|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПЛАВКА СТАЛИ В ИНДУКЦИОННЫХ ПЕЧАХ
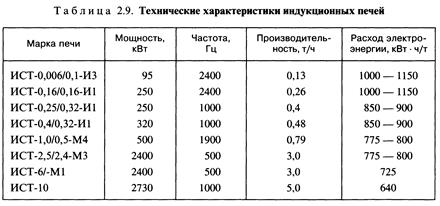
Индукционные печи нашли широкое применение при выплавке стали в цехах мелкого литья. Отечественная промышленность выпускает печи: высокочастотные (100—200 кГц), средней частоты (500—1000 Гц), промышленной частоты (50 Гц). Для преобразования частоты применяются вращающиеся (ВПЧ) и тиристорные (ТПЧ) преобразователи частоты. Последние обеспечивают существенную экономию затрат вследствие компактности расположения плавильного агрегата, а также снижения шума в цехе. Кроме того, при использовании ТПЧ ток индуктора и частота регулируются автоматически в зависимости от состояния металла в печи и степени заполнения ее шихтой. Печи средней частоты позволяют увеличивать подводимую мощность по сравнению с печами промышленной частоты, что приводит к снижению времени расплавления шихты. Технические характеристики индукционных тигельных печей для выплавки стали приведены в табл. 2.9.
Главной частью печи является индуктор 1, выполненный в виде многовитковой спирали, изготовленной из медной водоохлаждаемой трубки (рис. 2.5). Набивной тигель 2 из огнеупорного порошка закреплен в каркасе З и установлен на плите 6 из огнеупорного бетона.
Основные преимущества индукционных плавильных печей перед дуговыми электропечами следующие: 1) угар легирующих элементов, присутствующих в шихте и ферросплавах, незначительный; 2) хорошее перемешивание жидкого металла способствует выравниванию температуры по всему объему ванны и обеспечивает большую однородность химического состава стали; 3) нет науглероживания металла от электродов. Это позволяет переплавлять высоколегированные отходы без добавок низкоуглеродистой заготовки; 4) высокая вязкость шлаков, их малая жидкоподвижность способствуют защите металла от проникновения газов (водорода и азота) из атмосферы; 5) компактность самой печи позволяет помещать ее в закрытые емкости, где возможно создавать не только необходимую атмосферу, но и вакуум, т. е. можно вести плавку и разливку металла под вакуумом. Недостатков у индукционных печей немного: 1) трудность проведения процессов десульфурации и дефосфорации из-за высокой вязкости шлака и его низкой температуры; 2) относительно невысокая стойкость футеровки. для плавки стали в индукционных печах требуется относительно чистая по сере и фосфору шихта. Выплавку ведут чаще всего методом переплава. Состав шихты должен обеспечивать после расплавления содержание всех элементов, близкое к заданному в готовом металле. В этих печах выплавляют все марки сталей, в том числе легированные и высоколегированные с практически полным сохранением дефицитных дорогостоящих легирующих элементов (никель, молибден, вольфрам и др.).
Всю плавку можно разделить на два периода: расплавление и доводка, причем продолжительность последней обычно не превышает 30 мин. При производстве стальных отливок преимущественно применяют печи с кислой футеровкой. При этом в первые 5—6 мин мощность печи увеличивают постепенно. Затем мощность поднимают до максимальной, добиваясь быстрого расплавления шихты. Этот процесс желательно вести под шлаком, состав которого подбирают таким образом, чтобы он не смешивался с расплавленным металлом, т. е. шлак должен обладать высоким поверхностным натяжением. Нагрев шлака в печи происходит от металла, т. е. он всегда холоднее металла. Увеличения активности шлака можно достичь повышением его жидкоподвижности присадками плавикового шпата. Шлак наводят на протяжении всей плавки в соответствии с технологией выбранной для данной марки стали. Густой шлак удаляют с поверхности металла и наводят новый с помощью шлакообразующих материалов. Например, для кислой печи используют смесь, состоящую из 70 % формовочной смеси, 25 % молотой извести и 5 % плавикового шпата или боя оконного стекла; для основной печи: 24—26 % кремнезема, 34—36% глинозема и 38—42% извести с добавками ферросилиция или алюминия. В печах вместимостью до 1 т процесс идет очень быстро, поэтому окисляемость шихты незначительна. После расплавления всей шихты мощность печи обычно снижают на 70—80%, берут первую пробу металла на химический анализ, скачивают шлак и наводят новый. для получения стали заданной марки металл легируют ферросплавами или чистыми металлами. Например, ферросилиций вводят в металл не раньше, чем за 10 мин до выпуска, ферротитан — за 2—З мин, а ферровольфрам, феррохром, ферромолибден, медь, никель загружают в печь вместе с исходной шихтой. Перед выпуском металла печь выключают. Можно давать выдержку 5—10 мин. Металл выпускают в прогретый ковш, а сверху засыпают шлаковой смесью, состоящей из кварцевого песка и дробленой извести. В кислых печах плавку ведут форсированно. Шихтовыми материалами служат возврат производства, стальной лом, электродный бой, ферросплавы или легирующие добавки. Углеродсодержащие добавки, никель, хром и вольфрам дают в завалку. Шлак наводят смесью следующего химического состава, %: бой стекла, песок — 65; свежеобожженная молотая известь — 25; молотый плавиковый шпат — 10. Количество смеси не превышает 5—6% от массы металлошихты. Конечный шлак может иметь следующий состав, %: SiO2 40—50; Аl2O3 15—25; МnО 20—30; FeО 10—15. Учитывая, что кислые шлаки не обладают десульфурирующей и дефосфорирующей cпjсобностью, следует применять чистые по сере и фосфору шихтовые материалы.
В случае ведения плавки методом окисления (преимущественно в основных печах) необходимо помнить, что в основном тигле окислительные процессы протекают довольно интенсивно из-за хорошего перемешивания металла. Раскисление металла в индукционных печах может осуществляться тремя способами: введением твердых раскислителей (марганец, кремний, алюминий, ванадий, титан и др.) непосредственно в жидкую ванну; проведением диффузионного раскисления (чаще для основных печей, твердый углерод дают на шлак); фильтрацией жидкого металла, осуществляемой пропусканием его через слой шлака (жидкие шлаки поглощают оксиды и освобождают металл от газов). Этот способ раскисления проводят в ковше. В целом ряде случаев получить высокий уровень эксплуатационных свойств металла в отливках невозможно без применения вакуумной плавки. Это прежде всего относится к большой номенклатуре фасонных отливок из коррозионно-, жаростойких, жаропрочных, магнитных и других сталей. В случае необходимости можно выплавлять и обычную конструкционную сталь. Вакуумная плавка имеет по сравнению с другими методами плавки, включая и специальные, следующие преимущества: — возможность выдержать жидкий металл в вакууме, что обеспечивает глубокую дегазацию, раскисление и рафинирование стали от неметаллических примесей; — возможность выплавлять любые сложные по химическому составу стали и сплавы; — обеспечивает быстрое растворение легирующих добавок, поскольку в условиях вакуума снижается их температура плавления; — электромагнитное перемешивание способствует, наряду с быстрым растворением легирующих элементов, получению гомогенного расплава; — простота регулирования количества подводимой мощности обеспечивает быстрый нагрев металла до требуемой температуры с высокой точностью. Применение вакуума позволяет увеличить длительную прочность жаропрочных сталей, уменьшить их склонность к межкристаллитной коррозии, улучшить свойства электротехнических сталей. К недостаткам ВИН можно отнести загрязнение металла материалом тигля, низкую стойкость тигля (20—50 плавок), наличие холодных шлаков. При ВИН в качестве шихты используют отходы производства, а также чистые металлические материалы. Плавильные тигли обычно изготавливают из магнезита и диоксида циркония.
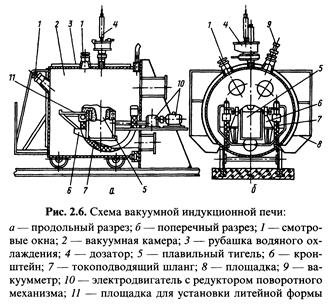
При использовании плавленых огнеупоров тигли изготавливают из массы, состоящей из магнезита, электрокорунда, глинозема, диоксида циркония. В качестве связующего чаще всего используют борную кислоту или жидкое стекло. Конструкции вакуумно-индукционных печей разнообразны. На рис. 2.6 представлена схема установки вакуумной плавильной печи. Вакуумная камера 2 откатывается от стационарной стенки, на которой закреплен электродвигатель 10 с редуктором. На этой же стенке смонтирован плавильный тигель 5 с площадкой 11 для установки литейной формы, которую крепят с помощью откидной траверсы. В кронштейнах площадки имеются пазы, позволяющие перемещать площадку вверх и вниз. Заливку формы производят при одновременном повороте на 90о плавильной печи с установленной на площадке формой. для введения в тигель необходимых добавок используют дозатор 4. Как уже отмечалось, при плавке в ВИН происходит нежелательное взаимодействие расплавленного металла с футеровкой тигля. Этот процесс ускоряется при повышении вакуума и температуры, что приводит к загрязнению металла. Поэтому для футеровки чаще всего используют оксид магния, тигли из которого характеризуются высокой стойкостью, огнеупорностью и слабым химическим взаимодействием с расплавленной сталью.
Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 6701; Нарушение авторского права страницы
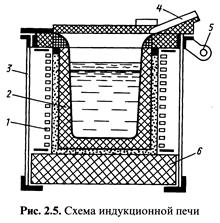 Выпуск стали производится через сливной носок 4 при повороте печи вместе с каркасом относительно оси 5. Принцип работы индукционных печей основан на поглощении электромагнитной энергии материалом шихты, которая загружена в тигель, помещенный в переменное электрическое вихревое поле. Под действием этого поля, согласно закону Ома, возникают токи проводимости (вихревые токи). Нагрев и расплавление происходят в результате необратимого перехода энергии индуктированного переменного электрического поля в тепловую. Электрическая энергия индуктора передается к шихте бесконтактно, а тепло выделяется непосредственно в шихте, что существенно повышает эффективность работы этих печей по сравнению с печами с внешними источниками нагрева.
Выпуск стали производится через сливной носок 4 при повороте печи вместе с каркасом относительно оси 5. Принцип работы индукционных печей основан на поглощении электромагнитной энергии материалом шихты, которая загружена в тигель, помещенный в переменное электрическое вихревое поле. Под действием этого поля, согласно закону Ома, возникают токи проводимости (вихревые токи). Нагрев и расплавление происходят в результате необратимого перехода энергии индуктированного переменного электрического поля в тепловую. Электрическая энергия индуктора передается к шихте бесконтактно, а тепло выделяется непосредственно в шихте, что существенно повышает эффективность работы этих печей по сравнению с печами с внешними источниками нагрева.