|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет припусков и межпереходных размеров на фрезерование торцовой поверхности, корпуса насоса
В результате обработки необходимо выдержать расстояние 70±0, 23 мм от базовой поверхности, в качестве которой принята плоскость симметрии торцовых поверхностей, и обеспечить шероховатость поверхности по Ra = 5, 0 мкм. Требуемая точность размера детали Тд = 0, 46 мм и шероховатость поверхности обеспечивается чистовым фрезерованием торцевой фрезой Тд = Т2 Чистовой обработке предшествует черновое фрезерование по IT14, которое позволит обеспечить точность размера Т1 = 0, 74 мм, в пределах ±0, 37 мм. Определим требуемое уточнение ε То: ε То = Тзаг / Тд = 2, 4 / 0, 46 = 5, 22 (10) где Тз – допуск на размер заготовки; Тд – допуск на размер детали. Уточнение при чистовом фрезеровании: ε 2 = Т1 / Т2 = 0, 74 / 0, 46 = 1, 61 Уточнение при черновом фрезеровании: ε 1 = Т3аг / Т2 = 2, 4 / 0, 74 = 3, 24 Общее уточнение, полученное в результате выполнения выбранных переходов: ε о = ε 1 ∙ ε 2 = 1, 61 ∙ 3, 24 = 5, 22 ≥ ε То что гарантирует достижение требуемой точности детали. Таким образом технологический маршрут обработки состоит: · Черновое фрезерование (Rz = 80 мкм, 14 квалитет); · Чистовое фрезерование (Rа = 5, 0 мкм, 13 квалитет). Минимальный припуск при последовательной обработке противолежащих поверхностей (односторонний припуск), определяется по формуле [46, с.332]: zi min = (Rz + h)i – 1 + Δ Σ i – 1 + ε i (11) где Rzi-1 – высота неровности профиля на предшествующем переходе, мкм; hi-1 – глубина дефектного поверхностного слоя на предшествующем переходе, мкм; Δ Σ i-1 – суммарные отклонения расположения и формы поверхности, мкм; ε i – погрешность установки заготовки на выполняемом переходе, мкм. Для отливок из стали при машинной формовке по металлическим моделям и наибольшем размере до 500 мм [46, с.329, таб.6]: Rz + h = 300 мкм. Погрешность расположения и формы поверхности были определены из таблицы 15 [46, с.232]: Δ Σ заг = 0, 4 мм Погрешность установки отливки в трехкулачковый самоцентрирующий патрон принимаем по таблице 13 [46, с.50]: смещение радиальное Δ р = 500 мкм; осевое Δ о = 150 мкм. Тогда погрешность установки при черновом фрезеровании: ε у1 = (Δ р2 + Δ о2)0, 5 = (5002 + 1502)0, 5 = 522 мкм Тогда минимальный припуск под черновое фрезерование: z1 min = 300 + 400 + 522 = 1222 мкм После первого технологического перехода чернового фрезерования [46, с.332, таб.10]: назначаем – Rz = 80 мкм; h = 80 мкм. Остаточное пространственное отклонение: Δ ост = kу ∙ Δ заг где kу – коэффициент уточнения формы [23 с.18, таб. 2.13]. После чернового фрезерования: Δ Σ 1 = 0, 06 ∙ 400 = 24 мкм. Погрешность установки при чистовом фрезеровании ε уi-1 = 0, так как чистовое и черновое фрезерование проводится с одной установки без перезакрепления заготовки. Определим минимальный припуск под чистовое фрезерование: z2 min = 160 + 24 + 0 = 184 мкм Графу «Расчётный размер» таблицы 15 заполняем, начиная с конечного минимального размера по чертежу, последовательным прибавлением расчётного минимального припуска, каждого технологического перехода: · Ар2 = Аmin 2 + z2 min = 69, 77 + 0, 184 = 69, 954 мм; · Ар1 = Аmin 1 + z1 min = 69, 954 + 1, 222 = 71, 176 мм. Значение допусков каждого технологического перехода принимаем по таблице [46, с.341, таб.32], в соответствии с квалитетом, используемого метода обработки. Наименьший предельный размер определяем округлением расчётных размеров в сторону увеличения их значений. Округление производим до того же знака десятичной дроби, с каким дан допуск на размер. Наибольшие предельные размеры определяем прибавлением допусков к наименьшим предельным размерам: Аmax 2 = Аmin 2 + T2 = 69, 77 + 0, 46 = 70, 23 мм; Аmax 1 = Аmin 1 + T1 = 69, 96 + 0, 74 = 70, 70 мм; Аmax заг = Аmin заг + Tзаг = 71, 2 + 2, 4 = 73, 6 мм; Минимальные значения припусков равны разности наименьших предельных размеров, а максимальные значения, соответственно разности наибольших предельных размеров:
Общие припуски z0 min и z0 max определяем, суммируя промежуточные припуски, и записываем их значения внизу соответствующих граф. z0 min = 1240 + 190 = 1430 мкм; z0 max = 2900 + 470 = 3370 мкм. Общий номинальный припуск: z0 ном = z0 min + Нзаг – Нд = 1430 + 1200 – 230 = 2400 мкм = 2, 4 мм. Номинальный размер заготовки: Азаг. ном = Ад.ном + z0 ном = 70 + 2, 4 = 72, 4 мм. Произведём проверку правильности расчёта:
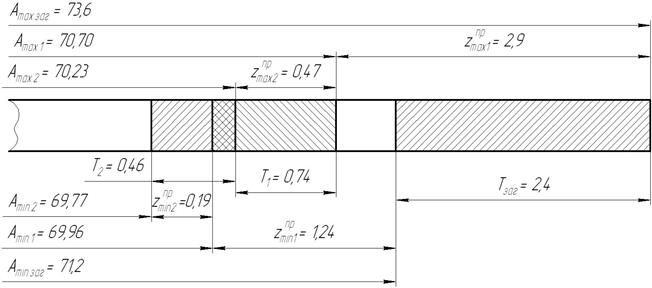
На основании данных расчётов построим схему расположения припусков и допусков на размер 70±0, 23 мм (рис. 18).
Рисунок 18 – Схема расположения припусков и допусков на обработку торцовой поверхности, на размер 70±0, 23 мм, от установочной плоскости. Таблица 15 – Расчёт припусков и предельных размеров на обработку торцовой поверхности в размер 70±0, 23 мм, от установочной плоскости корпуса насоса.
3.8.2 Расчет припусков и межпереходных размеров на расточку отверстия в корпусе насоса Ø 200 H8 (+0, 072) мм В результате обработки необходимо обеспечить точность размера отверстия Ø 200(+0, 072) мм (Тд = 0, 072 мм) и обеспечить шероховатость поверхности по Ra = 2, 5 мкм. По таблице 14 [46, с230], находим допуск на диаметр литого отверстия, для 10-го класса размерной точности, Тзаг = 3, 6 мм и назначаем предельные отклонения отверстия ±1, 8 мм. Определим требуемое уточнение ε То, которое необходимо обеспечить при растачивании литого отверстия: ε То = Тзаг / Тд = 3, 6 / 0, 072 = 50 Требуемая точность размера детали Тд = 0, 072 мм и шероховатость поверхности Ra = 2, 5 мкм, обеспечивается чистовым растачивание с точностью Тд = Т3. Чистовой обработке предшествует получистовое растачивание по IT10, которое позволит обеспечить точность размера Т2 = 0, 185 мм. Уточнение при чистовом фрезеровании: ε 3 = Т2 / Тд = 0, 185 / 0, 072 = 2, 57 Получистовому растачиванию предшествует черновое по IT13, соответственно, точность размера Т1 = 0, 72 мм. Уточнение при получистовом растачивании: ε 2 = Т1 / Т2 = 0, 72 / 0, 185 = 3, 9 Уточнение при черновом растачивании: ε 1 = ТЗаг / Т1 = 3, 6 / 0, 72 = 5, 0 Общее уточнение, полученное в результате выполнения выбранных переходов: ε о = ε 1 ∙ ε 2 ∙ ε 3 = 2, 57 ∙ 3, 9 ∙ 5, 0 = 51, 4 ≥ ε То что гарантирует достижение требуемой точности детали. Таким образом технологический маршрут обработки состоит [46, с.13-23]: · Черновое растачивание (Rz = 80 мкм, 13 квалитет); · Получистовое растачивание (Rz = 25 мкм, 10 квалитет); · Чистовое растачивание (Rа = 2, 5 мкм, 8 квалитет).
Расчёт припусков на обработку приведён в таблице № 16, с описанием технологического маршрута обработки отверстия и все значения припусков. Минимальный припуск при обработке поверхностей вращения, определяется по формуле [46, с. 322]:
Здесь Rzi-1 – высота неровности профиля на предшествующем переходе, мкм; hi-1 – глубина дефектного поверхностного слоя на предшествующем переходе, мкм; Δ Σ i-1 – суммарные отклонения расположения и формы поверхности, мкм; ε i – погрешность установки заготовки на выполняемом переходе, мкм. Для отливок из стали при машинной формовке по металлическим моделям и наибольшем размере до 500 мм [46, с.329, таб.6]: Rz + h = 300 мкм. Погрешность расположения и формы поверхности определяем из таблицы 15 [46, с.232]: Δ р.ф.о = 0, 64 мм. Погрешность расположения оси отверстия относительно технологических баз, принимаем смещение вызванное перекосом стержня Δ р.т.б = 1, 4 мм. Суммарная погрешность расположения и формы: Δ Σ заг = (Δ р.ф.о2 + Δ р.т.б2)0, 5 = (0, 642 + 1, 42)0, 5 = 1, 54 мм. Погрешность установки отливки в трехкулачковый самоцентрирующий патрон принимаем по таблице 13 [46, с.50]: смещение радиальное Δ р = 500 мкм; осевое Δ о = 150 мкм. Тогда погрешность установки при черновом растачивании:
Тогда минимальный припуск под черновое растачивание: z1 min = 300 + 1540 + 522 = 2362 мкм После первого технологического перехода чернового растачивания [46, с.332, таб.10]: назначаем – Rz = 80 мкм; h = 80 мкм. Остаточное пространственное отклонение после чернового растачивания, определим из выражения: Δ 1 = kу ∙ Δ Σ заг где kу – коэффициент уточнения формы [23, с.18, таб. 2.13]. Тогда после чернового фрезерования: Δ Σ 1 = 0, 06 ∙ 1540 = 92 мкм. Погрешность установки при получистовом растачивании ε уi-1 = 0, так как чистовое, получистовое и черновое растачивание проводится с одной установки без перезакрепления заготовки. Определим минимальный припуск под получистовое растачивание: z2 min = 160 + 92 + 0 = 252 мкм После второго технологического перехода получистового растачивания [46, с.332, таб.10]: назначаем – Rz = 25 мкм; h = 25 мкм. Остаточное пространственное отклонение: Δ Σ 2 = kу ∙ Δ Σ заг = 0, 04 ∙ 1540 = 62 мкм. где kу – коэффициент уточнения формы [23, с.18, таб. 2.13]. Погрешность установки при чистовом растачивании ε уi-1 = 0. Определим минимальный припуск под чистовое растачивание: z3 min = 50 + 62 + 0 = 112 мкм Графу «Расчётный размер» таблицы 16 заполняем, начиная с конечного размера, последовательным вычитанием расчётного минимального припуска, каждого технологического перехода: · для получистового растачивания: dр2 = 200, 072 – 0, 112 = 199, 96 мм; · для чернового растачивания: dр1 = 199, 96 – 0, 252 = 199, 708 мм; · для заготовки: dр.заг. = 199, 708 – 2, 362 = 197, 346 мм; Значение допусков принимаем по таблице [46, с.341, таб.32], в соответствии с квалитетом, используемого метода обработки. Наибольший предельный размер определяем округлением расчётных размеров в сторону уменьшения их значений. Округление производим до того же знака десятичной дроби, с каким дан допуск на размер. Наименьшие предельные размеры определяем вычитанием допусков от наибольших предельных размеров: dmin 3 = dmax 3 – T3 = 200, 072 – 0, 072 = 200 мм; dmin 2 = dmax 2 – T2 = 199, 960 – 0, 185 = 199, 775 мм; dmin 1 = dmax 1 – T1 = 199, 70 – 0, 72 = 198, 98 мм; dmin заг = dmax заг – Tзаг = 197, 3 – 3, 6 = 193, 7 мм; Минимальные значения припусков равны разности наибольших предельных размеров, а максимальные значения соответственно разности наименьших предельных размеров выполняемого и предшествующего переходов:
Общие припуски z0 min и z0 max определяем, суммируя промежуточные припуски, и записываем их значения внизу соответствующих граф. 2z0 min = 112 + 260 + 2400 = 2772 мкм; 2z0 max = 225 + 795 + 5280 = 6300 мкм. Общий номинальный припуск: z0 ном = z0 min + Взаг – Вд = 2772 + 1800 – 72 = 4500 мкм = 4, 5 мм. Номинальный диаметр заготовки: dзаг. ном = dд.ном – z0 ном = 200 – 4, 5 = 195, 5 мм. Произведём проверку правильности расчёта:
На основании данных расчётов построим схему графического расположения припусков и допусков на обработку отверстия Æ 200H8(+0, 072) в корпусе насоса (рис. 19).
Рисунок 19 – Схема графического расположения припусков и допусков на обработку отверстия Æ 200H8(+0, 072).
Таблица 16 – Расчёт припусков и предельных размеров на обработку отверстия корпуса насоса Æ 200 H8 (+0, 072) мм.
Таблица 17 – Припуски и допуски на рассматриваемые размеры отливки корпуса насоса.
На основании величин припусков приведенных в таблице 17, можно сделать вывод: изготовление литейной оснастки по расчетным припускам, позволит уменьшить припуски на механическую обработку, что позволяет снизить объем отходов и нормы времени на механическую обработку.
Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 4426; Нарушение авторского права страницы
 = Аmin 1 – Аmin 2 = 69, 96 – 69, 77 = 0, 19 мм;
= Аmin 1 – Аmin 2 = 69, 96 – 69, 77 = 0, 19 мм;  = Аmin заг – Аmin 1 = 71, 2 – 69, 96 = 1, 24 мм;
= Аmin заг – Аmin 1 = 71, 2 – 69, 96 = 1, 24 мм;  = Аmax 1 – Аmax 2 = 70, 70 – 70, 23 = 0, 47 мм;
= Аmax 1 – Аmax 2 = 70, 70 – 70, 23 = 0, 47 мм;  = Аmax заг – Аmax 1 = 73, 6 – 70, 70 = 2, 90 мм.
= Аmax заг – Аmax 1 = 73, 6 – 70, 70 = 2, 90 мм. 470 – 190 = 740 – 460
280 = 280
470 – 190 = 740 – 460
280 = 280
 2900 – 1240 = 2400 – 740
1660 = 1660
2900 – 1240 = 2400 – 740
1660 = 1660


 (12)
(12) мкм
мкм = 0, 225 мм = 225 мкм;
= 0, 225 мм = 225 мкм;  = 199, 775 – 198, 98 = 0, 795 мм = 795 мкм;
= 199, 775 – 198, 98 = 0, 795 мм = 795 мкм;  = 198, 98 – 193, 7 = 5, 28 мм = 5280 мкм.
= 198, 98 – 193, 7 = 5, 28 мм = 5280 мкм. = 200, 072 – 199, 96 = 0, 112 мм = 112 мкм;
= 200, 072 – 199, 96 = 0, 112 мм = 112 мкм;  = 199, 96 – 199, 70 = 0, 26 мм = 260 мкм;
= 199, 96 – 199, 70 = 0, 26 мм = 260 мкм;  = 199, 7 – 197, 3 = 2, 4 мм = 2400 мкм.
= 199, 7 – 197, 3 = 2, 4 мм = 2400 мкм.