|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ СКЛАДСКИХ И ТРАНСПОРТНЫХ РАБОТ
ХАРАКТЕРИСТИКА СКЛАДОВ ДЕТАЛЕЙ И КОМПЛЕКТУЮЩИХ ИЗДЕЛИЙ На деревообрабатывающих предприятиях с массовым и крупносерийным производством потребление деталей на сборочных и обрабатывающих участках неодинаково. Потребление деталей в сборочных цехах равномерное. Заготавливают и обрабатывают детали крупными партиями. Кроме того, после гидротермической обработки, пропитки, облицовывания, нанесения покрытия необходимы длительные технологические выдержки. Для обеспечения организации обработки деталей и ритмичной работы сборочных цехов требуется определенная величина промежуточных запасов заготовок и деталей собственного производства и поступающих по кооперации с других предприятий. В зависимости от назначения промежуточные склады бывают: межоперационные, предназначенные для создания запасов перед автоматическими линиями и другими технологическими обрабатывающими установками и хранения деталей в период их послеоперационной технологической выдержки; комплектующие — для создания запасов в сборочных цехах деталей собственного производства и поступающих по кооперации и набора комплектов изделий, выдаваемых на сборку. Основными характеристиками складов являются: грузооборот — объем грузов, поступающих и отгружаемых со склада за определенный период времени; емкость — объем грузов, которые единовременно могут быть размещены на складе; производительность — объем грузов (отгружаемых или принимаемых), перерабатываемых за единицу времени. На деревообрабатывающих предприятиях детали и комплектующие изделия хранятся и транспортируются в специальных контейнерах или на поддонах в стопах. Поэтому объем грузов обычно определяется числом мест (контейнеров, поддонов со стопами). Грузооборот склада рассчитывают на основании объема выпуска продукции на предприятии или на производственном участке. Суточный грузооборот равен:
где qi — число деталей i-гo вида, требующееся на суточный выпуск продукции; тi — число деталей, расположенных на одном транс-портном месте (контейнере или поддоне). Производительность зависит от объема партии груза, которую необходимо переработать за установленный отрезок времени на эту операцию. При равномерном поступлении и отправке грузов в течение всех суток производительность склада по каждому потоку обработки грузов должна быть равна
где Тс — продолжительность смены; с — число смен работы склада; Кт — коэффициент использования рабочего времени; п — число входов (потоков), по которым одновременно идет обработка грузов (приемка или их отгрузка). При поступлении (отгрузке) деталей крупными партиями производительность должна быть
где Qп — размер партии; Производительность склада зависит от его вида, конструкции, уровня механизации и автоматизации, возможности одновременно вести обработку нескольких транспортов. Емкость складов без учета распределения грузов V = = QТX, где ТX — срок хранения груза на складе. Распределение грузов на складе бывает: зонное — для каждого наименования грузов выделяют определенную зону, на которой другие грузы не размещают; сплошное — грузы любого наименования устанавливают на ближайшее свободное место. Зонное размещение грузов упрощает поиск и изъятие (установку) грузов, но при этом требуется значительно большая площадь складов. Грузы различных наименований поступают (отгружаются) на склады неравномерно. На рис. 164, а, б, в показаны графики поступления (линия 1) и графики отгрузки (линия 2) грузов различных наименований. Наибольший объем грузов, хранящихся на складе, будет равен наибольшему раствору линий 1 и 2. Тогда емкость склада при зонном размещении грузов будет равна Va = =
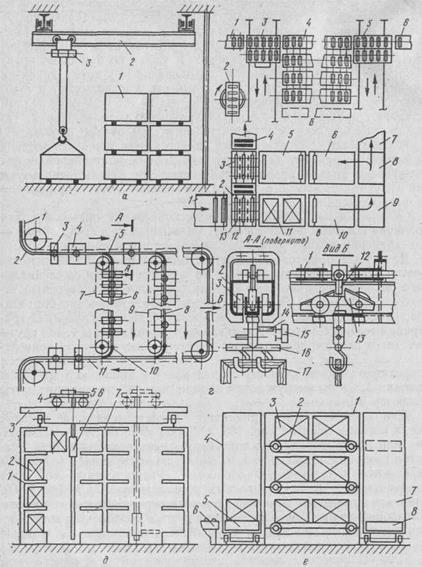
Рис. 164. Графики поступления и выдачи грузов: а, б, в — отдельных деталей; г — суммарного поступления и выдачи деталей Сплошное размещение грузов существенно сокращает объем склада, но усложняет поиск и затрудняет изъятие грузов при многоместном размещении на стеллажах и конвейерах. На рис. 164, г линией 1 показан суммарный объем грузов для всех i наименований, поступающих на склад, а линией 2 — отгружаемых. Наибольший раствор Е линий 1 и 2 даст требуемый объем склада при сплошном размещении грузов. Из графика видно, что Е < Площадь склада равна F1 = VE0KД/eKс, где Fo — площадь одного места (контейнера, подстопа), KД = 1, 5 На деревообрабатывающих предприятиях применяют следующие механизированные и автоматизированные склады: бесстеллаж- ные, на напольных конвейерах, на подвесных конвейерах, многоярусные с конвейерными и со стеллажами с одноместными ячейками. В бесстелажных складах (рис. 165, а) детали (бруски, щиты и др.) хранятся в контейнерах 1. Склад обслуживают кран-балки 2 с электроталями 3. Подкрановые пути крепятся обычно к фермам перекрытия. Контейнеры устанавливают в сдвоенных рядах в два-три яруса. Высота ряда 2—3, 5 м. Между рядами оставляют проходы 0, 6—0, 8 м для крановщика-стропальщика. Такие склады обеспечивают эффективное использование производственной площади. Недостатком их является невозможность доступа к любому контейнеру без перегрузки других контейнеров и как следствие — низкая производительность. Эти склады используют для хранения небольшого числа наименований деталей при зонном их расположении. Склады на напольных роликовых конвейерах применяют для хранения щитовых деталей и плит, укладываемых в стопы. Реже — для хранения мелких деталей, уложенных в контейнеры. Для складов щитовых и других деталей (рис. 165, б) используются узкие конвейеры. С входного конвейера 1 или со специального поворотного конвейера 2 стопа поступает на траверсную тележку 3. Обычно на одну тележку загружают несколько стоп щитов, что существенно сокращает время обработки грузов. С траверсной тележки 3 стопы устанавливают на конвейеры 4, где грузы находятся весь период хранения. Протяженность и число конвейеров 4 определяет емкость склада. Разгрузка склада производится с противоположной стороны конвейеров 4 с помощью траверсной тележки 5. Стопы выгружаются на конвейеры 6, по которым щиты подаются к станкам. Для хранения плит применяют автоматизированные склады, схема которых дана на рис. 165, в. Стопы плит после облицовывания или ламинирования по конвейеру 1 поступают на склад. Хранятся плиты на конвейерах 5, 6, 10, 11, по конвейерам 4 и 7 плиты передаются в дальнейшую обработку. Распределение стоп плит производится с помощью угловых перекладчиков 2, 3, 8 и 9. По длинным приводным роликам 13 плиты перемещаются в поперечном направлении. Для перемещения плит в продольном направлении поднимается платформа с короткими роликами 12, которые проходят между длинными роликами перекладчика. Для бестарного хранения изделий сложной пространственной формы, например решетчатой мебели, оконных блоков и др., применяют подвесные конвейерные склады (рис. 165, г). По грузовому пути 1 толкающий конвейер 2 перемещает каретки с различными грузами 3 и 4. По отводным стрелкам 5 грузы каждого наименования отводятся на вспомогательные пути 6 и 8 (число вспомогательных путей и их протяженность зависят от числа наимейований и объема соответствующих грузов). По этим конвейерам грузы перемещаются вспомогательными приводными конвейерами 7 и 9. На вспомогательных путях грузы хранятся. На этих же конвейерах может быть организована технологическая обработка изделий,
Рис. 165. Схемы механизированных и автоматизированных складов: а — бесстеллажные; б, в — на роликовых конвейерах; г — на подвесных конвейерах; д — многоярусный с однорядными стеллажами: е —многоярусный с приводными конвейерами например окраска в поле высокого напряжения. По мере необходимости через стрелки 10 грузы с вспомогательных путей переходят на второй, главный путь 11, по которому перемещаются конвейером 2 и подаются, например, в сборочное отделение. Каретки без изделий возвращаются на первый главный путь. Очевидно, что главные пути должны быть замкнутыми. На толкающем конвейере 2 имеются пальцы 12, которые входят в замок 13, закрепленный на каретке. На каждой каретке имеются наборы колец или штырей 14, воздействующих на конечные выключатели 15. В зависимости от набора колец или штырей (их числа и высоты размещения) при подходе к стрелкам 5 включается соответствующая комбинация конечных выключателей и при совпадении с заданной подается команда на перевод стрелки на отводной путь. Подвеска 16 с изделием 17 может разворачиваться на 90° или 180°, если этого требует технологический процесс. Многоярусные склады позволяют более полно использовать весь объем производственного помещения. Применяются стеллажи с одноместными ячейками. В каждую ячейку входит один контейнер с изделиями или пакет щитов. Однорядные 1 и двухрядные 7 стеллажи (рис. 165, д) устанавливают вдоль пролета здания. В ячейки контейнеров 2 загружают стеллажи с помощью крана-штабелера. Кран-балка 3 перемещается вдоль стеллажа. На кран-балке 3 установлена тележка 4. На поворотном круге 5 закреплена вертикальная балка с подъемником 6. Механизм, включающий кран-балку 3 и тележку 4 с подвесным механизмом, называют кра-ном-штабелером. Штабелер выходит за пределы стеллажей. На подъемник 6 устанавливается груз. Тележку 4 устанавливают напротив прохода между стеллажами, и затем кран-балка перемещается до заданного яруса. Затем поворотное устройство разворачивает груз в сторону заданной ячейки. Каретка смещается, и груз вводится в ячейку. Подъемник опускается на 50—100 мм, и груз ставится в ячейку. Каретка возвращается в исходное положение. Выемка груза происходит в обратном порядке. Склады с кранами-штабелерами могут быть полностью автоматизированы. Из-за малой грузоподъемности (750—1000 кг) штабелеры могут обслуживать только склады материалов, комплектующих изделий. Многоярусные склады щитовых деталей обслуживаются вилочными электро- и автопогрузчиками грузоподъемностью 1500— 2000 кг. При использовании погрузчиков расстояния между стеллажами увеличиваются, снижается уровень автоматизации. Склады с многоярусными стеллажами 1 (рис. 165, е) оборудованы горизонтальными приводными конвейерами 2, что дает возможность загрузки и выгрузки с обеих сторон, и благодаря этому грузы становятся более доступными для обработки. На горизонтальных конвейерах грузы можно хранить в контейнерах и на поддонах. Это удобно для хранения щитовых деталей, рамок и других деталей деревообрабатывающих производств. Загружают контейнеры 3 (пакеты) на стеллажные конвейеры 2 с помощью траверсных тележек 4 и 7, оборудованных подъемными платформами 5 и 8 с приводными роликовыми конвейерами. Платформы обычно имеют два конвейера. Загружают или выгружают грузы на стеллаж одновременным включением конвейера платформы и соответствующего конвейера склада. На склад грузы поступают по конвейеру 6. Имеются также склады с неприводными наклонными конвейерами. В этом случае загрузка производится с одной, а разгрузка с противоположной стороны конвейера. Загрузку и разгрузку осуществляют кранами-штабелерами. Поскольку штабелеры обслуживают только один фронт, конструкция их может быть более жесткой с опирающейся на катки вертикальной балкой. Причем последняя может не иметь поворотного механизма, а съем и загрузка грузов на подвижную платформу штабелера могут выполнять специальные механизмы. § 78. СИСТЕМЫ УПРАВЛЕНИЯ СКЛАДАМИ Виды управления. Управление распределительными и грузоподъемными механизмами (кранами-штабелерами, траверсными тележками и др.) и накопительными конвейерами механизированных складов может быть местным и централизованным, ручным, полуавтоматическим и автоматическим или программным. При местном управлении операторы подают команды (задают программу) с пультов, находящихся рядом или сопровождающих управляемые механизмы. При централизованном все управляющие команды на все механизмы склада подаются с одного центрального пульта. Централизованное управление не исключает использования пультов местного управления. При ручном дистанционном управлении команды на каждую операцию, например на начало движения и на остановку крана-штабелера, подаются оператором, который визуально определяет требуемую координату его остановки. При полуавтоматическом управлении оператор задает программу и подает команду на выполнение отдельной операции или части цикла по загрузке или выдаче груза, и реализация и окончание работы механизма на заданном этапе происходят автоматически. При автоматическом (программном) управлении оператор только задает программу, а весь цикл работы по обработке груза выполняется автоматически. Схемы управления конвейерными складами. Нарис. 166, а дан фрагмент склада на напольных неприводных конвейерах. По конвейеру 1 грузы поступают на склад. Траверсная тележка 2 распределяет грузы по накопительным конвейерам 3, 5, 6 и т. д. Перегрузку с входного конвейера на тележку и с тележки на накопительные конвейеры производят вручную. Тележка 2 имеет местное управление с пульта, который расположен на тележке. Привод перемещения тележки от двигателя M1. Если по условиям работы не требуется точного совпадения оси тележки и конвейера, то оператор по своему усмотрению подает команду на остановку. Но часто требуется тележку или другой распределительный механизм остановить против конвейера (ячейки стеллажа) с высокой точностью. Тогда целесообразно применить схему с автоматической оста, новкой (рис. 166, б). Оператор в зависимости от требуемого направ-
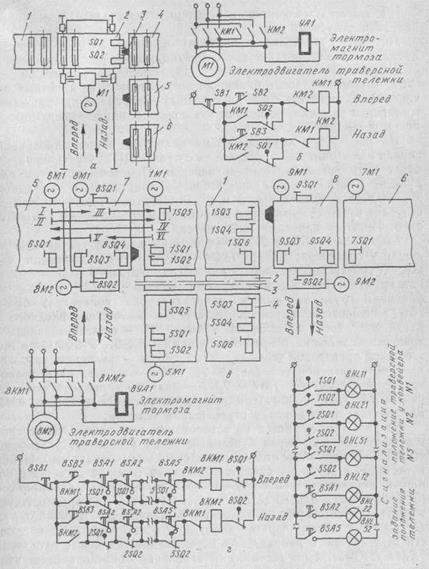
Рис. 166. Схемы управления конвейерными складами: а — неприводной роликовый конвейерный склад; б — схема управления траверсной тележкой- в - автоматический конвейерный склад; г - схема автоматического адресования траверсной тележки ления движения траверсной тележки нажимает и удерживает кнопку SB2 или SB3 (кнопка SB1 служит для экстренной остановки). При этом срабатывают магнитные пускатели КМ1 (КМ2) и включается двигатель M1 и электромагнит тормоза УА1. Когда тележка сблизится с требуемым напольным конвейером, оператор отпускает кнопку. Питание пускателей происходит через свои блок-контакты. Когда и тележка встанет точно против конвейера, в зависимости от направления движения, упор 4 (см. рис. 166, а) нажмет на SQ1 (SQ2) и разомкнет цепь блокировки пускателя. Два конечных выключателя, действующих при разных направлениях движения траверсной тележки, позволяют исключить влияние выбега на точность остановки. На рис. 166, в показана схема полностью механизированного склада с центральным управлением с пульта ЦПУ. Пусть на складе будет пять накопительных конвейеров. Присвоим объектам следующие номера 1—5 — накопительные конвейеры, 6 — входной, 7 — выходной конвейеры, 8 и 9 — траверсные тележки. Номера объектов будем ставить перед позиционным обозначением элементов схем. Имеются конечные выключатели: 1SQ1, 1SQ2—5SQ1, 5SQ2 — фиксация входной траверсной тележки у конвейера; 1SQ3, 1SQ4—5SQ3, 5SQ4 — фиксация выходной траверсной тележки у конвейера; 1SQ5 — 5 SQ5 — фиксация груза на входе накопительного конвейера; 1SQ6 — 5SQ6 — фиксация груза на выходе накопительного конвейера; 6SQ1, 7SQ1 — фиксация груза соответственно на выходе входного и входе выходного конвейеров; 8SQ1, 8SQ2 — фиксация входной траверсной тележки в крайних позициях; 9 SQ1, 9 SQ2 — то же, выходной траверсной тележки; 8SQ3, 8SQ4 — фиксация груза на входной траверсной тележке; 9SQ3, 9SQ4 — то же, на выходной траверсной тележке; 1М1 — 7М1 — двигатели привода конвейеров; 8М1, 9М1 — двигатели привода конвейеров тележки, 8М2Г 9М2 — двигатели привода перемещения тележек. На рис. 166, г дана схема адресования загрузочной траверсной тележки 8 (индекс перед буквенным кодом элементов, указывает, что данная схема относится к соответствующему механизму). Номер конвейера, к которому следует траверсная тележка задается с помощью переключателей 8SA1—8SA5 с механической блокировкой (при включении одного остальные отключаются), которые расшун-тируют соответствующие конечные выключатели 1SQ1—5SQ1 и 1SQ2—5SQ2. Затем оператор кнопкой 8SB2 (или 8SB3 в зависимости от требуемого направления перемещения) включает пускатель 8КМ1 (8КМ2). При достижении заданного конвейера расшунти-рованный конечный выключатель 1SQI—5SQ1 (1SQ2—5SQ2) разомкнет цепь пускателя, и двигатель 8М1 отключится, отключится и электромагнит тормоза 8УА1. В цепи пускателей включены размыкающие контакты конечных выключателей 8SQ1 и 8SQ2, ограничивающие ход тележки. Для удобства управления предусмотрена сигнализация положения тележки — сигнальные лампы 8HL11, 8HL21......... 8HL51 и сигнализация задания программы — лампы 8HL12, 8HL22, ..., 8HL52. Лампы 8HL11—8HL51 горят только тогда, когда тележка находится перед соответствующим конвейером. Кнопка 8SB1 служит для экстренного останова тележки. В схеме опущена защита, блоки питания и схемы размножения контактов аппаратов. На схеме для упрощения показаны конечные механические выключатели. В действительности используют бесконтактные индукционные или фотоэлектрические приборы. В схеме не показаны некоторые блокировки, например запрещающие движение тележки при незавершенной загрузке (разгрузке). Существуют более сложные схемы с автоматическим выбором направления движения. На рис. 167 показана схема программного управления циклом загрузки-разгрузки. Существуют следующие варианты (см. рис. 166, в) движения груза: I — с входного конвейера 6 на траверсную тележку 8; II — с входного конвейера 6 через траверсную тележку 8 на накопительный конвейер 1; III — с траверсной тележки 8 на накопительные конвейеры 1—5 в зависимости от места положения тележки; IV — с конвейера 1 через тележку 8 на конвейер 6; V — с тележки 8 на конвейер 6; VI — с конвейеров 1—5 на тележку 8. Аналогичные программы имеются и для тележки 9. При управлении кранами-штабелерами также определяется состав цикла при загрузке и выгрузке грузов из ячеек стеллажей. Рассмотрим работу схемы только для I и III программ при управлении тележкой 8. Программа может быть включена, только если тележка 8 находится против соответствующего конвейера 1—5, оси конвейеров 1 и 6 совпадают. Эта блокировка выполняется, когда включено одно из реле 1KS1—5KS1 — замкнут соответственно один из конечных выключателей 1SQ1 (5SQ1) или 1SQ2 (5SQ2). Реле 1KS2—5KS2 выполняют соответствующие блокировки, когда тележка 9 (рис. 166, в) находится против соответствующего кон-вейера. Кнопкой 8SP1 (см. рис. 167) задается программа I, а кнопкой 8SP3 — программа III, кнопкой 8SP6 программа снимается. Если программа снимается в процессе ее обработки, то дальнейшая ее реализация прекращается. Программа I предусматривает включение конвейера 6 и конвейера траверсной тележки 8, приводимых соответственно электродвигателями 6М1 и 8М1, причем оба конвейера движутся вправо. Так как грузы могут иметь различную длину и расстояние между ними может быть различное, то после того, как груз сойдет с конвейера 6, он должен остановиться. Завершится программа, когда груз нажмет на 8SQ4. При нажатии на 8SPI сработают реле 8КР116 и 8КР216 (горизонталь 12—13), которые включают магнитные пускатели 8КМ1 и 6КМ8 (горизонтали 52, 61). Отработка программы происходит, если ключ 8SA1 (горизонталь 51) установится в поз. I — «автоматический режим». Замыкающий контакт 8КР116 (горизонталь 13) зашунтирует 8SPI. При сходе груза с конвейера 6 замкнется 6SQ1 (горизонталь 14) и включит реле, 8КР316, которое встанет на самопитание. После того, как груз сойдет с конвейера 6, 6SQI освободится и включит реле 8КР416 (горизонталь 15), которое отключит 6KM1 и двигатель 6М1. Конвейер
Рис. 167. Схема автоматического программного управления конвейерами 6 остановится, конвейер тележки будет работать до нажатия грузом 8SQ4, который разомкнет 8КР116. Программа отработана. Программа III предусматривает включение конвейера тележки и одного из конвейеров 1—5. При нажатии на кнопку 8SP3 срабатывает одно из реле 8КР131-8КР135 в зависимости от того, какое из реле 1KS1—1KS5 включено (горизонтали 2—6). Показаны только схемы управления 1 и 5 конвейерами. Через контакт SKP131 (8KPJ35) включится 8КМ1 (горизонталь 53) и 1KM1 (горизонталь 71) или 5КМ1 (горизонталь 81). При переходе на конвейер 1 (5) груз нажмет 1SQ5 (5SQ5) и включится реле 8КР231 (8КР235), которое встанет на самопитание. Когда груз полностью перейдет на конвейер 1 (5), выключатель 1SQ5 (5SQ5) освободится и сработает реле 8КР331{8КР335) (горизонтали 18, 30). Размыкающие контакты этих реле отключат реле 8КР131 (8КР135). Магнитные пускатели 8КМ1 и 1КМ1 (5КМ1) отключатся. Программа будет отработана. В цепи 1КМ1 (5КМ1) включены размыкающие контакты конечных выключателей 1SQ6 (5SQ6), которые отключат конвейеры, если груз по каким-либо причинам подойдет слишком близко к противоположному краю конвейера. Магнитные пускатели 1КМ2—8КМ2 используют, если в программе предусмотрено движение конвейеров влево. Кнопки 1SB1—-5SB1 предназначены для перемещения грузов по конвейерам 1—5 при освобождении места для приема груза. Например, на конвейеры 1—5 груз можно загружать с тележек 8, «ели в правом конце есть свободное место, а левый может быть занят. При этом ключ 8SA1 должен быть переставлен в поз. 2 — «наладка». Магнитные пускатели 1КМ1—5КМ1 имеют столько параллельных включающих цепей, в скольких программах они участвуют. В схеме предусмотрена сигнализация. Лампы 8HLP1—-8HLP5 (горизонтали 101—105) сигнализируют о номере отрабатываемой программы. Лампа 8HLP6 (горизонталь 106) сигнализирует, если программа не может быть отработана — груз достиг противоположного края накопительного конвейера до того, как груз на входе перешел полностью на конвейер. В схеме имеются упрощения. Не показаны защита, питание, схемы бесконтактных выключателей и некоторые блокировки. В рассматриваемых примерах адресации распределительного устройства есть недостаток — избыток аппаратуры. В современных складах, управляемых системами на базе микропроцессорной техники и ЭВМ, применяют импульсную или кодовую адресацию. Импульсные системы адресации грузов (рис. 168, а). Эти системы характеризуются следующим. Когда траверсная тележка (штабелер) 4 подходит к конвейеру (ячейке стеллажа) 1, 5, 6, с датчика импульсов DU подается импульс. Обычно в качестве датчика импульсов используют конечный выключатель SQ1 (фотоэлектрический или индуктивный прибор), закрепленный на тележке. На SQ3 воздействуют упоры 2, находящиеся на каждом конвейере. С датчика импульсы поступают на реверсивный счетчик импульсов РСИ. Состояние счетчика характеризует положение тележки в каждый момент времени. Счетчик не должен терять информацию при аварийном отключении электроэнергии. Поэтому обычно применяют реверсивные шаговые искатели. Емкость счетчика должна быть равна числу конвейеров. Для дис- танционного контроля за положением служит индикатор положения ИП. Когда программа, набираемая на блоке программы БП, совпадает с требуемым положением штабелера, срабатывает блок совпадения БС, который включает в работу блок точной остановки БО. Остановка произойдет только тогда, когда упор 3 нажмет в зависимости от направления движения один из конечных выключателей SQ11 и SQ21.
Рис. 168. Схемы автоматического адресования: а — импульсная; б — кодовая При кодовом адресовании (рис. 168, б) применяют специальные кодовые датчики КДП. Каждому адресу (ячейке) соответствует определенная комбинация состояний конечных выключателей SQ1, ..., SQK, установленных на тележке. При двоичном коде число выключателей должно быть К = lg2m где т — число конвейеров. На каждой ячейке устанавливают комбинацию упоров 2, обеспечивающую включение выключателей SQ1—SQK в требуемой комбинации. Так как программа обычно задается в привычной десятичной системе счисления, то сигнал с КДП поступает на дешифратор. Сравнивают программы и информацию о тележке штабелера в одном коде. При совпадении программы и положения тележки подается сигнал на остановку. Дальше работа схемы аналогична рассмотренной ранее. В многономенклатурных складах применяют ЭВМ для учета грузов. В этом случае достаточно ввести в блок управления шифр, присвоенный требуемой детали. ЭВМ автоматически по шифру детали определяет адрес ячейки или конвейера, где она расположена. ЭВМ может управлять также операциями загрузки и разгрузки распределительного механизма. § 79. АВТОМАТИЗАЦИЯ ТРАНСПОРТНЫХ РАБОТ Для перемещения грузов в производственных условиях применяют подвесной и напольный транспорт с индивидуальными механизмами перемещения (грузовозы и самоходные тележки) и грузо-несущие или грузоведущие конвейеры, а также грузовые лифты.
Рис. 169. Грузовозы: а — с автономным механизмом подъема груза; б — с грузовой подвеской Электрогрузовозы. Этот вид транспорта предназначен для перемещения на расстояние 500 м и более грузов массой 0, 5—5 т. На рис. 169, а изображен электрогрузовоз с автономным механизмом подъема груза. Грузовая тележка 1 электроталью 2 (или двумя талями) поднимается вверх в транспортное положение. Электроталь закреплена на ходовой тележке 3, перемещающейся по монорельсу 4. Грузовая тележка в транспортном положении фиксируется захватами 5. Тележка 3 тягой 6 соединена с тягачом 7. Электроэнергия на грузовоз передается через токосъемники с троллеев 8. Для опре- деления места остановки (станции назначения) на тягаче смонтировано считывающее устройство 9 (блок конечных выключателей, индукционных или фотоэлектрических датчиков). Конечный выключатель 10 служит для остановки грузовоза в аварийной ситуации при наезде на препятствие (впереди идущий грузовоз или тупик монорельсового пути). В контейнере 11 смонтирована система управления грузовозом. Задание места назначения производится с пульта 12. После подачи команды на движение пульт поднимается в транспортное положение, а при остановке на станции назначения автоматически опускается. С пульта 12 подаются команды на освобождение захватов 5 и работу электротали 2. Существуют облегченные конструкции грузовозов (рис. 169, б), которые состоят из подвесной конструкции 1, соединенной шар-нирно с серьгой ходового 2 и приводного 3 роликов. Ролики опираются на подвес 4 специального профиля. На подвесной конструкции находится приспособление 5 — ящик, стойка или другое устройство, в котором размещены или навешены грузы. На станции отправления производится загрузка, а на станции назначения — разгрузка грузовоза. Грузовое приспособление 5 поступает к месту загрузки по конвейеру 6. Вилочный подъемник 7 поднимает приспособление в верхнее положение перед приходом грузовоза на станцию загрузки. Затем подъемник 7 опускается и приспособление Т-образными зацепами обопрется на подвесную конструкцию грузовоза. Место остановки определяется с помощью датчика 9, который считывает код станции назначения с адресоносителя 8, закрепленного на грузовозе. Питание к приводу ролика поступает по троллеям. Трассы грузовозов могут быть разветвленными и неразветвлен-ными: тупиковыми и замкнутыми. По тупиковым трассам обычна курсирует один грузовоз, который после каждого полурейса возвращается в исходное положение. На замкнутых трассах одновременно ходят несколько грузовозов. Рассмотрим системы управления движением грузовоза и стрелочными переводами на разветвленных трассах. Для управления движением грузовоза применяют автономные и централизованные системы. При автономном управлении каждый грузовоз имеет свою систему задания программы и управления (рис. 170, а). С блока программы БП, располагаемого обычно на пульте грузовоза, задается адрес станции назначения, который запоминается в блоке оперативной памяти БОП. После подачи с пульта управления ПУ команды на движение грузовоза происходит сравнение в блоке ССА заданного и фактического адресов грузовоза. Информация о фактической координате грузовоза хранится в блоке памяти адресов БПА. На основании сравнения адресов автоматически выбирают направление движения грузовоза. Сигнал с ССА подается на блок управления БУ, который коммутирует энергию, поступающую от сети через токосъемник ТС на бортовую систему управления. Вклю-_ чается исполнительный механизм ИМ, и грузовоз ГВ начинает движение. У каждой станции находятся пикеты П1, П2, .... ПN, которые в заданном коде (утилитарном, двоичном коде Грея) подают сигнал на датчик положения ДП, находящийся на грузовозе. С датчика сигнал поступает на блок памяти адресов БПА. При использовании импульсного ДП блока БПА является счетчиком импульсов. При движении грузовоза адреса БПА и БОП сравниваются на схеме СС, и при их совпадении поступает команда на блок управления БУ на остановку грузовоза и подается команда
Рис. 170. Схемы управления грузовозами: а — местная; б — централизованная; в — схема управления стрелочным переводом на систему управления СУГ подъемом (опусканием) пульта управления. Опускание груза выполняется автоматически или по команде с пульта управления ПУ. Централизованное управление применяют при курсировании одновременно нескольких грузовозов по замкнутым маршрутам. Каждый грузовоз имеет свой маршрут и станции приема груза и разгрузки. Грузовозы ГВ имеют адресоноситель АН (рис. 170, б) который программируют заранее. На каждой станции адресоноситель воздействует на датчик адреса ДА — набор конечных выключателей, индуктивных или фотоэлектрических приборов. С датчика ДА поступает комбинация сигналов, соответствующая коду адресоносителя. При совпадении сигнала, поступающего от ДА с кодом данной станции, находящимся в блоке задания БЗ, срабатывает блок управления БУ, отключающий контактор К. Участок троллей Т обесточивается и прекращается подача энергии к исполнительному механизму ИМ грузовоза ГВ. Одновременно с Б У подается сигнал на систему управления загрузкой (разгрузкой) СУГ. После реализации программы загрузки (разгрузки) блок управления БУ включит контактор К и грузовоз продолжит движение. Задание адреса станции и программы СУГ производят централизованно. Грузовозы с одинаковыми адресоносителями будут выполнять одинаковые маршруты, делая остановки на всех станциях, в блоки управления которыми введена одинаковая информация. Управление стрелочными переводами на разветвленных трассах при централизованном управлении грузовозами автоматическое. Стрелки применяют рамные. На раме имеется два или более отрезка рельсового пути. При сдвигании рамы отрезки соединяют центральный подходящий путь с требуемым направлением. Грузовозы с централизованным управлением обычно курсируют по замкнутым трассам, поэтому к стрелочному переводу грузовозы подходят только с одной стороны. Адресоноситель АН при подходе к стрелке воздействует на ДА, который вызывает из блока памяти БПМ информацию о состоянии стрелки, соответствующем заданному маршруту (адресу) грузовоза. Информация БПМ сравнивается в блоке ССС с данными, поступающими от датчиков положения стрелки ДС1 и ДС2. Если положение стрелки не соответствует маршруту грузовоза, то подается команда на контактор К, который отключит подачу напряжения на участок троллеи Т и грузовоз остановится. Одновременно будет подана команда на блок управления стрелкой БУС, который включит исполнительный механизм ИМС, и стрелка будет переставлена в заданную позицию. При совпадении положения стрелки с требуемым для заданного адреса грузовоза контактор К подаст напряжение на участок троллеи Т и грузовоз продолжит движение. При курсировании грузовоза с местной системой управления по разветвленным трассам применяют центральное управление стрелками. При вводе адреса станции по специальным троллеям подается команда на перевод стрелок в требуемое положение. После перевода стрелок грузовоз начинает движение. Стрелки переводят только тогда, когда грузовоз находится на исходной станции. Подвесные грузонесущие конвейеры применяют для транспортировки бестарных грузов и грузов в специальных контейнерах. Например, для подачи стульев к отделочным установкам, транспортировки полуфабрикатов и комплектующих к сборочным конвейерам. Тяговая цепь 1 соединяет тележки 2, движущиеся по замкнутому монорельсу 3, расположенному в горизонтальной плоскости или имеющему сложную пространственную форму (рис. 171). К тележкам крепятся подвески 4, на которых находятся контейнеры 5 с грузом, специальные грузонесущие подвески или бестарный груз. На подвесках устанавливают жесткие адресоносители — штыри 6 или кольца. Их закрепляют на горизонтальных или вертикальных штангах 7. В месте разгрузки выдвинутый штырь (один или несколько) воздействует на конечный выключатель 8. Подается команда, и стол 9 поднимается. Через время ный роликовый конвейер 10, по которому подается к рабочему месту Штыри выключаются электромагнитным устройством в месте загрузки. При небольшом числе адресов подвески имеют постоянные адреса. В этом случае перед загрузкой ставится устройство считывания адреса. И на подвеску помещается только груз, соответствующий ее адресу. < Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 1176; Нарушение авторского права страницы



 — нормативное время простоя транспортной единицы (автомобиля, вагона) под погрузкой (разгрузкой); т— число одновременно разгружаемых (загружаемых) транспортных единиц.
— нормативное время простоя транспортной единицы (автомобиля, вагона) под погрузкой (разгрузкой); т— число одновременно разгружаемых (загружаемых) транспортных единиц. , где Еi—наибольший объем i-го груза, хранящийся на складе (находится по графикам поступления и выдачи i-гo груза).
, где Еi—наибольший объем i-го груза, хранящийся на складе (находится по графикам поступления и выдачи i-гo груза).
 2, 5—коэффициент, учитывающий площадь, необходимую для проходов, размещения транспортного и грузоподъемного оборудования; е — число ярусов размещения грузов; KД = 0, 7
2, 5—коэффициент, учитывающий площадь, необходимую для проходов, размещения транспортного и грузоподъемного оборудования; е — число ярусов размещения грузов; KД = 0, 7