|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет числа единиц оборудования, количества рабочих мест и состава работающих
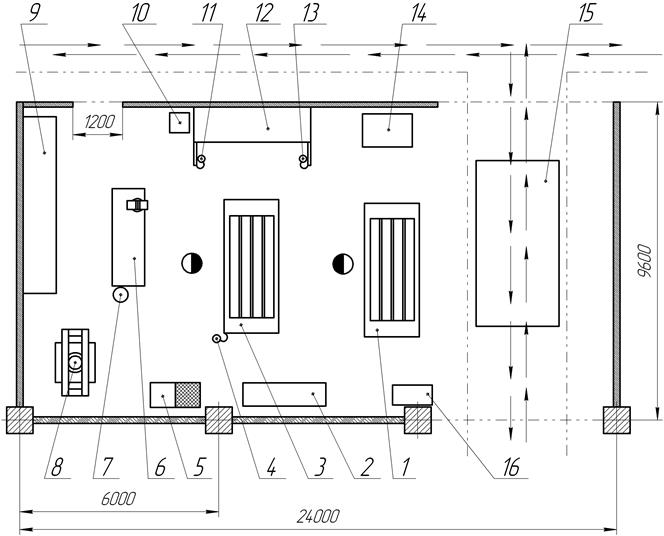
Расчет числа единиц оборудования, рабочих мест и состава работающих, проведем на основании данных полученных в предыдущем подразделе. Для выполнения данной программы выпуска, при двухсменном режиме работы предприятия необходимо 2 сборщика – по одному на каждую смену. Так как сборка непоточно-стационарная, то для сборки узла и контроля требуемых параметров точности число сборочных стендов, принимаем равным 1. Так же необходим: 1. Гидравлический пресс; 2. Пневматический гайковерт; 3. Пневматический винтоверт; 4. Кран-балка. Планировка участка сборки Планировку участка сборки разрабатываем в соответствии с принятой формой организации производства. На сборочном участке необходимо предусмотреть, для непоточно-стационарной сборки: 1. Стенд для общей сборки изделия, который так же должен использоваться в качестве стенда для регулировки и контроля требуемых норм точности; 2. Верстак для сборки подузлов и комплектов; 3. Гидравлический пресс, для сборки соединений с натягом; 4. Емкость для промывки деталей, с сеткой; 5. Столы и стеллажи для хранения и поступления комплектующих деталей и сборочных единиц, дожидающихся сборки. 6. Столы или стеллажи под регулировочные приспособления и измерительные приборы и инструменты. 7. Кран-балка управляемая с пола для перемещения крупногабаритных и (или) тяжелых предметов (детали, сборочные единицы, собранные узлы и т.д.); 8. Транспортная платформа, для транспортировки собранных изделий и узлов со сборочного участка на склад; 9. Предусмотреть подвесное оборудование (гайковерт, винтоверт, подвод воздуха) в рабочей зоне сборщика, для механизации сборочных работ. Для обеспечения требований техники безопасности и охраны труда необходимо предусмотреть проходы, между столами верстаками и прочим оборудованием, не менее 800 мм и проходы на территорию сборочного участка: для транспортных средств – 3000 мм и для персонала – 1200 мм. План участка сборки представлен на рисунке 6.
Рисунок 6 - Планировка слесарно-сборочного участка. 1 – стенд для испытаний и контроля собранного узла; 2 – шкаф для стандартных крепежных элементов; 3 – сборочный стенд с пневмооборудованием; 4 – пневмопистолет для удаления стружки и пыли сжатым воздухом; 5 – ванна для промывки деталей перед сборкой с сеткой для сушки; 6 –верстак слесарный с тисками ручными; 7 –емкость с консистентной смазкой; 8 –гидравлический пресс; 9 – стеллаж для деталей и стандартных комплектов; 10 – емкость с маслом; 11 – подвеска с пневматическим гайковертом; 12 – стеллаж для инструмента, мерительных приборов и приспособлений; 13 – подвеска с пневматическим винтовертом; 14 – контейнер для мусора; 15 – транспортная платформа для готовых изделий; 16 – контейнер с песком. Разработка технологического процесса изготовления корпуса Служебное назначение Служебное назначение корпуса насоса, заключается в обеспечении точности положения рабочего колеса относительно всасывающего патрубка. В рассматриваемом узле, корпус насоса является базовой деталью комплекта, в который входят крепежные элементы – шпильки и втулка сальника. Эта сборочная единица присоединяется к опорному кронштейну. Базирование корпус насоса осуществляется по торцовой плоской поверхности и ступени цилиндрической формы, которыми он присоединяется к выступу цилиндрической формы на торцовой плоской поверхности опорного кронштейна. Данный комплект баз является основными конструкторскими базами, так как определяют положение корпуса насоса в узле. Базирование всасывающего патрубка осуществляется по противоположной торцовой плоской поверхности и цилиндрическому отверстию корпуса, которые образуют комплект вспомогательных конструкторских баз. Отверстие в корпусе под сальниковую набивку и втулку сальника так же являются комплектом вспомогательных конструкторских баз.
Технические условия Проведем анализ связей между поверхностями. Для обеспечения точного и однозначного положения определенных поверхностей необходимо: · Поверхность цилиндрической ступени Ø 210 мм являющейся опорной базой корпуса необходимо обработать с шероховатостью Ra = 2, 5 мкм по квалитету Н8 и обеспечить допуск на диаметральный размер Т = 0, 072мм; · Поверхность цилиндрического отверстия Ø 200 мм являющегося опорной базой всасывающего патрубка необходимо обработать с шероховатостью Ra = 2, 5 мкм по квалитету Н8 и обеспечить допуск на диаметральный размер Т = 0, 072мм; · Торцовые поверхности Ø 280 мм, служащие установочными базами при установке всасывающего патрубка на корпус и корпуса на опорный кронштейн, обработать с шероховатостью Ra = 5, 0 мкм. Обеспечить допуск перпендикулярности торцовых поверхностей общей оси отверстий корпуса Т = 0, 05/100 мм/мм. · Поверхность цилиндрического отверстия Ø 50 мм являющегося опорной базой втулки сальника необходимо обработать с Ra = 2, 5 мкм по квалитету Н9 и обеспечить допуск на диаметральный размер Т = 0, 062мм; · Поверхность цилиндрического отверстия Ø 60 мм, для облегчения установки сальника, необходимо обработать с Ra = 2, 5 мкм, по квалитету Н11 и обеспечить допуск на диаметральный размер Т = 0, 19мм; · Обеспечить допуск соосности отверстия Ø 200Н8(+0, 072) к общей оси корпуса ………………………………………………………………..… Т = 0, 05 мм; · Обеспечить допуск соосности отверстия Ø 210Н8(+0, 072) к общей оси корпуса ………………………………………………………………….. Т = 0, 05 мм; · Обеспечить допуск соосности отверстия Ø 50Н9(+0, 062) к общей оси корпуса …………………………………………………………………….. Т = 0, 04 мм; · Выполнить 4-е глухих резьбовых отверстия (под шпильки) М16-7Н, для крепления корпуса насоса к опорному кронштейну, выдерживая позиционный допуск, относительно оси ступени Ø 210Н8, Т = 0, 3 мм; · Выполнить 4-е глухих резьбовых отверстия (под шпильки) М16-7Н, для крепления всасывающего патрубка к корпусу насоса, выдерживая позиционный допуск, относительно оси отверстия Ø 200Н8, Т = 0, 3 мм; · Выполнить два глухих резьбовых отверстия (под шпильки) М12-7Н, для уплотнения сальниковой набивки крышкой сальника, выдерживая позиционный допуск, относительно оси ступени Ø 210Н8, Т = 0, 3 мм; · Выполнить два сквозных отверстия с трубной резьбой 1/2”, в двух противоположных бобышках, обеспечить допуск параллельности осей отверстий к оси патрубка, Т = 0, 1/100 мм/мм; · Выполнить одно сквозное отверстие с трубной резьбой 1/2”, в цилиндрической ступени под сальниковое уплотнение, обеспечить допуск параллельности оси отверстия к оси патрубка, Т = 0, 1/100 мм/мм; · Выполнить 4-е сквозных отверстия Ø 15, во фланце патрубка, выдерживая позиционный допуск, относительно оси патрубка, Т = 0, 5 мм.
Анализ технологичности Технологичность материала В качестве материала для изготовления корпуса насоса используется коррозионно-стойкая нержавеющая сталь 10Х18Н9ТЛ ТУ 108.17 – 1039 – 79, применение которой обосновано условиями эксплуатации и свойствами перекачиваемой жидкости. Сталь 10Х18Н9ТЛ обладает достаточной твердостью для обеспечения заданных требований к точности и шероховатости обрабатываемых поверхностей, при этом обладает хорошими литейными свойствами. Недостатком данного материала является: высокая стоимость сталей этого класса, а так же достаточно большая линейная усадка. Технологичность конструктивных форм детали Конструкция корпуса насоса обеспечивает наличие комплекта надежных, технологических баз. Форма и расположение обрабатываемых поверхностей позволяет применять высокопроизводительные методы обработки – точение, фрезерование и растачивание на проход. Так же обеспечивается свободный подвод, отвод режущего инструмента и контроль мерительным инструментом обрабатываемых поверхностей. Отсутствуют отверстия расположенные на наклонной поверхности. Все резьбовые отверстия имеют со стороны входа метчика фаску, облегчающую центрирование метчика и придающую началу витка резьбы прочность. Размеры резьбы позволяют использовать стандартный резьбонарезной инструмент и как следствие, стандартные крепежные детали. Недостатком является наличие глухих резьбовых отверстий, наличие которых обусловлено условиями эксплуатации узла. Система простановки размеров В соответствии с принципом единства и постоянства баз, конструкторская база используется в качестве основной технологической базы, а так же в качестве измерительной базы. В процессе изготовления, контроль размеров обрабатываемых поверхностей, возможно, производить необходимым мерительным инструментом. На чертеже размеры проставлены с учетом удобства их контроля исключающем необходимость в их пересчете. Оптимальность требований к точности и качеству поверхности. Параметры точности и качества поверхностей заданы в соответствии с требованиями предъявляемым к этим поверхностям для выполнения деталью своего служебного назначения. Так же требования к качеству поверхностей заданы в соответствии с нормами точности размеров. Унификация и стандартизация конструктивных элементов. В конструкции корпуса насоса использовано минимально необходимое количество типоразмеров крепежных отверстий, позволяющих использовать стандартизованный инструмент. Предлагаемые изменения в конструкции детали. В целях улучшения технологичности, конструктивных элементов корпуса насоса, необходимо, уступ в корпусе насоса Ø 210 мм, используемый в качестве опорной конструкторской базы при установке корпуса на опорный кронштейн, выполнять при изготовлении отливки (рис. 7, б), с учетом только припуска на механическую обработку уступа в размер Ø 210 мм. В базовом варианте этот уступ изготавливался полностью в результате механической обработки (рис. 7, а). В результате этого изменения, уменьшается масса отливки, упрощается подвод и отвод инструмента, снижается объем механической обработки и соответственно, время на обработку.
Рисунок 7 – Варианты конструктивного исполнения цилиндрического базирующего уступа Ø 210Н8(+0, 072): а – базовый вариант; б – проектируемый вариант. Следующее изменение заключается в изменении способа обработки поверхности. В базовом варианте (рис. 8, а), необходимо выполнить четыре обнижения Ø 35 мм, отсутствие стандартизованного инструмента такого размера для получения плоской поверхности предполагает использование специального инструмента, что усложняет изготовление и как следствие ведет к увеличению себестоимости изделия. В качестве повышения технологичности предлагается выполнить 4-е паза шириной 40 мм (рис. 8, б), обработка пазов выполняется на проход, стандартизованным инструментом – концевой фрезой. Концевая фреза такого диаметра обладает высокой осевой жесткость, что позволит обработать поверхность за один проход с обеспечением заданных параметров размерной точности и качества поверхности.
Рисунок 8 – Варианты конструктивного исполнения плоской поверхности для отверстия: а – базовый вариант; б – проектируемый вариант. На основании проведенного анализа и предложенных изменений, можно сделать вывод, что конструкция корпуса технологична для проектируемой программы выпуска изделия и позволяет использовать все возможности используемого оборудования и инструмента, а так же конструктивные особенности, для обеспечения наиболее экономичного технологического процесса обеспечивающего требуемое качество изделия. Методы и схемы контроля Проведем анализ методов и схем контроля, требуемых параметров точности, обрабатываемых поверхностей корпуса насоса. 1. Контроль точности расстояния 140h12(-0, 4) и 224h14(-1, 15) между торцовыми поверхностями, а так же других линейных размеров, в силу широкого поля допуска, проводится штангенциркулем. 2. Контроль точности диаметральных размеров отверстий корпуса насоса: Æ 200Н8(+0, 072), Æ 50Н9(+0, 062) и Æ 60Н11(+0, 19) для серийного производства, экономически целесообразно производить, предельными калибрами пробками гладкими нерегулируемыми по ГОСТ 24851-81 и ГОСТ 2015-84. 3. Контроль точности диаметрального размера отверстия корпуса насоса Æ 210Н8(+0, 072) для серийного производства, экономически целесообразно производить, специально изготовленным калибром пробкой гладкой. 4. Контроль перпендикулярности оси отверстия Æ 200Н8(+0, 072) относительно торца с допуском 0, 05/100 мм/мм, выполняется с помощью индикатора часового типа по ГОСТ 577-68 с ценой деления 0, 01мм и диапазоном измерений 0 – 5 мм, установленного на оправке, которая вставляется в отверстие.
Рисунок 9 – Контроль перпендикулярности торца оси отверстия 5. Контроль параллельности торцовых поверхностей с допуском 0, 05/100 мм/мм, выполняется с помощью индикатора часового типа по ГОСТ 577-68 с ценой деления 0, 01мм и диапазоном измерений 0 – 5 мм, установленного на штативе, который устанавливается на контрольной плите (рис. 10).
Рисунок 10 – Контроль параллельности торцовых поверхностей 6. Для проведения контроля осей отверстий, необходимо материализовать ось, что осуществляют, применяя контрольные оправки (точность IT5, IT6) вставляемые в отверстия. При размере отверстия более 50 мм, оправки устанавливают через промежуточные контрольные втулки (точность IT5, IT6). Контроль соосности оси отверстия Ø 50 Н9 (+0, 062) относительно оси отверстия Ø 200 Н8 (+0, 072), выполняется проходным валиком, через промежуточную контрольную втулку (рис. 11).
Рисунок 11 – Контроль соосности отверстий проходным валиком 7. Контроль соосности оси отверстия Ø 210 Н8 (+0, 072) относительно оси отверстия Ø 200 Н8 (+0, 072), выполняется с помощью бокового индикатора часового типа по ГОСТ 577-68 с ценой деления 0, 01мм и диапазоном измерений 0 – 5 мм, установленного на оправке, которая вставлена в отверстие контрольной втулки установленной на контрольной плите (рис. 12).
Рисунок 12 – Контроль соосности отверстий проходным валиком
3.5 Выбор экономического варианта получения исходной заготовки Основным методом получения заготовок корпусных деталей является литьё. В качестве материала для изготовления корпуса насоса используется коррозионно-стойкая нержавеющая сталь 10Х18Н9ТЛ ТУ 108.17 – 1039 – 79, применение которой обосновано условиями эксплуатации и свойствами перекачиваемой жидкости. Сталь 10Х18Н9ТЛ обладает достаточной твердостью для обеспечения заданных требований к точности и шероховатости обрабатываемых поверхностей, при этом обладает хорошими литейными свойствами. Возможные варианты получения заготовки «корпус насоса»: · литьё в песчаные формы; · литьё в оболочковые формы; · литьё в кокиль; · литьё по выплавляемым моделям; Рассмотрим перечисленные варианты получения заготовок, для определения оптимального способа получения заготовки требуемого качества, исходя из годовой программы выпуска и массы отливки. 1. Литьё в песчаные формы [28, c. 151]. Наиболее универсальный метод, можно получить отливки самой сложной конфигурации и любой массы. Заготовки характеризуются пониженной точностью, высокими параметрами шероховатости и большими припусками на механическую обработку. Основное применение в единичном и серийном производстве. 2. Литьё в оболочковые формы [28, c.153] применяют для получения ответственных фасонных отливок в серийном и массовом производстве. Песчано-смоляная формовочная смесь содержит мелкозернистый песок и обладает высокой подвижностью, что позволяет получить высокую точность отпечатка и малую высоту микронеровностей отливки. В результате могут быть достигнуты: точность размеров, соответствующая 12-му квалитету и параметр шероховатости поверхности Rz = 20…10 мкм. Литьё в оболочковые формы позволяет уменьшить объём очистных и обрубных работ примерно на 50%, расход металла на 30÷ 50%; объём последующей механической обработки на 40÷ 50%, расход формовочной смеси в 10÷ 20 раз. Процесс получения отливки может быть полностью механизирован. Главный недостаток литья в оболочковые формы, является высокая стоимость связующего вещества (фенолформальдегидных смол). 3. Литьё в кокиль [28, c.151]. Для получения фасонных отливок в условиях серийного и массового производства. Отливки в кокиль имеют высокую точность размеров (11-й, 12-й квалитеты), шероховатость поверхности Ra = 10…5 мкм. Многократность использования металлических форм может составить до нескольких тысяч заливок. Внутренняя конфигурация отливки обеспечивается с помощью песчаных или металлических стержней. В данном случае получение заготовки этим способом неприемлемо в связи с тем, что разъём формы необходимо делать из нескольких частей, отформовать внутреннюю поверхность отливки сложно, расположить стержни, для обеспечения не обходимой точности расположения отверстий, так же сложно. Следовательно, этот способ исключаем. 4. Литьё по выплавляемым моделям. Применяется для изготовления сложных и точных заготовок. Для каждой отливки изготавливается разовая модель с элементами литниковой системы из легкоплавкого модельного состава (на основе парафина, стеарина, цезарина и т.д.). Формовочная смесь в виде жидкой суспензии наносится в несколько слоёв (до 12) с сушкой каждого слоя на воздухе в течении 2 ÷ 4 часов. После выплавления модели и прокаливания получают прочную тонкостенную оболочку. Полученная форма не имеет разъёмов и знаковых частей. Это даёт высокую точность размеров (до 11-го квалитета) и взаимного расположения поверхностей. Параметр шероховатости поверхности Rz = 20…10 мкм. Механическая обработка полученных заготовок минимальна. В данном случае использование этого варианта неприемлемо в силу того, что это самый сложный, самый длительный и трудоёмкий способ литья. Этим способом экономически более выгодно изготавливать мелкие, но сложные по конфигурации заготовки с высокими параметрами точности размеров и шероховатости поверхностей. Следовательно, этот способ то же исключаем. Из перечисленных вариантов наиболее приемлемыми являются: · литье в песчано-глинистые формы; · литье в оболочковые формы. Проведем анализ методов получения заготовки по экономическим затратам, обеспечивающий наименьшие затраты при получении заготовки. Литье в оболочковые формы обеспечивает достаточно высокую точность заготовки, следовательно, снижается припуск на механическую обработку. Литьё в песчано-глинистые формы, для годовой программы 5000 шт./год, принимаем металлическую модель, и машинную формовку, что позволяет получать качественные однородные отливки со стабильными параметрами точности, соответствующие параметрам точности отливок полученных литьем в оболочковые формы. Следовательно, для отливки средней сложности и условий механизированного серийного производства [46, с.219 – 227], [11], принимаем: · класс размерной точности отливки - 10; · степень коробления элементов отливки - 6; · степень точности поверхностей отливки - 14; · по степени точности - шероховатость поверхности Ra = 40мкм; Так как параметры точности заготовок совпадают, то припуски на механическую обработку будут одинаковые, следовательно, операции для требуемой механической обработки так же будут одинаковы. Различия будут в стоимости получения заготовки. Стоимость заготовки определяем по формуле [29, с.31]: Sзаг = [(Ci/1000) ∙ Q ∙ kт ∙ kс ∙ kв ∙ kм ∙ kп] – (Q – q) ∙ (Sотх/1000) (9) где Сi - базовая стоимость 1т заготовок, руб.; Q - масса заготовки, кг: песчано-глинистые формы Qп-г.ф. = 41, 6 кг; оболочковые формы Qоб.ф. = 40, 8 кг q - масса готовой детали, кг; q = 37 кг Sотх – цена 1т отходов, руб.; Sотх = 58580 руб. kт – коэффициент, зависящий от класса точности отливки; kс – коэффициент, зависящий от группы сложности отливок, (3 гр. сложности); kв – коэффициент, зависящий от массы отливки; kм – коэффициент, зависящий от марки материала отливки; kп – коэффициент, зависящий от объёма производства; Величины всех необходимых коэффициентов приняты по рекоменда-циям и по данным приведенным в таблицах №№ 2.6 ÷ 2.11 [29, с. 31 – 36], и для каждого метода литья приведены в таблице 6. Таблица 6 – Величины коэффициентов для расчета стоимости заготовки
Стоимость заготовки полученной литьем в песчано-глинистые формы(9): Sзаг = [85, 37 ∙ 41, 6 ∙ 1, 1 ∙ 1, 0 ∙ 0, 82 ∙ 1, 93 ∙ 1, 0] – (41, 6 – 37) ∙ 58, 58 = 5913, 0 руб. Стоимость заготовки полученной литьем в оболочковые формы (9): Sзаг = [89, 52 ∙ 40, 8 ∙ 1, 1 ∙ 1, 0 ∙ 0, 82 ∙ 1, 93 ∙ 1, 0] – (40, 8 – 37) ∙ 58, 58 = 6135, 74 руб. На основании выполненного расчета видно, что наиболее экономичным вариантом получения заготовки является, литье в песчано-глинистые формы с машинной формовкой по металлическим моделям. Согласно ГОСТ 26645-85 [11], на каждую обрабатываемую поверхность назначаем припуск и допуск на размер, соответствующий классу размерной точности отливки – 10, с учетом степени: коробления и точности элементов отливки. Крепежные отверстия и отверстия под резьбу в отливке не изготавливаются из-за их малого диаметра. У отливки удаляют литники и прибыли. Подвергают ее очистке от остатков формовочной смеси на дробеструйной машине. Для снятия остаточных напряжений в отливке, выравнивания структуры и улучшения обрабатываемости резанием, производится отжиг при температуре Tmax = 750-780° С в течении t = 12 часов [46, с.218, таб.8]. На рисунке 13, изображена оснастка для изготовления отливки в песчано-глинистой форме.
Рисунок 13 – Литейная оснастка для изготовления отливки в песчано-глинистой форме Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1686; Нарушение авторского права страницы