|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
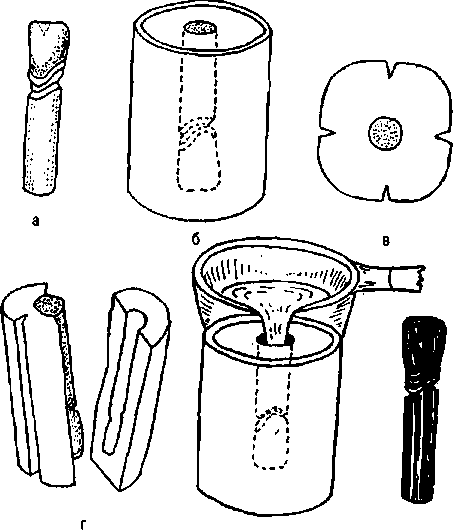
Изготовление металлического штампа.
Рис.. Получение металлического штампа: а - гипсовый штамп; б - гипсовый штамп в резиновом кольце; в -гипсовый блок с гипсовым штампом; г - расколотый гипсовый блок; д - заполнение гипсового блока-формы легкоплавким сплавом; е — металлический штамп. Для перевода гипсовой заготовки штампа в металлический штамп изготавливают специальную гипсовую форму, состоящую из двух половин. Для изготовления формы служит металлическая рамка шириной 5 - 6 см, высотой бортов 2 см и длиной 15 - 20 см или больше. Замешивают гипс, заливают в рамку и сглаживают влажным шпателем его поверхность. Заготовки штампов вынимают из холодной воды и погружают в гипс апроксимальной стороной точно на половину, на расстоянии друг от друга 0, 5 см, после затвердения гипса форму освобождают от рамки, сравнивают поверхность и делают по краям бруска два конических углубления. Опустив брусок на несколько минут в холодную воду, заливают его 2 - 3 см гипса для получения второй половины формы. После затвердения гипса форму раскрывают, заготовки штампов удаляют, ложе расширяют ближе к основанию, и затем обе половины формы соединяют по имеющимся коническим выступам. Легкоплавкий металл плавят в специальной ложке с деревянной ручкой и заливают в имеющиеся в форме отверстия ложа штампов. После охлаждения металла форму раскрывают и вынимают отлитые металлические штампы. Подбор гильзы и подготовка ее к предварительной штамповке. Берется стандартная гильза диаметром равным шейки зуба. Если такой гильзы нет, то имеющуюся гильзу протягивают в аппаратах «Caмсон» или «Шарп». Правильно подготовленная гильза с трудом натягивается на металлический штамп. Гильзу обжигают. Предварительная штамповка металлической коронки. После этого техник делает предварительную обработку гильзы на наковальне с помощью молоточка. Гильзу вновь обжигают. Затем с помощью первого штампа выбивают в свинцовой пластинке небольшое углубление, соответствующее форме жевательной поверхности или режущего края штампа. Надев гильзу на штамп, вколачивают его молотком в гильзу, помещенную в образованное углубление свинцовой пластинки до тех пор, пока на дне гильзы не появятся первые отпечатки формы поверхности зуба. После этого гильзу вновь обжигают и приступают к штамповке коронок. Окончательная штамповка металлической коронки. Для проведения данного этапа существует два метода ММСИ и метод Паркера Штамповка коронок по методу ММСИ. Предварительную штамповку проводят по описанному ранее методу на первом штампе. Металлический контрштамп получают следующим образом. Второй штамп для окончательной штамповки покрывают слоем липкого пластыря (толщиной 0, 25-0, 28 мм). В специальную кювету, внутренняя поверхность которой сведена ко дну на конус, заливают легкоплавким металлом. В расплавленный металл погружают металлический штамп коронковой частью вниз до полного погружения. После того как металл затвердел, кювету помещают на кольцо-подставку и ударом пестика удаляют из нее контрштампы. По углублениям на поверхности контрштампы раскалывают зубилом на две поверхности. С металлического штампа удаляют липкий пластырь, надевают на него отожженную гильзу и вставляют в ложе собранного контрштампа. Контрштампы помещают в кювету (штромбром) и ударом молотка штампуют коронку. Штамповка заканчивается после того, как контрштамп коснется дна кюветы, займет первоначальное положение, и все его части плотно соединятся. Штамповка коронок по методу «Паркера» (наружная). Гильзу надевают на новый штамп и осуществляют окончательную штамповку в аппарате «Паркера». Это аппарат состоит из массивного пустотелого основания и входящего в него цилиндра. Полость основания заполнена мольдином или вулканизированным каучуком. Поместив в эту массу гильзу со штампом коронковой частью внутрь массы, ударами молотка по цилиндру осуществляют окончательную штамповку. Масса под ударами уплотняется, передавая давление равномерно во все стороны, и гильза плотно обжимается по штампу. Окончательная штамповка может проводиться в специальном прессе, создающим в цилиндре давление до 2 - 3 атм. Коронку снимают со штампа, очищают и кипятят ее в пробирке с соляной кислотой. Кромку обрезают коронковыми ножницами по линии углубления. Края стальной коронки сглаживают карборундовыми камнями, а золотой - напильником. Клинический этап. Проверка качества изготовленной МШК, припасовка и коррекция ее в полости рта. Качество изготовленной искусственной коронки первоначально проводят на гипсовом штампе. В первую очередь необходимо определить качество штампованно коронки. Поверхность должна быть гладкая, ровная, без складок, вмятин и плотно охватывать шейку зуба и соответствовать анатомической форме изготавливаемого зуба, с хорошо выраженным экватором, режущий край и жевательная поверхность также должны быть тщательно отштампованы, а их рельеф должен соответствовать возрасту пациента. При получении широких коронок необходимо повторить штамповку. При изготовлении нескольких коронок одному пациенту следует позаботиться о маркировке гипсовых штампов. Оценив качество штамповки, переходят к проверке длины коронки. На гипсовом штампе край коронки должен перекрывать линию клинической шейки на 0, 3 - 0, 5 мм, минимально. Если перекрывает больше, а индивидуальных клинических показаний к этому нет, то коронку осторожно укорачивают карборундовым камнем или фасонной головкой. Коронка, оказавшаяся заведомо короткой на гипсовом штампе и подготовленном зубе, подлежит переделке. Популярное:
|
Последнее изменение этой страницы: 2016-03-16; Просмотров: 4090; Нарушение авторского права страницы