм. Величина удаляемого припуска может изменяться в широких пределах 0,01...5,0 мм и более и зависит от предшествующей обработки. Для установки заготовок на токарных операциях используются центрирующие устройства, задачей которых является совмещение геометрической оси базовой поверхности заготовки с осью вращения шпинделя станка. К ним относятся: самоцентрирующие двух- и трёхкулачковые патроны, цанговые патроны и оправки, оправки с гидропластмассой, центра с поводковыми устройствами и др. Применяются следующие виды установки заготовок: в патроне, в патроне с задним центром, в центрах.
 Наиболее точной считается установка в жестких центрах. Они обеспечивают получение параметров размеров 2 рода (биение, смещение поверхностей) в поперечном направлении по 1-й технологической схеме. В то же время при обработке торцов, особенно на настроенном оборудовании, необходимо учитывать погрешность изготовления центровых гнёзд, а именно их глубины (схема). Для уменьшения погрешности операционного размера А применяют плавающий (подпружиненный) передний центр. Он определяет положение заготовки только в радиальном направлении, а в осевом заготовка прижимается к плоскости планшайбы. Плавающий центр в поперечном направлении имеет меньшую точность т.к. появляется посадка с зазором, но позволяет убрать ωб.
Наиболее точной считается установка в жестких центрах. Они обеспечивают получение параметров размеров 2 рода (биение, смещение поверхностей) в поперечном направлении по 1-й технологической схеме. В то же время при обработке торцов, особенно на настроенном оборудовании, необходимо учитывать погрешность изготовления центровых гнёзд, а именно их глубины (схема). Для уменьшения погрешности операционного размера А применяют плавающий (подпружиненный) передний центр. Он определяет положение заготовки только в радиальном направлении, а в осевом заготовка прижимается к плоскости планшайбы. Плавающий центр в поперечном направлении имеет меньшую точность т.к. появляется посадка с зазором, но позволяет убрать ωб. При обработке длинных заготовок (l / d >10...12) для повышения жёсткости технологической системы применяют люнеты, которые могут быть подвижными и неподвижными.
При обработке длинных заготовок (l / d >10...12) для повышения жёсткости технологической системы применяют люнеты, которые могут быть подвижными и неподвижными. Подвижный устанавливается па суппорте станка напротив резца и перемещается вместе с ним по обрабатываемой поверхности. Неподвижный закрепляется на станине станка, как правило, в середине заготовки. Для
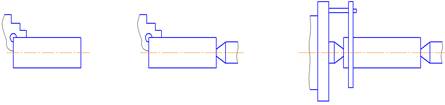
Подвижный устанавливается па суппорте станка напротив резца и перемещается вместе с ним по обрабатываемой поверхности. Неподвижный закрепляется на станине станка, как правило, в середине заготовки. Для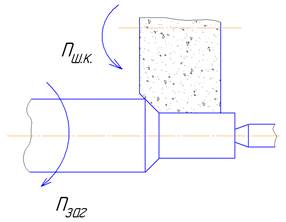 Представляет собой разновидность шлифования с продольной подачей. Шлифовальный круг снимает весь припуск сразу за один ход, причём подача осуществляется только в одну сторону. Коническая часть круга осуществляет резание, а цилиндрическая часть зачищает поверхность. Обработку производят с глубиной резания t = 0,5...5 мм и более, при подаче S ПР = 100...300 мм/мин.
Представляет собой разновидность шлифования с продольной подачей. Шлифовальный круг снимает весь припуск сразу за один ход, причём подача осуществляется только в одну сторону. Коническая часть круга осуществляет резание, а цилиндрическая часть зачищает поверхность. Обработку производят с глубиной резания t = 0,5...5 мм и более, при подаче S ПР = 100...300 мм/мин.
 Данный метод используется для окончательного формирования качественных показателей поверхностей. Он характеризуется следующими основными показателями:
Данный метод используется для окончательного формирования качественных показателей поверхностей. Он характеризуется следующими основными показателями: Этот метод применяется для отделочной обработки шлифованных поверхностей и получения шероховатости R а=0,01...0,04 мкм. Его другое название - притирочное шлифование или сверхдоводка. Обработка осуществляется на токарных станках, снабжённых специальным приспособлением, либо на специальных станках. При обработке используются мелкозернистые абразивные бруски (размер зерна 3 - 4 мкм) из электрокорунда или карбида кремния. Бруски прижимаются к поверхности вращающейся детали с усилием Р = 0,05...2,5 кг/см2 и совершают движение вдоль обрабатываемой поверхности, а также колебательные движения определённой частоты и амплитуды.
Этот метод применяется для отделочной обработки шлифованных поверхностей и получения шероховатости R а=0,01...0,04 мкм. Его другое название - притирочное шлифование или сверхдоводка. Обработка осуществляется на токарных станках, снабжённых специальным приспособлением, либо на специальных станках. При обработке используются мелкозернистые абразивные бруски (размер зерна 3 - 4 мкм) из электрокорунда или карбида кремния. Бруски прижимаются к поверхности вращающейся детали с усилием Р = 0,05...2,5 кг/см2 и совершают движение вдоль обрабатываемой поверхности, а также колебательные движения определённой частоты и амплитуды. Размеры 1-го рода - погрешность диаметров d1, d2, погрешности формы (овальность, конусность, гранность и др.).
Размеры 1-го рода - погрешность диаметров d1, d2, погрешности формы (овальность, конусность, гранность и др.). Сверление обеспечивает 12...13 кв. точности, Rz=80...320мкм. При этом точность размеров 1-го рода обеспечивается точностью изготовления диаметра сверла. Точность размеров 2-го рода обеспечивается за счёт применяемого оборудования, приспособлений и схемы обработки.
Сверление обеспечивает 12...13 кв. точности, Rz=80...320мкм. При этом точность размеров 1-го рода обеспечивается точностью изготовления диаметра сверла. Точность размеров 2-го рода обеспечивается за счёт применяемого оборудования, приспособлений и схемы обработки. При зенкеровании удаляется припуск в пределах 0,2...0,6 мм, однако при черновом зенкеровании он может достигать 6мм. Точность зенкерования соответствует 11 - 12 квалитету, шероховатость Rz = 20 мкм – Ra = 2,5 мкм. Зенкерование исправляет погрешности предшествующих операций размеров 1-го и 2-го рода. При зенкеровании скорость резания V рез = 20 – 30 м/мин, S = 0,2 - 0,3 мм/об. Обработка осуществляется с помощью кондукторов или с использованием специальных направляющих втулок.
При зенкеровании удаляется припуск в пределах 0,2...0,6 мм, однако при черновом зенкеровании он может достигать 6мм. Точность зенкерования соответствует 11 - 12 квалитету, шероховатость Rz = 20 мкм – Ra = 2,5 мкм. Зенкерование исправляет погрешности предшествующих операций размеров 1-го и 2-го рода. При зенкеровании скорость резания V рез = 20 – 30 м/мин, S = 0,2 - 0,3 мм/об. Обработка осуществляется с помощью кондукторов или с использованием специальных направляющих втулок. Развёртывание является чистовым (окончательным) методом обработки и применяется после зенкерования отверстий. Для обработки применяют специальные инструменты - развёртки, у которых, в отличие от свёрл и зенкеров, нет винтовой поверхности, но имеется специальная заборная часть (l=10-15мм, α=30'-1°30'). Развёртка имеет 4 и более боковых режущих кромок. По конструктивным признакам различают цельные и насадные развёртки. Они могут быть для ручной или механизированной обработки. При машинном способе развёртка устанавливается в специальный плавающий патрон. Режимы обработки V рез = 2…3 м/мин; S = 0,5... 1 мм/об, припуск 0,05...0,2мм.
Развёртывание является чистовым (окончательным) методом обработки и применяется после зенкерования отверстий. Для обработки применяют специальные инструменты - развёртки, у которых, в отличие от свёрл и зенкеров, нет винтовой поверхности, но имеется специальная заборная часть (l=10-15мм, α=30'-1°30'). Развёртка имеет 4 и более боковых режущих кромок. По конструктивным признакам различают цельные и насадные развёртки. Они могут быть для ручной или механизированной обработки. При машинном способе развёртка устанавливается в специальный плавающий патрон. Режимы обработки V рез = 2…3 м/мин; S = 0,5... 1 мм/об, припуск 0,05...0,2мм. На токарных, токарно-карусельных, токарно-лобовых и др. станках превращающейся детали.
На токарных, токарно-карусельных, токарно-лобовых и др. станках превращающейся детали. На расточных, координатно-расточных станках при неподвижной детали и вращающемся инструменте.
На расточных, координатно-расточных станках при неподвижной детали и вращающемся инструменте. Для установки заготовок используются патроны с гидропластмассой, с упругой мембраной, цанговые патроны и другие приспособления. Диаметр шлифовального круга зависит от диаметра шлифуемого отверстия –
Для установки заготовок используются патроны с гидропластмассой, с упругой мембраной, цанговые патроны и другие приспособления. Диаметр шлифовального круга зависит от диаметра шлифуемого отверстия – Применяется для обработки отверстий в крупногабаритных, тяжёлых деталях, вращение которых затруднительно или невозможно. При этом используются специальные внутришлифовальные станки с планетарным движением шпинделя. При обработке шпиндель совершает следующие движения: 1 - вращение вокруг оси; 2 - возвратно - поступательные движения - продольная подача; 3 - поперечная подача (0,05...0,03) мм/об; 4 - планетарное движение по окружности отверстия.
Применяется для обработки отверстий в крупногабаритных, тяжёлых деталях, вращение которых затруднительно или невозможно. При этом используются специальные внутришлифовальные станки с планетарным движением шпинделя. При обработке шпиндель совершает следующие движения: 1 - вращение вокруг оси; 2 - возвратно - поступательные движения - продольная подача; 3 - поперечная подача (0,05...0,03) мм/об; 4 - планетарное движение по окружности отверстия.
 При протягивании заготовка устанавливается на специальную сферическую опору и предварительно закрепляется. Движение протяжки обеспечивается за счёт гидроцилиндров станка. За 1 ход протяжки удаляется припуск до 1мм, а в некоторых случаях до 6мм. Протяжка после обработки отверстия отводится в исходное положение, заготовка удаляется, устанавливается следующая заготовка и процесс повторяется.
При протягивании заготовка устанавливается на специальную сферическую опору и предварительно закрепляется. Движение протяжки обеспечивается за счёт гидроцилиндров станка. За 1 ход протяжки удаляется припуск до 1мм, а в некоторых случаях до 6мм. Протяжка после обработки отверстия отводится в исходное положение, заготовка удаляется, устанавливается следующая заготовка и процесс повторяется. Резьба относится к сложным фасонным поверхностям и характеризуется следующими геометрическими параметрами: средний диаметр резьбы, угол профиля, шаг резьбы. Допуск на резьбовые поверхности назначается в 1,5...2 раза больше, чем на гладкие поверхности. Наружный и внутренний диаметры резьбы - свободные поверхности.
Резьба относится к сложным фасонным поверхностям и характеризуется следующими геометрическими параметрами: средний диаметр резьбы, угол профиля, шаг резьбы. Допуск на резьбовые поверхности назначается в 1,5...2 раза больше, чем на гладкие поверхности. Наружный и внутренний диаметры резьбы - свободные поверхности.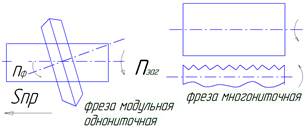 Фрезерование применяется в массовом и крупносерийном производстве. В качестве инструмента используются модульные однониточные и многониточные фрезы. При фрезеровании заготовка вращается ( n заг = 1...2 об/мин), а фреза вращается (nФ =100...200об/мин) и перемещается в продольном направлении.
Фрезерование применяется в массовом и крупносерийном производстве. В качестве инструмента используются модульные однониточные и многониточные фрезы. При фрезеровании заготовка вращается ( n заг = 1...2 об/мин), а фреза вращается (nФ =100...200об/мин) и перемещается в продольном направлении. При накатке роликами заготовка устанавливается на опорный нож 1, прижимной рабочий ролик 2 обеспечивает подачу заготовки в поперечном направлении и формирует профиль резьбы. Перемещение ролика 2 осуществляется с помощью гидроцилиндра. Профиль резьбы формируется за один оборот заготовки. Скорость накатки- V НАК =50...60м/мин.
При накатке роликами заготовка устанавливается на опорный нож 1, прижимной рабочий ролик 2 обеспечивает подачу заготовки в поперечном направлении и формирует профиль резьбы. Перемещение ролика 2 осуществляется с помощью гидроцилиндра. Профиль резьбы формируется за один оборот заготовки. Скорость накатки- V НАК =50...60м/мин. Обработка с помощью фасонных фрез является достаточно грубой (10-11 квалитет) и применяется в основном для неточных шестерён или для предварительной обработки.
Обработка с помощью фасонных фрез является достаточно грубой (10-11 квалитет) и применяется в основном для неточных шестерён или для предварительной обработки. Для уменьшения погрешностей связанных с применением у делительного устройства и возможным в связи с этим накоплением ошибок окружного шага зубьев фрезерование выполняется по определённой схеме. Кроме этого для повышения точности необходимо совместить ось (плоскость) вращения фрезы с осью заготовки. Данный метод применяют в индивидуальном и мелкосерийном производстве.
Для уменьшения погрешностей связанных с применением у делительного устройства и возможным в связи с этим накоплением ошибок окружного шага зубьев фрезерование выполняется по определённой схеме. Кроме этого для повышения точности необходимо совместить ось (плоскость) вращения фрезы с осью заготовки. Данный метод применяют в индивидуальном и мелкосерийном производстве. Нарезание зубчатых колёс методом обкатки осуществляется червячными фрезами, которые могут быть однозаходными и многозаходными. При фрезеровании мелкомодульных колёс формирование зуба происходит за один проход фрезы. При модуле более 5 нарезание зубьев осуществляется в два прохода. Точность нарезания зависит от точности инструмента и оборудования (в среднем до 7 степени точности). Режимы резания: черновая обработка V рез=25...30м/мин, чистовая (2-ой проход)- V рез=35...50м/мин.
Нарезание зубчатых колёс методом обкатки осуществляется червячными фрезами, которые могут быть однозаходными и многозаходными. При фрезеровании мелкомодульных колёс формирование зуба происходит за один проход фрезы. При модуле более 5 нарезание зубьев осуществляется в два прохода. Точность нарезания зависит от точности инструмента и оборудования (в среднем до 7 степени точности). Режимы резания: черновая обработка V рез=25...30м/мин, чистовая (2-ой проход)- V рез=35...50м/мин. Долбление зубчатых колёс выполняется методом обкатки на специальных зубодолбёжных станках. Для обработки применяется инструмент – долбяк. При долблении заготовка устанавливается на оправку и вращается синхронно с вращением долбяка. Долбяк совершает возвратно - поступательные движения относительно образующей зубьев зубчатых колёс. За одно движение долбяка заготовка подводится (долбяк опускается) и отводится от него с целью уменьшения износа инструмента о заднюю грань.
Долбление зубчатых колёс выполняется методом обкатки на специальных зубодолбёжных станках. Для обработки применяется инструмент – долбяк. При долблении заготовка устанавливается на оправку и вращается синхронно с вращением долбяка. Долбяк совершает возвратно - поступательные движения относительно образующей зубьев зубчатых колёс. За одно движение долбяка заготовка подводится (долбяк опускается) и отводится от него с целью уменьшения износа инструмента о заднюю грань. При шевенговании заготовка устанавливается в специальное центрирующее устройство. Для обработки используется специальный инструмент, называемый шевер, представляющий собой косозубую шестерню, на поверхности зубьев которой имеются специальные выемки, обеспечивающие скобление образующей зубьев заготовки.
При шевенговании заготовка устанавливается в специальное центрирующее устройство. Для обработки используется специальный инструмент, называемый шевер, представляющий собой косозубую шестерню, на поверхности зубьев которой имеются специальные выемки, обеспечивающие скобление образующей зубьев заготовки. При шлифовании методом копирования применяются круги, имеющие форму впадины между зубьями. Используются методы прямой (радиальной) и продольной (осевой) подачи. Метод осевой подачи применяется при обработке крупномодульных зубчатых колёс. В процессе обработки осуществляется постоянная правка круга. При обработке применяют делительные устройства. Метод позволяет получить 6 квалитет точности.
При шлифовании методом копирования применяются круги, имеющие форму впадины между зубьями. Используются методы прямой (радиальной) и продольной (осевой) подачи. Метод осевой подачи применяется при обработке крупномодульных зубчатых колёс. В процессе обработки осуществляется постоянная правка круга. При обработке применяют делительные устройства. Метод позволяет получить 6 квалитет точности. В процессе обработки заготовка устанавливается в центрирующее устройство. Два шлифовальных круга вращаются и имеют продольное перемещение вдоль образующей зуба. Движение заготовки (1,2) создаётся с помощью специального обкатного барабана, диаметр которого оказывает значительное влияние на точность обработки. Изменение диаметра приводит к искажению угла профиля по делительной окружности. В процессе обработки после каждого второго хода круги подвергаются правке. Точность обработки в пределах 5 квалитета.
В процессе обработки заготовка устанавливается в центрирующее устройство. Два шлифовальных круга вращаются и имеют продольное перемещение вдоль образующей зуба. Движение заготовки (1,2) создаётся с помощью специального обкатного барабана, диаметр которого оказывает значительное влияние на точность обработки. Изменение диаметра приводит к искажению угла профиля по делительной окружности. В процессе обработки после каждого второго хода круги подвергаются правке. Точность обработки в пределах 5 квалитета.