
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
По способу формирования поверхности.
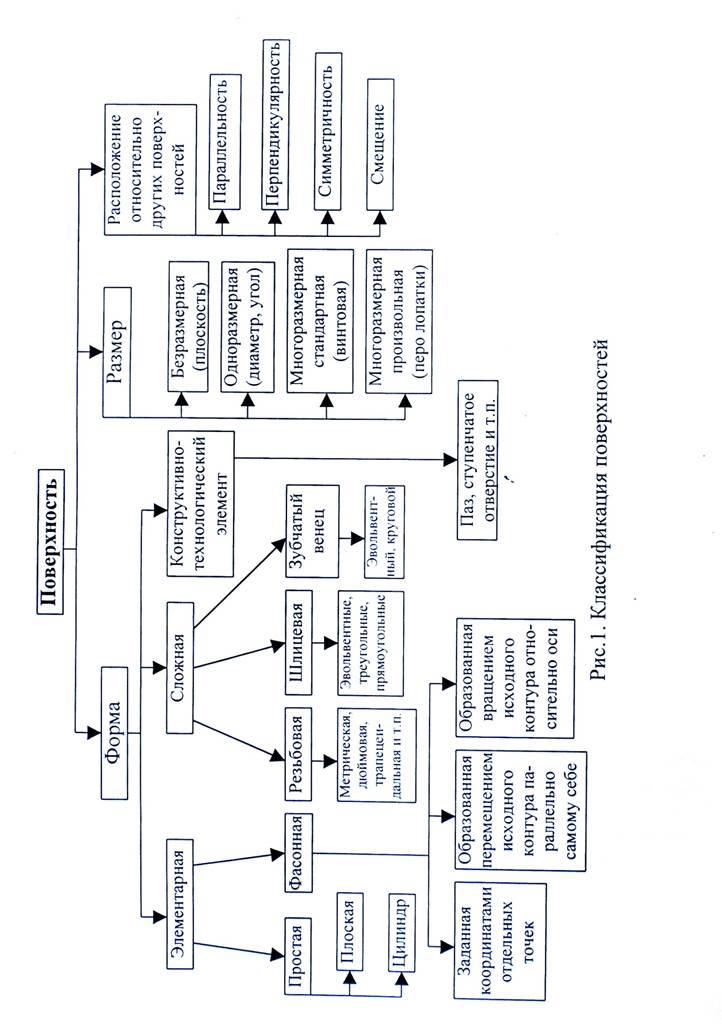
4.1. Перенос формы инструмента на заготовку (копирование); 4.2. За счёт взаимного перемещения инструмента и заготовки (кинематика). По наличию контакта между заготовкой и инструмента. 5.1. Бесконтактные; 5.2. Контактные. КЛАССИФИКАЦИЯ ПОВЕРХНОСТЕЙ
Одним из факторов, определяющих выбор метода обработки, является форма поверхности. Какая бы ни была сложная по форме деталь, её можно разбить на элементарные поверхности. Классификацию поверхностей представим в виде схемы (рис.1.). Обработка сложных поверхностей требует специального инструмента, приспособлений и сложной кинематики движений. Для обработки конструктивно - технологического элемента может потребоваться несколько инструментов.
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ Лекция № 2 Тема: МЕТОДЫ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
При изготовлении деталей авиационных двигателей используется большое количество методов обработки наружных цилиндрических поверхностей (валов) как традиционных, так и специальных: точение, шлифование, фрезерование, протягивание, а также тонкое и алмазное точение, притирка, суперфиниширование, полирование и другие. Как правило, материалы на завод поступают в виде прутков (6... 12 м), которые в заготовительном производстве проходят ряд подготовительных операций, направленных на получение заготовок, поступающих на дальнейшую обработку в механические цеха. Прутки подвергают правке (рихтовке), резке, подрезанию торцев и центрованию, а также обдирке (грубая предварительная обработка). Выделение предварительного производства в отдельный цех вызвано следующими причинами: 1. Выявление дефектов материалов на ранней стадии производства. 2. Возможность обеспечить концентрацию операций. 3. Уменьшение веса заготовки и её поступление в основное производство с минимальными припусками. 4. Повышение культуры производства и производительности труда как заготовительного, так и основного производств.
ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ ПРАВКА ПРУТКОВ
Правку проводят разными способами. 1. В мелкосерийном и единичном производствах используются винтовые, фрикционные и гидравлические прессы. Заготовка устанавливается в призмы или в центра (d < 60мм) и к ней прикладывается усилие. Метод обладает малой производительностью. Точность правки (кривизна) 1 мм на 1 м длины.
вильно-калибровочные машины. Пруток устанавливается между несколькими парами правильных роликов, образующие которых выполнены в виде гиперболы. Расстояние между роликами регулируется. Угол наклона роликов к оси прутка α равен 20 градусов, что позволяет создать в рабочей зоне линейный контакт. Ролики установлены в подшипниках в специальном барабане, который вращается. В результате разложения сил и скоростей вращения, действующих в зоне контакта, пруток получает прямолинейное движение через рабочую зону машины со скоростью от 5 до 30 м/сек. Метод позволяет обеспечить точность 0,5... 1мм на 1 погонный метр при высокой производительности. После правки осуществляется разрезка прутков. |
Последнее изменение этой страницы: 2019-05-08; Просмотров: 260; Нарушение авторского права страницы
 Цель правки - придание пруткам прямолинейной формы. Рассмотрим схему. Припуск на последующую обработку равен: zp = zmin + рн + Т +ТД.
Цель правки - придание пруткам прямолинейной формы. Рассмотрим схему. Припуск на последующую обработку равен: zp = zmin + рн + Т +ТД. 2. В серийном и массовом производствах применяют специальные пра-
2. В серийном и массовом производствах применяют специальные пра-