ПОДРЕЗКА ТОРЦЕВ И ЦЕНТРОВАНИЕ
 При обработке цилиндрических поверхностей часто используют центровые гнёзда, которые позволяют обеспечить точное ориентирование заготовки в технологической системе при минимальных затратах времени и простой оснастке. Точность установки лежит в пределах 0,01- 0,03мм, иногда 0,0004мм. Если есть перекос торцевой поверхности, то погрешность установки увеличивается. Кроме того, грань перехода рабочей фаски в торец легко повреждается, поэтому используются гнёзда с защитной фаской (α=120°). Для изготовления гнёзд применяют специальные инструменты - центровые свёрла (центровки).
При обработке цилиндрических поверхностей часто используют центровые гнёзда, которые позволяют обеспечить точное ориентирование заготовки в технологической системе при минимальных затратах времени и простой оснастке. Точность установки лежит в пределах 0,01- 0,03мм, иногда 0,0004мм. Если есть перекос торцевой поверхности, то погрешность установки увеличивается. Кроме того, грань перехода рабочей фаски в торец легко повреждается, поэтому используются гнёзда с защитной фаской (α=120°). Для изготовления гнёзд применяют специальные инструменты - центровые свёрла (центровки).
 Операция подрезки торцов и центрования осуществляется на специальных фрезерно-центровальных станках в два этапа: 1. Подрезка торцов (движение по Y);
Операция подрезки торцов и центрования осуществляется на специальных фрезерно-центровальных станках в два этапа: 1. Подрезка торцов (движение по Y);
2. Центрование при фиксированном положении заготовки (движение по X). Заготовка устанавливается в призмы. При обработке необходимо обеспечить следующие геометрические параметры: размеры A 1 , А2; смещение центровых отверстий друг относительно друга и относительно базового диаметра. Рассмотрим схему формирования погрешностей.
ΔА1 = Δу + ΔО3 - I технологическая схема, ΔА2 = Δ O 4 + ΔО3 - II схема.
 При наладке ось центровки совмещается с осью призмы. Погрешность установки заготовки определяется по формуле: Δу = Td / 2 sin α /2. Расположение гнезда относительно базы 1 формируется по второй технологической схеме, а гнёзд друг относительно друга по первой.
При наладке ось центровки совмещается с осью призмы. Погрешность установки заготовки определяется по формуле: Δу = Td / 2 sin α /2. Расположение гнезда относительно базы 1 формируется по второй технологической схеме, а гнёзд друг относительно друга по первой.
ЭТАПЫ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Чтобы обеспечить заданную точность приходится процесс обработки поверхностей (в том числе и цилиндрических) разбивать на этапы. Методы обработки, применяемые на каждом этапе, могут быть различными и выбираются из экономической целесообразности. На основании статистических данных при обработке наружных цилиндрических поверхностей можно рекомендовать следующую примерную последовательность выполнения этапов:
1. Черновая обработка. Точность 12 ... 13кв., Rz =20...60мкм.
2. Получистовая обработка. Точность 11кв., Rz =20мкм - Ra =2,5мкм. Она выполняется под последующее шлифование.
3. Шлифование предварительное. Точность 9 кв., Ra =1,25...2,5 мкм.
4. Шлифование тонкое. Точность 5...7 кв., Ra = 0,16...0,32 мкм.
5. Притирка. Точность 5 кв., Ra = 0,04...0.08 мкм. Эта последовательность может быть изменена.
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
Лекция № 3
Тема: МЕТОДЫ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
ТОКАРНАЯ ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
Обработка наружных цилиндрических поверхностей может осуществляться на токарных, токарно-револьверных, токарных многорезцовых, токарно-лобовых, токарно-карусельных станках.
 При обработке необходимо обеспечить следующие геометрические параметры: диаметральные размеры (размеры 1 рода) и расположение поверхностей относительно баз (размеры 2 рода). Точность размеров 1 рода зависит, в основном, от точности применяемого оборудования. Взаимное расположение определяется схемой базирования, применяемыми приспособлениями и методом обработки. В общем случае токарная обработка характеризуется следующими технологическими возможностями: точность по диаметру -8кв., Ra =1,25 мкм, овальность -0,03 мм, дефектный слой 10...20 мкм. Величина удаляемого припуска может изменяться в широких пределах 0,01...5,0 мм и более и зависит от предшествующей обработки. Для установки заготовок на токарных операциях используются центрирующие устройства, задачей которых является совмещение геометрической оси базовой поверхности заготовки с осью вращения шпинделя станка. К ним относятся: самоцентрирующие двух- и трёхкулачковые патроны, цанговые патроны и оправки, оправки с гидропластмассой, центра с поводковыми устройствами и др. Применяются следующие виды установки заготовок: в патроне, в патроне с задним центром, в центрах.
При обработке необходимо обеспечить следующие геометрические параметры: диаметральные размеры (размеры 1 рода) и расположение поверхностей относительно баз (размеры 2 рода). Точность размеров 1 рода зависит, в основном, от точности применяемого оборудования. Взаимное расположение определяется схемой базирования, применяемыми приспособлениями и методом обработки. В общем случае токарная обработка характеризуется следующими технологическими возможностями: точность по диаметру -8кв., Ra =1,25 мкм, овальность -0,03 мм, дефектный слой 10...20 мкм. Величина удаляемого припуска может изменяться в широких пределах 0,01...5,0 мм и более и зависит от предшествующей обработки. Для установки заготовок на токарных операциях используются центрирующие устройства, задачей которых является совмещение геометрической оси базовой поверхности заготовки с осью вращения шпинделя станка. К ним относятся: самоцентрирующие двух- и трёхкулачковые патроны, цанговые патроны и оправки, оправки с гидропластмассой, центра с поводковыми устройствами и др. Применяются следующие виды установки заготовок: в патроне, в патроне с задним центром, в центрах.

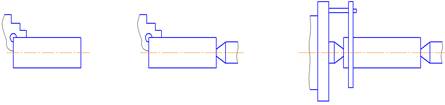 Наиболее точной считается установка в жестких центрах. Они обеспечивают получение параметров размеров 2 рода (биение, смещение поверхностей) в поперечном направлении по 1-й технологической схеме. В то же время при обработке торцов, особенно на настроенном оборудовании, необходимо учитывать погрешность изготовления центровых гнёзд, а именно их глубины (схема). Для уменьшения погрешности операционного размера А применяют плавающий (подпружиненный) передний центр. Он определяет положение заготовки только в радиальном направлении, а в осевом заготовка прижимается к плоскости планшайбы. Плавающий центр в поперечном направлении имеет меньшую точность т.к. появляется посадка с зазором, но позволяет убрать ωб.
Наиболее точной считается установка в жестких центрах. Они обеспечивают получение параметров размеров 2 рода (биение, смещение поверхностей) в поперечном направлении по 1-й технологической схеме. В то же время при обработке торцов, особенно на настроенном оборудовании, необходимо учитывать погрешность изготовления центровых гнёзд, а именно их глубины (схема). Для уменьшения погрешности операционного размера А применяют плавающий (подпружиненный) передний центр. Он определяет положение заготовки только в радиальном направлении, а в осевом заготовка прижимается к плоскости планшайбы. Плавающий центр в поперечном направлении имеет меньшую точность т.к. появляется посадка с зазором, но позволяет убрать ωб.
 При обработке длинных заготовок (l / d >10...12) для повышения жёсткости технологической системы применяют люнеты, которые могут быть подвижными и неподвижными.
При обработке длинных заготовок (l / d >10...12) для повышения жёсткости технологической системы применяют люнеты, которые могут быть подвижными и неподвижными.
 Подвижный устанавливается па суппорте станка напротив резца и перемещается вместе с ним по обрабатываемой поверхности. Неподвижный закрепляется на станине станка, как правило, в середине заготовки. Для
Подвижный устанавливается па суппорте станка напротив резца и перемещается вместе с ним по обрабатываемой поверхности. Неподвижный закрепляется на станине станка, как правило, в середине заготовки. Для
устранения биения на заготовке предварительно протачивается канавка, либо устанавливается специальная переходная втулка.
Повышение производительности обработки при точении возможно: на черновых операциях - за счёт увеличения глубины резания, а затем подачи; на чистовых - за счёт увеличения скорости резания. Значительно повысить производительность обработки позволяет применение многорезцовых станков.
