
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЛИНИИ ПОВТОРНОЙ ОБРАБОТКИ ЩИТОВЫХ ДЕТАЛЕЙ
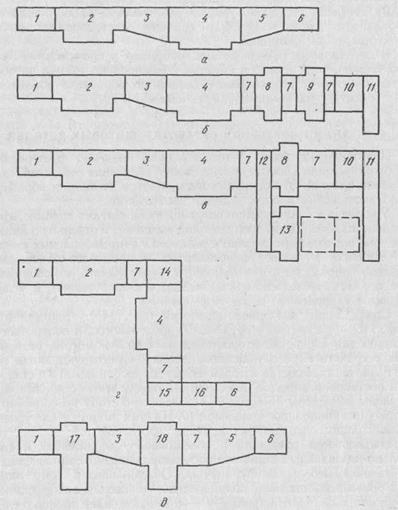
Повторная обработка щитовых деталей включает фрезерование и облицовывание кромок, снятие свесов, сверление отверстий, шлифование пластей. Эти операции выполняются на линиях обработки и облицовывания кромок и линии шлифования. Увеличение концентрации операций на линии, как правило, эффективно, шлифовальное оборудование выделяют в отдельную линию, так как шлифование связано с выделением взрывоопасных смесей. Объединение в линию шлифовальных и кромкообрабатывающих станков привело бы к необходимости изготавливать все оборудование во взрывобезопасном исполнении, а следовательно, к усложнению и удорожанию всего оборудования. Схемы линий повторной обработки (рис. 145). Линии МФК-3 (рис. 145, а) состоят из загрузчика 1, продольного 2 и поперечного 3 станков для обработки и облицовывания кромок щитов, разворотных устройств 4 и 5 и укладчика щитов 6. Существуют линии того же назначения, в состав которой включены сверлильный 8 и станок 9 для постановки шкантов (рис. 145, б). Между этими станками установлены конвейеры 7. Щиты укладываются в стопу на конвейер 11 с помощью наклонного конвейера 10. На этих линиях выше уровень концентрации операций и они более эффективны. Наблюдается тенденция к объединению сверлильных и свер-лильно-пазовальных станков с роботизированными комплексами по постановке мебельной фурнитуры. Объединение в одну линию долгопереналаживаемых облицовочных и сверлильных станков, требующих на перенастройку 40—60 мин, снижает производительность линии. Для устранения этого недостатка эффективно включение в линию двух сверлильных автоматов 8 и 13 (рис. 145, в), поочередно включаемых в работу. Настройка одного из них производится при работе другого. Конвейеры 7 и 10 передвигаются. Дополнительно в линию включается перекладчик 12. Возможна такая конструкция сверлильных автоматов, которая позволит сдвигать их, т. е. выводить на время наладки из линии. Тогда отпадет необходимость в перекладчике 15. В коротких помещениях могут быть использованы более простые по конструкции Г-образные линии (рис. 145, г). Перекладчик 14 — элемент кон- струкции станка 4. В линию входят дополнительные механизмы для изменения направления движения щита — перекладчик 13 и продольный конвейер 16. На рис. 145, д показана линия МШП
Рис. 146. Линии повторной машинной обработки щитовых деталей: а — обработки кромок МФК-3; б — со сверлильным и станком для постановки шкантов; в — с двумя сверлильными поочередно работающими автоматами: г — Г-образная линия обработки кромок; д — шлифования пластей для чистового шлифования. В состав линии входят шлифовальный станок 17 (ШЛПС-10 с шириной просвета 1200 мм) и станок 18 (ШЛПС-9 с просветом 2000 мм). Так как шлифование применяют перекрестное, то щит перед вторым станком разворачивается на 90°. Рассмотренные линии повторной обработки щитовых деталей мебели характеризуются тем, что в них объединены станки с продольной и поперечной обработкой, переналаживаемые как быстро, так и длительно. Кроме того, детали на станки должны поступать с разрывом, необходимым для выполнения вспомогательных операций: при облицовывании снимается поперечный свес с помощью пильного механизма, установленного на суппорте сопровождения; при шлифовании, во избежание прошлифовки краев щита, прижимной утюжок опускается (поднимается), когда щит вошел (вышел) в зону обработки на половину ширины шлифовальной ленты. Эффективность функционирования линий повторной обработки. Время цикла каждого станка, работающего в составе линии, будет одинаковым, т. е. Т1 = Т2 = Т3, где Т1 = (l + a1)/U - цикл продольного станка, Т2 = (b + а2) /U — цикл поперечного станка; Т3 = Тт + Топ— цикл позиционного станка; lиb — длина и ширина щита; а1 и а2 —разрыв между щитами; U — скорость подачи; Тт— время транспортировки щита в позицию обработки; Топ — время операции (может быть найдено как сумма времени последовательно срабатывающих пневмоцилиндров станка). Для кромко-облицовочных станков разрыв между щитами должен быть а Сопоставим эффективность совместной работы продольных и поперечных станков. Пусть а1 = а2 = а, тогда при раздельной работе Т'1= (l+ a) U, Т'2 = (b + a) U и Т'1> Т'2, так как l > b. При совместной работе станков в линии Т1 = Т2. Коэффициент использования поперечного станка будет (при коэффициенте использования продольного станка Резервы повышения производительности линий с продольно-поперечной обработкой щитов. Как было показано, между щитами обязателен межторцовый разрыв, величина которого зависит от времени сопутствующей операции. Следовательно, при повышении скорости подачи величина а будет расти и допущение а 14. ХАРАКТЕРИСТИКА РАЗМЕРОВ ЩИТОВЫХ ДЕТАЛЕЙ МЕБЕЛИ
15 КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ ПОПЕРЕЧНОГО СТАНКА В ЗАВИСИМОСТИ ОТ СКОРОСТИ ПОДАЧИ И ДРОБНОСТИ ШАГА МЕЖДУ УПОРАМИ КОНВЕЙЕРА ПОДАЧИ
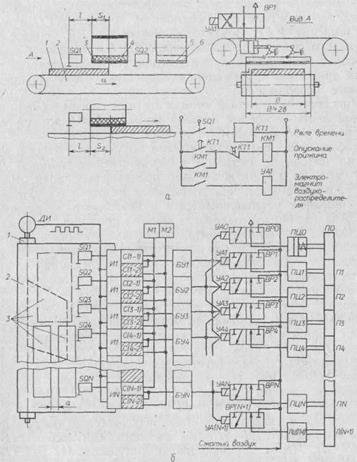
участке выполняется сопутствующая операция по снятию поперечных (относительно кромки) свесов облицовки. На участке облицовки продольных кромок эта операция отсутствует. На участке поперечной обработки подача производится конвейером с шагом между упорами, равным SK. Схема управления поперечным станком предусматривает пропуск одного или нескольких упоров для согласования работы участков линии. Расчетная величина шага между упорами должна быть Sp = b + Из табл. 15 видно, что при SK = 100 мм коэффициент использования не бывает ниже 0, 9, но при SK = 800 В линиях обработки кромок щитов наиболее важно согласование работы механизмов подачи станков. На рис. 146, а показана схема перекладчика щитов. По конвейеру 1 щиты подаются в продольный станок. Вход щитов в станок возможен только при опущенном упоре 2, перемещаемом пневмоцилиндром ПЦ2, управляемым воздухораспределителем ВР2 с электромагнитным управлением. С конвейеров 3 и 4 щиты поступают в магазин-накопитель 5. Стенка 6 фиксирует щиты, находящиеся в магазине. Щиты лежат на траверсе 8 так, что упоры 7 конвейера подачи поперечного станка про- ходят под ними. Траверса в момент выдачи опускается, и упоры конвейера выдвигают нижний щит. Перемещается траверса пневмоцилиндром ПЦ1, управляемым воздухораспределителем ВР1. Когда магазин переполняется, что фикисрует конечный выключатель SQ1, упор 2 выдвигается, а электродвигатель M1 привода конвейера 1 останавливается. Щиты не поступают в обработку, чем исключается переполнение магазина. При освобождении SQ2 (в магазине остался только один щит) исключается дальнейшая выдача щитов из магазина. Электрическая схема управления (рис. 146, б) включается кнопкой SB2 (отключается кнопкой SB1), срабатывает и встает на самопитание реле КМ1. На схеме показаны только элементы, используемые для управления рабочими органами подачи щитов в продольный и поперечный станки. Электромотор M1 включен пускателем КМ2, электромагниты УА1 и УА2, управляющие воздухораспределителями ВР1 и ВР2, отключены. Когда упор находится перед магазином, он нажимает SQ3 и при замкнутом SQ2 срабатывает и встает на самопитание реле КМЗ. Реле срабатывает при условии, что нажаты SQ2 (в магазине находится достаточное количество щитов) и SQ5 (между щитами достаточный межторцовый разрыв). Если расстояние между конечными выключателями SQ2 и SQ5 меньше, чем расстояние между упорами (L < SК), то щиты будут ложиться на каждый упор 7 конвейера механизма подачи поперечного станка. При L > SК упоры будут пропускаться, т. е. щиты будет выдавать каждый второй или третий упор конвейера. Расстояние L регулируется перемещением SQ5. Как только щит выйдет из магазина, будет нажат SQ4. Реле КМ4 (горизонталь 6) при включенном КМ3 встанет на самопитание и подготовит цепь реле КМ5, которое сработает при освобождении SQ4 (щит полностью вышел из магазина). Контакт КМ5 (горизонталь 4) разорвет цепь КМ3. Электромагнит УА1 отключится, воздухораспределитель ВР1 подает воздух в поршневую полость цилиндра ПЦ1 и траверса 8 (рис. 146, а) поднимется. При нажатии SQ1 (магазин заполнен) срабатывает реле времени КТ1 (горизонталь 11). Если в течение времени, большего чем цикл работы линии, SQ1 не разомкнётся (магазин переполняется), то контакт КТ1 (гори-
телем ВР2, воздух будет подан в поршневую полость ПЦ2 и упор 2 поднимается. Подача щитов в линию будет отсечена. Одновременно при выдвижении упора отключается пускатель КМ2 размыкающим кон-
Рис. 147. Схемы управления шлифовальными станками: а — прижимным утюжком; б — многосекционным прижимом
Рис. 146. Перекладчик щитов с продольного на поперечный станок: а — схема перекладчика щитов; б — принципиальная схема управления зонталь 9) при не нажатых SQ6 и SQ7 (в зоне упора нет щитов) включает реле КМ6. Контакт SQ6 шунтирован КМ6, так как при дальнейшей работе на него может воздействовать щит. Реле КМ6 включит электромагнит УА1, управляющий воздухораспредели- тактом КМ6 (горизонталь 3) и отключается M1. Конвейер 1 останавливается. При опорожнении магазина SQ1 размыкается и реле КТ1, КМ6 и электромагнит УА2 отключается. Упор 2 опускается и щиты вновь начинают поступать на обработку. Система управления прижимным устройством шлифовальной шкурки. В линиях шлифования она является наиболее ответственной. Щит 1 перемещается конвейером 2 механизма подачи (рис. 147, а) и нажимает на бесконтактный конечный выключатель SQ1. Срабатывает реле времени КТ1. Через промежуток времени После освобождения SQ1 через время Срабатывание прижима (подъем и опускание), когда в зоне обработки находится часть щита соответственно шириной S1, или S2 (S1 Многих перечисленных недостатков лишены шлифовальные станки с многосекционными прижимами. Ширина секции 20—30 мм, каждая секция имеет автономную систему управления. Барабан 1 конвейера подачи 2 связан с датчиком импульсов ДИ (рис. 147, б). Каждый импульс соответствует перемещению щита 3 на единичную величину (1—10 мм). Перед прижимом установлена батарея бесконтактных конечных выключателей SQ1—SQN. Щит нажимает ряд выключателей, находящихся в зоне щита. Сигнал от датчика импульса ДИ и нажатых конечных выключателей поступает через схемы совпадения И1— ИN на счетчики импульсов С (1—1) При включении электромагнита воздух подается в поршневую полость пневмоцилиндров ПЦО При прохождении заданного числа импульсов М2 электромагниты воздухораспределителей отключаются, и прижимы поднимаются. Величина М1 = L/ ЛИНИИ ОТДЕЛКИ Отделка включает операции подготовки поверхности: окраски поверхностей, облицованных натуральным шпоном, грунтования и шпатлевки; лакирования, окраски и печати рисунка текстуры древесины; полирования лаковых поверхностей. Состав и вид отделки определяется материалом облицовки, видом поверхности и эксплуатационными и эстетическими требованиями к ней, затратами. В мебельной промышленности применяют комплекты линий для печати текстурного рисунка по поверхности плит (линии грунтования и линии глубокой печати), линии для лакирования поверхности щитовых деталей нитроцеллюлозными и полиэфирными лаками. Имеются линии крашения и грунтования. Особенностью линий отделки является то, что в их состав входит оборудование для нанесения лака или другого материала и сушильные установки. Лаконаливные машины работают на высоких скоростях — 60—140 м/мин. Время сушки лаков зависит от материала и метода сушки. Сушильные установки конвейерные, скорость движения определяют условия производительности. Но с увеличением скорости увеличивается и длина сушильных установок. Обычно длина линий не превышает 100 м (П-образной конфигурации). Увеличение длины линии затрудняет размещение их в существующих производственных помещениях. Схема линии МГП-2 глубокой печати текстурного рисунка (рис. 148, а). Печать производят на щитах шириной 200—900 мм и длиной 400—2000 мм. Линия состоит из сдвоенного загрузчика 1, кантователей 2 и 10, шлифовального станка 3, щеточного станка 4, грунтовальных вальцовых машин 5 и 9, сушильных камер 6 и камер 7 нормализации, двухсекционной печатной машины 8 и укладчика 11. Кантователь 2 переворачивает детали при нанесении рисунка на вторую пласть, а кантователь 10 переворачивает детали после первого покрытия, чтобы они в стопе соприкасались одинаковыми поверхностями (с покрытием или без него). Это необходимо для предохранения поверхностей от повреждения. Машина 5 наносит тоновый грунт на поверхность щита, подготовленную на специальной линии. Машина 9 наложит защитное лаковое покрытие. Сушилки теплорадиационные, в камерах нормализации щиты обдуваются воздухом с температурой 20—25 °С. Эти камеры служат для охлаждения поверхности щита и удаления летучих веществ, выделяемых из лака. Состав линий лакирования зависит от марки применяемого лака. Если лаки быстросохнущие, то применяют сушилки туннельного типа, в линиях с лаками длительной сушки щиты размещают на этажерках, загружаемых в камеры. Загрузка в этажерки выполняется вручную.
Рис. 148. Линии отделки: а — МГП-2 глубокой печати текстурного рисунка; б — лакирования пластей, двухсторонняя; в — МПП-2 полирования полиэфирных покрытий Схема линии для двухсторонней отделки щитов полиэфирными лаками (рис. 148, б). Линия состоит из загрузочного роликового конвейера 1 и разгрузочного 15, щеточных станков 2 и 10, камеры подогрева 3, лаконаливных машин 4, 6, 11, 13 камер желатиниза-ции 5, 12, блоков сушильных камер 7 и 14, включающих конвективные и инфракрасные сушилки, перекладчика 8 и кантователя 9. Первое покрытие, наносимое на машинах 4 и 11 сушится 5—7 мин до желатинообразного состояния. После нанесения второго слоя покрытия на машинах 6 (13) лак сушится 15—20 мин до полного высыхания. На линии одновременно обрабатывается группа, состоящая из щитов различных размеров, укладываемых в формат 3500 X 1800, что усложняет процесс механизации загрузки и разгрузки линии. Применение групповой отделки повышает коэффи- циент использования линии. При обработке одиночных щитов этот коэффициент снижается, так как механизмы, рассчитанные на пропуск детали максимального размера, обрабатывают детали, значительно меньшие по площади. Схема линии МПП-2 для полирования полиэфирных покрытий (рис. 148, в). Линия состоит из загрузчика 1 и разгрузчика 6, унифицированных с линией МГП-2, шлифовальных станков 2, конвейера 3 для контроля качества шлифования, шестивальных полировальных станков 4, камеры нормализации 5. Эти линии имеют модификации П-образной конфигурации. Рассмотренные линии отделки могут применяться для обработки деталей встроенной мебели, дверных полотен. Окраска брусковых деталей столярно-строительных конструкций. Эту операцию производят струйным обливом (рис. 149, а). Брусок 1 по конвейеру 4 с фасонными роликами подается через красконалив-ную машину 3 и поступает в позицию перекладки. Брусок воздействует на конечный выключатель SQ1 и когда вилка 8 будет в требуемой позиции, нажмется выключатель SQ2, срабатывает пускатель КМ1 и включается электродвигатель M1 привода механизма перекладки. Диск 5 поворачивается против часовой стрелки, рычаг 2 поднимается, захватывает брусок и переносит на вилку 8, установленную на конвейере 7. При отходе диска 5 от исходного положения замыкающий контакт SQ3 замкнется, включится реле КМ2, которое подготовит цепь реле КМ3. Оно сработает при возврате диска 5 в исходное положение (SQ3 будет нажата). Размыкающий контакт КМ3 отключит пускатель КМ1, двигатель M1 отключится, и перекладчик займет исходную позицию. Бруски по конвейеру 7 подаются в камеру сушки 6. Решетчатые конструкции (стулья, оконные блоки) лакируются или окрашиваются в поле высокого напряжения. Схема линии показана на рис. 149, б. По монорельсу 1 каретки 2, на которые навешиваются отделяемые изделия, перемещаются грузоведущими конвейерами 3. Каретка, развернутая вдоль движения, проходит на участок навешивания и съема изделий — камеры 4 нанесения электропроводящего состава и 6 — нанесения покрытия. Перед входом в сушильную камеру каретка разворачивается на 90°. В сушильной камере 7 каретка расцепляется с основным грузоведущим конвейером 3 и продвигается вспомогательным конвейером 8, имеющим низкую скорость и малый шаг между захватами. На выходе из сушильной камеры каретки вновь захватываются главным конвейером. Схема трассы может быть значительно сложнее, так как одна камера для нанесения электропроводного раствора может обеспечить несколько камер окрашивания, сушильные камеры могут состоять из нескольких частей, покрытие наносится на несколько проходов. В этом случае на каждом ответвлении действует свой грузоне-сущий входной конвейер 5 и выходной 9. Включение конвейеров и переключение стрелок 10 и 11 производится автоматически (см. главу 13).
Рис. 149. Линии отделки столярно-строительных изделий: а — брусков методом налива; б — решетчатых конструкций в поле высокого напряжения В линиях отделки автоматика выполняет согласование работы механизмов и движения объекта обработки, но наиболее важным является стабилизация режимов (температуры) в сушильных установках. § 72. ЛИНИИ СОРТИРОВКИ Автоматическую сортировку применяют в производстве пиломатериалов и плит. Сортировку ведут по размерам и качественным характеристикам. Так, если размерные параметры определяют автоматически, то показатели качества (наличие сучков, трещин, пятен и т. д.) в значительной мере контролирует человек. Линии
Рис. 150. Схема линии калибрования и сортировки плит ДЛШ100 сортировки обычно входят как составная часть в производственный комплекс. Схемы линий сортировки плит. В производстве плит линии сортировки входят в состав линий ДЛШ50 или ДЛШ100 калибрования плит (рис. 150). Из загрузчика 1 плиты поступают в измерительное устройство 2 для измерения толщины. Если плита толще 19 мм, то по распределительному конвейеру 3 она будет подана в накопитель 4 (на подъемный стол), а плиты тоньше 16, 5 мм подаются в накопитель 5. Толстые плиты будут калиброваться на калибровальном станке, переналаженном на большую толщину снимаемого слоя. Если толщина плит лежит в заданном диапазоне, то по конвейеру 6 плита поступит в калибровальный станок 7. После калибрования плиту контролирует толщиномер 8. На основании данных прибора и команды оператора, который находится на посту 9, синтезируется сигнал о сорте, к какому относится плита, т. е. о качестве плиты. Когда плита выйдет из калибровального станка, включается повышенная скорость конвейера и плита с распределителя 10 передается на один из накопителей 11, 12 или 13. Накопители, распределители и автоматические толщиномеры унифицированы. Особенностью управления сортировкой является то, что команда на сброс реализуется за один цикл, система не имеет блока оперативной памяти. Установки для сортировки пиломатериалов имеют 12—36 мест сброски. На распределительном конвейере одновременно находится
несколько досок, что усложняет процесс управления. Аналогичные проблемы возникают при управлении сортировочными конвейерами для бревен на лесобиржах или конвейерами, подающими чураки к лущильным станкам. Рассмотрим линию сортировки пиломатериалов, данную с некоторыми упрощениями на рис. 151, а. Линии сортировки включают в состав сортировочно-пакетирующего оборудования [34]. Из щта-белеразборщика 1 доски 3 поштучно подаются на конвейер 2. Роликовый конвейер 4 смонтирован на подъемной платформе, сдвигает доски вправо до упоров сопровождения 6. Выдвиганием упоров управляет оператор с пульта 5. Этим задается величина оторцовки l1 комлевой части доски. Оторцовка производится пилой 7. Далее доска перемещается и поступает на роликовый перегонный конвейер 8 и смещаются влево до упора 9. Затем доски поступают в зону оценки. Операторы 11, находящиеся за пультами 10, оценивают сортность досок по порокам древесины. Кантователем 12 переворачивают доску, чтобы оператор мог оценить обе пласти доски. Каждый оператор оценивает только «свои» доски, т. е. каждую третью находящуюся на упорах с определенной окраской. Для оценки сорта доски оператору требуется некоторое время т. Производительность установки будет равна П = 60 r/ Упоры сопровождения 14 (заданного номера) выдвигаются, и конвейер 13 смещает доску вправо. Оторцовка производится пилой 15. Конструкция упоров сопровождения позволяет всем операторам задавать одновременно одинаковые длины досок. После оторцовки доски поступают на конвейер 16, который распределяет доски по карманам-накопителям 20. Распределительные конвейеры могут быть грузонесущими (рис. 151, б). С конвейера 2 доска ускорительным конвейером 17 передается на крючья грузонесущего конвейера. Для сброса в требуемый накопитель выдвигается упор 18 с помощью исполнительного механизма 19 (электромагнита, пневмоцилиндра, электрогидравлического толкателя). Существуют также грузотол-кающие конвейеры 21 (рис. 151, в). Доска перемещается по направляющим. Для сброса в карман-накопитель открывается клапан 22 с помощью исполнительного механизма 23. Системы управления распределением досок по карманам-накопителям. К ним относят.: локальные — информация о доске (грузе) обрабатывается у места сброса; централизованные — информация о доске (грузе) записывается в запоминающее устройство и сопровождает еедо места сброса. Локальные системы применяют, когда сортировка идет по одному параметру — длине. Доски на распределительном конвейере выровнены по торцам по линии О1 (рис. 152, а). Конечные
Рис. 152. фсемы управления сортировочными конвейерами: а — локальное управление; б — моделирующая синхронно-следящая система управления; в — счетно-импульсная система управления выключатели SQ1-1 при нажатии SQ (N + 1) доски (грузовые захваты или упоры находятся в определенном месте относительно места сборки). Неудобство такой схемы заключается в том, что карманы-накопители расположены в строго определенном порядке — сначала для длинных, а затем для все более коротких досок. Для устранения этого недостатка достаточно установить конечные выключатели парами. В месте сброски сортимента соответствующей длины SQK-1 — нажат, a SQK-2 свободен, гдеК = 1, 2, .... N. При этом будет включено реле КМК. Таким образом, расстояние торца доски от линии O1 является адресом места ее сброса. Но торец доски можно устанавливать на расстоянии l2 от линии O2, тогда это будет заданная информация о месте сброски доски в зависимости от сорта и размерных характеристик. Схема управления останется прежней, а принцип будет другой — централизованное управление. В централизованных системах управления для записи информации использовали распределительный конвейер. На специальной штанге упоров устанавливалось кольцо. Расстояние от края конвейера до кольца является адресом места сброски конвейера. Однако по мере совершенствования стали переходить к моделирующим устройствам управления. Они более компактны и требуют больших затрат мощностей. Сущность моделирования заключается в том, что синхронно с грузонесущим конвейером движется индикаторное устройство — бумажная или магнитная лента, диск или индикаторный конвейер. Скорость движения и длина индикатора в Адрес будет записываться комбинацией выдвинутых и утопленных штифтов (7—1) Номер места сброски шифруется и запоминается в блоке БЗП. При проходе доски через контрольный створ нажимается SQ0 и сигнал из БЗП воздействует на электромагниты УВ1—УВN. В зависимости от номера места сброски, представленного в закодированном виде, электромагниты соответствующего разряда при «1» в данном раз- ряде двоичного числа включаются, а если в разряде числа «0», то не включаются. Например, если код места сброски будет 01011, то УВ2, УВ4 и УВ5 будут включены. Электромагниты выдвинут упоры (8—1) Если в момент опроса комбинация замкнутых и разомкнутых выключателей считывающего устройства соответствует номеру (в принятом коде) кармана-накопителя, то включается соответствующий исполнительный механизм ИМ1 На ряде действующих сортплощадок применяют барабаны заказов [26]. Они позволяют уменьшить масштаб моделирования и сократить габариты устройства, но принцип работы их не отличается от рассмотренных индикаторных конвейеров. Моделировать движение доски по конвейеру можно с помощью средств автоматики. На рис. 152, в показана импульсная схема управления сортировочной установкой на базе специального счетчика-регистра сдвига. Регистр имеет М = (п + N + 1) ячеек Ro, R1 .... Rn, R(n+1), ..., R(n+N) в Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 1094; Нарушение авторского права страницы

 о. х U, то
о. х U, то  0, 8—1, 2 с (время обратного хода суппорта сопровождения). Для шлифовальных станков можно принять равным а = bш +2
0, 8—1, 2 с (время обратного хода суппорта сопровождения). Для шлифовальных станков можно принять равным а = bш +2  = 1)
= 1)  = (b + а) /(l + а). Так как а
= (b + а) /(l + а). Так как а  l, то
l, то  = 1, следовательно, лимитирующим будет поперечный участок. Так как на этом
= 1, следовательно, лимитирующим будет поперечный участок. Так как на этом = Sp/S.
= Sp/S. 1000 мм имеет место падение
1000 мм имеет место падение 
 , а М2 = L2/
, а М2 = L2/ 




 раз меньше скорости и длины грузонесущего конвейера. На рис. 152, б показана схема моделирующей синхронно-следящей системы управления. При движении по конвейеру 1 производится оценка досок 2. Затем доски перемещаются распределительным конвейером 3, с которым через передачу 4 (редуктор или электрическую синхронную передачу) жестко связан индикаторный конвейер 5. Между цепями закреплены траверсы 6 с выдвижными штифтами 7—1, 7—2, ... 7—п. Число штифтов п зависит от числа карманов-накопителей N. Если принять п = N, система получится громоздкой. Для сокращения числа каналов применяют системы кодирования, двоичный код или код Грея, при этом п = lg (N + + l)/log 2 = log2 (N + 1).
раз меньше скорости и длины грузонесущего конвейера. На рис. 152, б показана схема моделирующей синхронно-следящей системы управления. При движении по конвейеру 1 производится оценка досок 2. Затем доски перемещаются распределительным конвейером 3, с которым через передачу 4 (редуктор или электрическую синхронную передачу) жестко связан индикаторный конвейер 5. Между цепями закреплены траверсы 6 с выдвижными штифтами 7—1, 7—2, ... 7—п. Число штифтов п зависит от числа карманов-накопителей N. Если принять п = N, система получится громоздкой. Для сокращения числа каналов применяют системы кодирования, двоичный код или код Грея, при этом п = lg (N + + l)/log 2 = log2 (N + 1).