
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
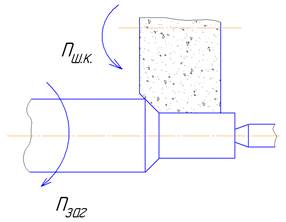
МЕТОД ГЛУБИННОГО ШЛИФОВАНИЯ
Достоинства метода: высокая производительность, совмещение основного и обдирочного шлифования, стабильность размеров. Недостатки: сильный и неравномерный износ шлифовального круга, поэтому его необходимо постоянно править; возможность появления прижогов в зоне шлифования; необходимость специального оборудования повышенной жёсткости (люфты приводят к вибрации и ухудшению качества обработки). Применяется на обдирочном и получистовом шлифовании жёстких коротких деталей (валов, осей, пазов и т.п.), а также при окончательном шлифовании деталей сложного контура (например: хвостовик лопатки турбины в виде ёлки).
ШЛИФОВАНИЕ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ МЕТОДОМ ВРЕЗАНИЯ
КОМБИНИРОВАННЫЙ МЕТОД ШЛИФОВАНИЯ
Последовательность обработки следующая: круг устанавливается в позицию 1 и осуществляется поперечное врезание на глубину 2/3 z, затем круг отводится и устанавливается в позицию 2 (с перекрытием около 10 мм) и снова осуществляется поперечное врезание и т.д. После того, как вся деталь будет пройдена по длине, используют метод продольного шлифования, при этом удаляют оставшуюся 1/3 часть припуска. Достоинством метода является высокая производительность, а недостатком - необходимость частой правки круга. Метод применяется на черновых (в основном) и чистовых операциях для обработки деталей большой длины, как гладких, так и ступенчатых (валы, протяжки, оси и т.п.).
БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ
При этом методе заготовка устанавливается на опорный нож и приводится во вращение ведущим кругом ( V вед.к. ). Шлифовальный круг установлен напротив ведущего круга и вращается в противоположную сторону ( V ш.к. ). В зоне шлифования скорость вращения ведущего круга раскладывается на две составляющие: скорость вращения и скорость осевого продольного перемещения. Скорость вращения заготовки меньше, чем скорость ведущего круга, т.к. в зоне шлифования происходит её проскальзывание: V заг = λпр V вед.к. , где λпр - коэффициент проскальзывания, величина которого зависит от связки шлифовального круга и от величины припуска(Z пр = 0,8...0,9). Процесс обработки происходит при непрерывной правке, как шлифовального, так и ведущего круга (с помощью алмазов). Для обеспечения линейного контакта ведущего круга с заготовкой, ему при правке придают форму однополостного гиперболоида. Обработка осуществляется в несколько проходов при обильном охлаждении. За один проход с заготовки снимают слой металла глубиной t=0,03...0,05 мм. Скорости вращения кругов следующие: V вед.к. = 15...20 м/мин, V ш.к. = 20...30 м/сек. Достоинства метода: - высокая производительность (в несколько раз больше, чем шлифование в центрах); - простота схемы обработки; - высокая точность обработки (5-6 кв.) и малая шероховатость 0,16мкм; - возможность автоматизации. Недостатки метода: - отсутствие жёсткой связи заготовки с технологической системой, что приводит смещению заготовки в процессе обработки относительно базовых элементов системы; - наличие нескольких точек контакта (трёх) с кругами и с опорной поверхностью, что приводит к появлению погрешности формы в поперечном направлении - гранности; - необходимость подбирать при различных диаметрах заготовок высоту расположения их осей относительно плоскости Q. Чем ниже опущена ось заготовки, тем больше появляется граней. При очень высоком подъёме заготовки над плоскостью Q появляется погрешность формы в виде овала, поэтому рекомендуется приподнимать ось заготовки над осями кругов на высоту h = 2 /3 D 3АГ. Рассмотренный метод называется методом продольной подачи. Бесцентровое шлифование может также осуществляться следующими методами: 1. Метод продольной подачи до упора - используется для шлифования конических поверхностей (ведущий и шлифовальные круги выполнены в виде конусов). 2. Метод поперечной подачи - ведущий круг не имеет угла поворота (α) и правится, как цилиндрическая поверхность. Поперечное врезание осуществляется за счёт подачи ведущего круга ( S поп ). Может применяться при фасонном шлифовании. Метод бесцентрового шлифования применяется на черновом и чистовом шлифовании цилиндрических и конических поверхностей.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 457; Нарушение авторского права страницы
 Представляет собой разновидность шлифования с продольной подачей. Шлифовальный круг снимает весь припуск сразу за один ход, причём подача осуществляется только в одну сторону. Коническая часть круга осуществляет резание, а цилиндрическая часть зачищает поверхность. Обработку производят с глубиной резания t = 0,5...5 мм и более, при подаче S ПР = 100...300 мм/мин.
Представляет собой разновидность шлифования с продольной подачей. Шлифовальный круг снимает весь припуск сразу за один ход, причём подача осуществляется только в одну сторону. Коническая часть круга осуществляет резание, а цилиндрическая часть зачищает поверхность. Обработку производят с глубиной резания t = 0,5...5 мм и более, при подаче S ПР = 100...300 мм/мин. В этом методе врезание (подачу) осуществляют непрерывно на всю глубину, либо периодически (последовательное врезание с остановками). Подача небольшая S ПОП = 0,003 - 0,005 мм/об. Ширина шлифовального круга несколько больше длины заготовки. Иногда, для повышения точности, после полного врезания кругу дают продольные перемещения с небольшой амплитудой (до 3мм). Максимальная ширина заготовки не превышает 300мм. Применяется для обдирочного и чистового шлифования конических и цилиндрических поверхностей.
В этом методе врезание (подачу) осуществляют непрерывно на всю глубину, либо периодически (последовательное врезание с остановками). Подача небольшая S ПОП = 0,003 - 0,005 мм/об. Ширина шлифовального круга несколько больше длины заготовки. Иногда, для повышения точности, после полного врезания кругу дают продольные перемещения с небольшой амплитудой (до 3мм). Максимальная ширина заготовки не превышает 300мм. Применяется для обдирочного и чистового шлифования конических и цилиндрических поверхностей. Этот метод иногда называют - шлифование уступами. Он представляет собой комбинацию методов продольной подачи и врезания.
Этот метод иногда называют - шлифование уступами. Он представляет собой комбинацию методов продольной подачи и врезания. 