|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ВОССТАНОВЛЕНИЕ КЛАПАНА, СЕДЛА И СОПРЯЖЕНИЯ «СЕДЛО-КЛАПАН».
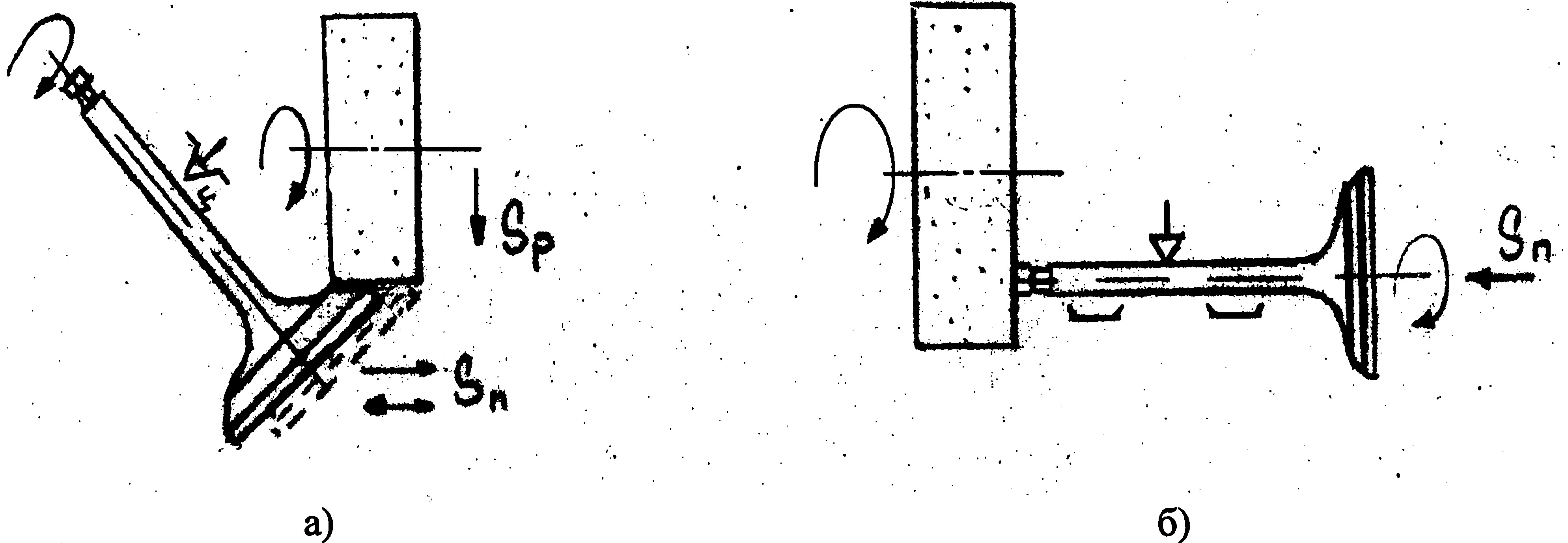
Цель работы: составить технологический процесс восстановления клапана, седла и сопряжения «седло- клапан» и выполнить практически. Для реализации поставленной цели необходимо выполнить следующие задачи: - ознакомится со способами восстановления и особенностями обработки при восстановлении клапана, седла и сопряжения «седло-клапан»; - изучить применяемое оборудование и оснастку; - выбрать мерительный инструмент, метод и средства контроля; - освоить правильность заполнения технологической документации. Исходные данные для выполнения работы: - Рабочие чертежи (плакат); - Перечень дефектов клапана, седла клапана (задается преподавателем); - Технические условия на ремонт (плакат); Указания по технике безопасности приведены в приложении 14. Оснащение рабочего места: Для выполнения лабораторной работы рабочее место имеет следующее оснащение: - станок для шлифовки фасок клапанов, модель СШК-3 ГОСНИТИ; - универсальный станок для притирки клапанов типа ОПР-1841 А; - прибор для проверки концентричности рабочей фаски клапана; - индикаторная головка типа 0, 01 ГОСТ 577-68; - прибор для проверки герметичности сопряжения «седло-клапан»; - универсальный прибор ГАРО-2215 для шлифования клапанных гнезд или электродрель с приспособлением (плавающий патрон); - приспособление для проверки концентричности рабочей фаски седла; - приспособление для сборки клапанной пары; - паста для притирки; - слесарный столик; - угловые шаблоны. Последовательность выполнения работы: - ознакомится с организацией рабочего места, и проверить его комплектность (плакат по организации рабочего места); - ознакомится со способами восстановления и особенностями обработки при восстановлении клапана, седла и сопряжения «седло-клапан»; - изучить применяемое оборудование и оснастку; - выбрать мерительный инструмент, метод и средства контроля (плакат); - составить технологический процесс восстановления клапана для заданного сочетания дефектов и выполнить практически; - составить технологический процесс на восстановление фаски седла и выполнить практически; - составить технологический процесс на восстановление сопряжения «седло-клапан» и выполнить практически; - собрать клапанную пару и произвести контроль качества притирки; - оформить и сдать отчет по работе. Краткая конструктивно-технологическая характеристика клапана, седла клапана и сведения о технологии восстановления: Объектом ремонта является головка цилиндра и сбора двигателя КамАЗ-740. Головка цилиндров отлита из алюминиевого сплава. В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов, которые растачиваются после запрессовки. Клапаны изготовлены из жаропрочных сталей: впускной- 4Х10С2М, выпускной 5Х20НЧАГ9М, общая твердость поверхности клапанов после закалки HRC 30…35. Твердость торца клапанов HRC 50…55, глубина закалки 2…4 мм. Коническая поверхность головки выпускного клапана по фаске направлена стеллитом ВЗК следующего химического состава: С=1, 0...1, 5%; Cr=28...32%; Si=-6...2, 8%; Ni=2, 0...3, 0%; W=4, 0...5, 0%; C0=58...62%. Содержание Fe в стеллите после наплавки max 3%.Твердость наплавленного слоя НRC 40...45. Диаметр головки выпускного клапана меньше диаметра головки впускного. Стержни обоих клапанов на длине 125 мм от торца покрыты графитом (для этого стержни клапанов помещают в раствор графита и воды) с целью улучшения приработки. Составление технологического процесса на восстановление клапана, седла и сопряжения «седло-клапан» производится на уровне составления технологического маршрута с указанием их содержания, который заполняется в маршрутной карте в соответствии с ЕСТД ГОСТ 3.1118-82 форма 1, 2. Восстановление клапана (фаски и торца): Фаску клапана и торец шлифуют на станке СШК-3 шлифовальным кругом ПП 125х10х32 24 А 40ПС2- СТ19К5А ГОСТ 2424-75, что обеспечивает шероховатость Ra=0, 63…0, 16 мкм. Припуск на шлифование 0, 2…0, 6 мм, точность получаемого размера и формы 1Т5-1Т7. Окружная скорость шлифовального круга (Vk) зависит от вида связки и профиля круга, Vk=25…50 м/с. Для кругов, диаметр которых меньше 150 мм Vk=25…30 м/с. При Vk=30…35 м/с и шлифовании закаленной стали скорость вращения детали VD=25…30 м/мин. Для выполнения операции шлифования фаски клапана (рис 1а) необходимо: · Установить приспособление для правки круга и произвести правку алмазным карандашом. · Снять приспособление для правки круга. · Проверить соответствует ли установка зажимного цангового патрона угла фаски шлифуемого клапана. Установка положения цангового патрона производится следующим образом: ослабляется гайка и корпус зажимного патрона, устанавливается угол соответствующий углу фаски шлифуемого клапана (α =450) по метке стола. Для облегчения установки корпус зажимного цангового патрона фиксируется штифтом на угол 450, после чего гайка снова затягивается.
Рис. 1 Схема шлифования фаски (а) и торца клапана (б). · Установить требуемую по диаметру стержни клапана цангу. Для того, чтобы установить требуемую цангу по диаметру стержня клапана необходимо вывернуть из резьбы патрона зажимную ручку и вынуть цангу и заменить другой требуемого размера. После этого в цангу вставляется стержень клапана и зажимается завинчиванием зажимной ручки. Зажимная цанга, втулка и патрон должны быть исключительно чистыми от грязи и абразивной пыли. · Включить станок с разрешения преподавателя или лаборанта, стол с зажимным патроном с помощью ручного рычага подвести к шлифовальному кругу. · Подать шлифовальный круг на фаску клапана путем вращения вправо ручного штурвала до тех пор, пока не начнется шлифование клапана. Затем стол с зажимным патроном подается влево пока клапан не отойдет от шлифовального круга. Наибольшим поворотом вправо ручного штурвала производится установка на глубину резания. · Равномерным движением подвести клапан к шлифовальному кругу и шлифовать по всей поверхности круга, не выходя за его ширину. Этот процесс повторять до тех пор, пока клапан не будет отшлифован. В конце клапан повести к шлифовальному кругу при весьма малой глубине шлифования. Примечание. Установку на заданную глубину резания нельзя производить, если клапан находится в зацеплении с шлифовальным кругом. · по окончании шлифования вращением влево ручного штурвала следует отвести шлифовальный круг с суппортом, выключить станок и вынуть клапан. По окончании операции шлифования фаски клапана необходимо проверить биение фаски на приспособлении (рис.2). Биение фаски относительно стержня клапана не должно превышать 0, 02 мм.
Рис. 2 Схема контроля фаски клапана.
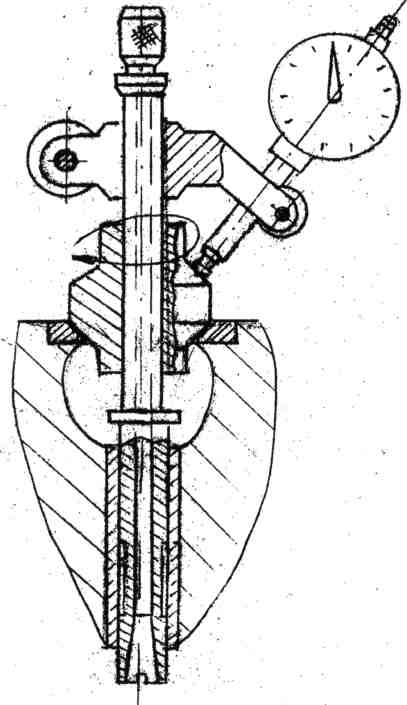
Для выполнения операции шлифования торца клапана (рис.1б) необходимо: 1. установить специальную подставку для шлифования торцов стержня клапанов с помощью направляющего выступа и закрепить гайкой в пазу стола зажимного патрона. 2. Установить стол так, чтобы передняя сторона подставки была удалена от шлифовального круга примерно на 12 мм. 3. Положить клапан на призму приспособления. При шлифовании торца стержня клапана правой рукой клапан прижимается к шлифовальному кругу и вращается на подставке вокруг своей оси, а двумя пальцами левой руки поджимается к призме. 4. Шлифовать торец «как чисто». Восстановление седла клапана и сопряжения «седло-клапан»: Седла клапанов восстанавливаются шлифованием. Шлифование как метод предварительной и окончательной обработки фаски седла обеспечивает шероховатость поверхности Ra=1, 25…0, 8 мкм и точность размера и формы 1Т6…1Т7. Для шлифования фаски седло клапанов используется комплект прибора модели ЦКБ-2447, в состав которого входит шлифовальная машинка с планетарно-шлифовальным механизмом. В лабораторных условиях используется электрическая дрель и приспособление для шлифования (рис.3) При износе клапанных гнезд, не превышающем предельно допустимый, восстановление их работоспособности сводится к образованию необходимого угла фаски. Перед обработкой фасок клапанных гнезд заменяют изношенные направляющие втулки стержня клапана на новые и обрабатывают их разверткой, устанавливаемой в оправку. Обработанные отверстия используют в качестве технологической базы при шлифовании фаски клапанных гнезд, что обеспечивает необходимую соосность отверстий направляющих втулок и клапанов гнезд. При износе клапанных гнезд выше допустимого их восстанавливают установкой новых клапанных седел. Для выполнения операции шлифования седла клапана (рис. 3) необходимо: - произвести правку шлифовального круга (шлифовальный круг правится на токарном станке в сборе с оправкой алмазным карандашом в специальном приспособлении или для этой цели может быть использован станок для шлифовки клапанов СШК - 3; - установить оправку со шпиндельной головкой в направляющую втулку клапана; - соединить шпиндельную головку с электродрелью и нажатием дрели на шпиндельную головку прошлифовать фаску седла " как чисто".
Рис.3 Схема шлифования седла клапана. По окончании шлифования производится контроль соосности клапанного гнезда и направляющей втулки. Контроль осуществляется с помощью индикаторного приспособления (рис. 4). Измерение производится поворотом втулки приспособления на 360°. Биение фаски должно быть не более 0, 04 мм.
Рис.4 Индикаторное приспособление для контроля соосности Герметичность сопряжения «седло-клапан» достигается путем притирки. Притирка обеспечивает высокую точность размера и формы (IT5 и выше) шероховатость поверхности, Ra =0, 16 мкм. Притирка клапана производится на специальном станке типа ОПР-841. А для притирки клапанов автомобильных двигателей (со скоростью притира 10...3 Ом/мин). Технические данные и устройство основных узлов станка представлено на плакате. При работе шпиндели передают усилие на клапан с переменной нагрузкой. Возвратно-вращательное движение шпинделей на 360° производится от редуктора через шатунно-кривошипный механизм, рейку и шестерни шпинделей. Кроме возвратно-поступательного движения в горизонтальной плоскости, шпиндели имеют возвратно-поступательное движение в осевом направлении, которое осуществляется от шатунно-кривошипного механизма подъема шпинделей. Смещение начальных положений шпинделей производится при помощи гидравлического механизма смещения. В результате сочетания таких движений станок как бы копирует ручной режим притирки. Установка головок на нужную высоту производится либо вручную - маховиком через червячную передачу и реечное зацепление, либо электродвигателем через клиноременную передачу. Наладка станка на притирку клапанов заключается в расстановке шпинделей станка на межосевые расстояния. Притирку выполняют в одну, две, а в некоторых случаях и в три операции. При этом снимается припуск 0, 02-0, 005 мм на диаметр и менее. Притирка осуществляется свободными абразивными зернами, которые в смеси со связующей жидкостью наносится на рабочую поверхность притира. Для притирки клапанов применяют притирочные пасты на основе абразивных порошков и синтетических алмазов. Например, микропорошок белого электрокорунда зернистостью М 20 или М14 (ГОСТ 3647-80), карбид бора М 40 (ГОСТ 5744-74). В качестве связующей среды применяют минеральное масло, дизельное топливо. Например, дизельное масло ДЛ-11 (ГОСТ 8581-78). Состав пасты для притирки клапанов следующий: 1, 5 части (по объему) микропорошка карбида кремния зеленого, одной части масла для двигателя и 0, 5 части дизельного топлива. Перед употреблением притирочная паста перемешивается (микропорошок способен осаждаться). Притирочная паста наносится на фаску седла клапана равномерным слоем. Стержень клапана смазывается моторным маслом. Скорость притирки снижается при повышении требований к качеству поверхностей (сопряжения). Давление инструмента на обрабатываемую поверхность устанавливают в зависимости от выполняемой операции. При предварительной притирке 0, 2...0, 5 МПа, а при окончательной 0, 1...0, 15 МПа. Притирка считается законченной, если на рабочих фасках клапана и седла появляются сплошные кольцевые полосы шириной 2-3 мм. Для выполнения операции притирки клапанов необходимо: - вставить клапан в головку цилиндров предварительно надев на стержень пружину; - установить головки на плиту и закрепить; - поднять угольник подъемной площадки; - снять крышки кожуха и ослабить гайки втулок шпинделей; - расставить шпиндели по осям клапанов; -закрепить нижние и верхние гайки втулок шпинделей. После закрепления обоих втулок, шпиндель должен от руки передвигаться в осевом направлении под действием пружины; -вращением маховика поднять корпус шпинделей в верхнее положение; -вставить переходники так, чтобы квадраты их вошли в отверстие муфты шпинделей (соединение с клапанами посредством присосок); - поднять плиту так, чтобы при верхнем положении корпуса шпинделей зазор между тарелкой клапана и гнездом был 8-10 мм; - нанести пасту и включить станок. Машинное время притирки клапанов зависит от качества шлифовки клапана, седла клапана, а также от применяемой притирочной пасты. Для получения хорошей матовой поверхности фасок рекомендуется перед окончанием притирки ослабить нажим на клапан, для чего необходимо на ходу станка опустить подъемную площадку так, чтобы зазор между клапанами и седлом был 20-25 мм. Способы контроля качества притирки клапана: Плотность прилегания клапанов к седлам можно проверить следующим способом: - пробой на карандаш (стирание радиальных карандашных рисок, нанесенных на фаску клапана при повертывании его в седле в ту или другую сторону); - пробой на краску при нанесении берлинской лазури на седло и попеременном проворачивании клапана; - просачиванием керосина через испытываемое сопряжение при заливке его в патрубок головки цилиндров; -проверкой на герметичность по времени падения воздуха в камере, расположенной над клапаном; При качественной притирке карандашные риски сотрутся, на фаске клапана останется след от краски в виде ровной кольцевой поверхности шириной 1, 5...2мм, керосин не просачивается через сопряжение клапан-седло; давление воздуха (Р = 0, 02 МПа) в камере не падает в течение 10с. Сборка головки цилиндров и контроль качества притирки: Для выполнения операции сборки головки цилиндров необходимо: -вставить впускной и выпускной клапаны; -установить головку в приспособление для сборки головки так, чтобы штифты вышли в отверстие под болты крепления головки; - надеть пружины и тарелку клапанов; - вращая вороток приспособления отжать тарелкой пружины клапанов; - вставить втулки и сухари клапанов; - вывернуть винт из траверсы обратным вращением воротка; - снять головку цилиндров с приспособления; - установить головку цилиндра поочередно впускными и выпускными окнами вверх и залить в них дизельное топливо. Хорошо притертые клапаны не должны пропускать его в местах уплотнения в течение 30с. При подтекании топлива постучите резиновым молотком по головке клапана. Если подтекание не устраняется, клапаны притрите повторно. Содержание отчета: - указать цель и задачи работы; - выбрать мерительный инструмент; - дать метрологическую характеристику мерительного инструмента и приборов; - указать наименование и марку материала детали; - вычертить эскиз детали; - оформить технологический процесс восстановления на уровне маршрутной карты с указанием содержания операции. Образец оформления отчета, заполнения маршрутной карты и необходимая информация по перечисленным пунктам приведены на плакатах. Защита отчета производится путем тестового опроса. Форма отчета приведена в приложении 9. КОНТРОЛЬНЫЕ ВОПРОСЫ: 1. назовите материал головки блока двигателя КамАЗ-740. 2. назовите материал впускного, выпускного клапана, седла и твердость поверхности. 3. назовите марки круга для шлифования клапана, получаемую шероховатость и точность после обработки, линейную скорость круга и детали. 4. назовите способ восстановления седла клапана, требуемую шероховатость и точность механической обработки. 5. какую точность и шероховатость поверхности обеспечивает притирка? 6. как осуществляется операция притирки клапана? 7. как осуществляется операция восстановления фаски и торца клапана? 8. как осуществляется операция восстановления седла клапана? 9. назовите состав притирочных паст. 10. чему равно давление инструмента на обрабатываемую поверхность при притирке? 11. как определить окончание процесса притирки? 12. назовите способы оценки качества притирки. ЛИТЕРАТУРА [33-36]
Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 4008; Нарушение авторского права страницы