|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Условное изображение резьбы ГОСТ 2.311–68
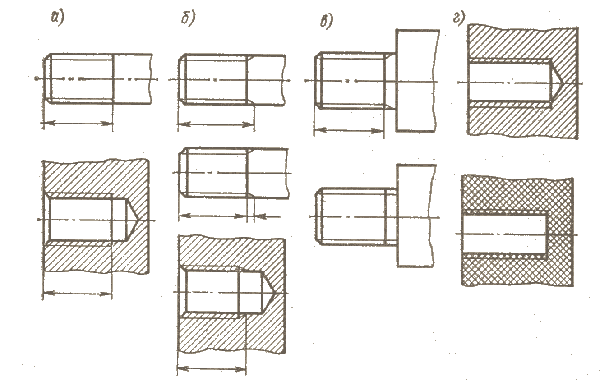
Построение винтовой поверхности на чертеже-длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями–сплошной основной и сплошной тонкой. Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю. Условное изображение резьбы на стержне Наружная резьба на стержне(рис. 1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на ѕ окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0, 8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (рис. 2).Размер длины резьбы указывается, как правило, без сбега.
Условное изображение резьбы в отверстии Внутренняя резьба (рис.3) – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем показывают одним из способов, приведенных на рисунке 4. В обозначение резьбы входят слово Резьба и все необходимые размеры, и предельные отклонения, а также сведения о числе заходов, направлении резьбы.
Условное изображение резьбы в сборе На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней. Если резьбу показывают как невидимую, применяют штриховые линии одинаковой толщины по наружному и внутреннему диаметрам резьбы. На разрезах резьбового соединения изображают стержень с резьбой, закрывающий резьбу в отверстии. Таким образом, в продольном разрезе в отверстии показывают только ту часть резьбы, которая не закрыта резьбовым стержнем (рис. 5).
Условное обозначение резьбы
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски. Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д. Метрическая резьба обозначается в соответствии с ГОСТ 9150–81. Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24(2–6g или М12(1–6Н)). При обозначении левой резьбы после условного обозначения ставят LH. Многозаходные резьбы, например трех-заходная, обозначается М24(З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам. Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0, 8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20(1, 5 ГОСТ 25229–82)). Соединение внутренней цилиндрической резьбы с наружной конической обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20(1, 5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20(1, 5LH). Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0, 12) -г- (+0, 15), а нижнее предельное отклонение равняется 0. Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G11/2LH–В–40 длина свинчивания, указываемая при необходимости. Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ6211–81 обозначается следующим образом: например, G/Rp–11/2–А. При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 11/2–А/В. Трубная коническая резьба. В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения: Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20(4LH–8H), где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы. При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40(6–8g–85; 85 – длина свинчивания). Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80(10–8Н). Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80(2(P10). Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры. Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19.
Резьбовые соединения
Детали машин и приборов соединяют крепежными деталями. Кроме того, того применяются резьбовые соединения деталей, на одной из которых нарезана наружная резьба, а на другой – внутренняя. Такие соединения, называемые разъемными, можно разобрать без повреждения деталей. Чертежи разъемных соединений выполняют с применением рекомендуемых стандартами упрощений и условностей. Соединение винтом упрощенное. ГОСТ 2.315–68 На винтовом соединении граница резьбы на стержне винта должна находиться внутри гладкого отверстия, запас резьбы, не использованный при ввинчивании, равен примерно трем шагам резьбы (ЗР). Если диаметр головки винта меньше 12 мм, то шлиц рекомендуется изображать одной утолщенной линией. На виде сверху шлиц в головке показывается повернутым на 45°. На чертеже соединения наносят три размера: диаметр резьбы, длину винта, диаметр отверстия для прохода винта. Соединение шпилькой упрощенное. При вычерчивании на сборочных чертежах шпилечного соединения рекомендуется, как при болтовом соединении, пользоваться условными соотношениями между диаметром резьбы d и размерами элементов гайки и шайбы. Соединение болтом упрощенное. ГОСТ 2.315–68 При изображении болтовых соединений размеры болта, гайки и шайбы берутся по соответствующим ГОСТам. На учебных сборочных чертежах, с целью экономии времени, болт, гайку и шайбу рекомендуется вычерчивать не по всем размерам, взятым из ГОСТа, а только по его диаметру и длине стержня. Остальные размеры обычно определяются по условным соотношениям элементов болта и гайки в зависимости от диаметра резьбы. ГОСТ2.315-68 предусматривает упрощенные и условные изображения крепежных деталей на сборочных чертежах. При упрощенных изображениях (рис.1) резьба показывается по всей длине стержня крепежной резьбовой детали. Фаски, скругления, а также зазоры между стержнем детали и отверстием не изображаются. На видах, полученных проецированием на плоскость, перпендикулярную оси резьбы, резьба на стержне изображается одной окружностью, соответствующей наружному диаметру резьбы.
Описание деталей
Болт представляет собой цилиндрический стержень с головкой на одном конце и резьбой на другом конце. Болты используются (вместе с гайками, шайбами) для скрепления двух или нескольких деталей. Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки и стержня, по шагу резьбы, по точности изготовления и по исполнению. При изображении болта на чертеже выполняют два вида (рис. 2) по общим правилам и наносят размеры длины l болта, длины резьбы /о, размер под ключ S и обозначение резьбы Md. Высота H головки в длину болта не включается. Гиперболы, образованные пересечением конической фаски головки болта с ее гранями, заменяются другими окружностями.
Гайка — крепежная деталь с резьбовым отверстием в центре. Применяется для навинчивания на болт или шпильку до упора в одну из соединяемых деталей. В зависимости от названия и условий работы гайки выполняют шестигранными, круглыми, барашковыми, фасонными и т. д. Наибольшее применение имеют гайки шестигранные. Их изготовляют трех исполнений: исполнение l — с двумя коническими фасками (рис. 3); исполнение 2 — с одной конической фаской; исполнение 3 — без фасок, но с коническим выступом с одного торца. Форму гайки на чертеже вполне передают два ее вида: на плоскости проекций, параллельной оси гайки, совмещают половину вида с половиной фронтального разреза, и на плоскости, перпендикулярной оси гайки, со стороны фаски. На чертеже указывают размер резьбы, размер S под ключ и дают обозначение гайки по стандарту.
Шайба представляет собой точеное или штампованное кольцо, которое подкладывают под гайку, головку винта или болта в резьбовых соединениях. Плоскость шайбы увеличивает опорную поверхность и предохраняет деталь от задиров при завинчивании гайки ключом. С целью предохранения резьбового соединения от самопроизвольного развинчивания в условиях вибрации и знакопеременной нагрузки применяют шайбы пружинные по ГОСТ 6402—70 и шайбы стопорные, имеющие выступы-лапки. Круглые шайбы по ГОСТ 11371—78 имеют два исполнения (рис. 4): исполнение 1 — без фаски, исполнение 2 — с фаской. Форму круглой шайбы вполне передает одно изображение на плоскости, параллельной оси шайбы.
Сборка фланцевых соединений
5.81. При сборке фланцевых соединений трубопроводов уплотнительные поверхности приварных фланцев, а также буртов и приварных колец для свободных фланцев должны быть перпендикулярны к осям труб и деталей и соосны с ними. Отклонение от параллельности на наружном периметре уплотнительных поверхностей не должно превышать 10% толщины прокладки. Отклонение от перпендикулярности
Наружный диаметр уплотнительной поверхности фланца, мм:
Черт.13. Контроль отклонения от перпендикулярности уплотнительной поверхности фланца:
1 - угольник; 2 - фланец; 3 - труба.
5.82. При сборке фланцевых соединений должно обеспечиваться симметричное расположение отверстий под болты и шпильки относительно вертикальной оси фланцев и не совпадать с ней. Несовпадение отверстий соединяемых фланцев не должно превышать половины разности номинальных диаметров отверстия и устанавливаемого болта (шпильки). 5.83. При сборке труб и деталей с плоскими приварными фланцами расстояние между уплотнительной поверхностью фланца и торцом трубы (детали), а также конструктивные элементы и размеры соединения должны соответствовать указанным в табл.17. 5.84. При установке и затяжке болтов и шпилек во фланцевых соединениях необходимо выполнять следующие требования: – гайки болтов должны быть расположены с одной стороны фланцевого соединения; – высота выступающих над гайками концов болтов и шпилек должна быть не менее 1, 5 и не более 3 шагов резьбы; – гайки соединений с мягкими прокладками затягивают по способу крестообразного обхода: сначала затягивают одну пару противоположно расположенных болтов, затем вторую, находящуюся под углом 90° к первой, и после этого таким же способом затягивают все болты; – гайки соединений с металлическими прокладками затягивают по способу кругового обхода (при 3- или 4-кратном круговом обходе равномерно затягивают все гайки); – болты и шпильки соединений трубопроводов, работающих при температуре свыше 300°С, предварительно должны быть покрыты графитовой смазкой, предохраняющей их от заедания и пригорания. Графитовые смазки готовят из чешуйчатого графита, густо разведенного на воде или смеси глицерина с водой в соотношении 2: 1. Мягкие прокладки, применяемые для сборки соединений паропроводов, натирают с обеих сторон сухим графитом. Не допускается смазывать прокладки маслами, графитом с маслами или красками и мастиками во избежание их пригорания к зеркалам фланцев; – для проверки совпадений отверстий под болты и шпильки следует применять болты, монтажные коликовые ключи или специальные оправки. Выравнивание перекосов фланцевых соединений натяжением болтов или шпилек, а также применение клиновых прокладок не допускается. Правильность установки фланцев проверяют с помощью контрольного угольника (см. черт.13) и щупа.
Техническая характеристика
5.85. Фланцы на замыкающих концах узлов приваривают только в случаях, когда расположение болтовых отверстий в них не ограничено. Ответные фланцы, связанные с аппаратами, арматурой или фланцами на других узлах, должны быть только прихвачены к трубе сваркой, а затем после уточнения их положения по месту приварены. 5.86. Сборку фланцевых соединений начинают только после проверки отсутствия перекоса фланцев. Для этого соединение предварительно собирают без установки прокладок, при этом фланцы должны сближаться строго параллельно уплотнительным поверхностям. Непараллельность двух фланцев не должна превышать удвоенного допускаемого отклонения от перпендикулярности одного фланца к оси трубы, при этом зазор должен быть одинаковым по всей окружности и соответствовать толщине прокладки. Для предотвращения выпадения прокладки из зазора при горизонтальном положении участка трубопровода в нижние отверстия фланцев вставляют предварительно два болта, после чего прокладку фиксируют на одинаковом расстоянии от краев фланцев. 5.87. Гайки фланцевых соединений рекомендуется затягивать с помощью пневматических или электрических гайковертов со специальными приспособлениями (шарнирами, удлинителями).
Сборка зубчатых передач Зубчатые передачи. Сопряжение зубчатого колеса с валом выполняется с небрльшим натягом или зазором. Натяг обеспечивает лучшую соосность вала и колеса. Качество сборки зубчатых передач зависит от точности взаимного расположения осей и валов, на которых они установлены, от тщательности пригонки шпоночных и шлицевых соединений, а также от качества изготовления или ремонта посадочных поверхностей зубчатых колес, валов и осей. В зацеплении зубчатых колес должны быть выдержаны боковой и радиальный зазоры, которые компенсируют возможные ошибки в размерах зубьев, неточности сборки и температурные деформации. Величина бокового и радиального зазора зависит от модуля и размеров зубчатых колес, а также от класса точности их изготовления (табл. 49). Эти величины устанавливаются техническими условиями на ремонт деталей машин. В зависимости от посадки и размеров зубчатого колеса устанавливают его на вал с помощью оправки и молотка или пресса. Для определения величины радиального биения применяют прибор, в котором имеется контрольный ролик. На него устанавливают ножку индикатора и замечают положение стрелки. Затем ролик перекладывают через 2—3 зуба, поворачивают колесо и по положению стрелки индикатора определяют величину радиального биения (табл. 50). Таблица 49. Боковой зазор и отклонение межцентрового расстояния для цилиндрических зубчатых передач, мк (ГОСТ 1643—72)
Примечание. С — с нулевым зазором; Д — с уменьшенным зазором; X — с нормальным зазором, Ш — с увлеиченным зазором. Для определения величины осевого биения ножку индикатора подводят к ободу зубчатого колеса, установленного на оправке, и замечают положение стрелки. Поворачивая зубчатое колесо, наблюдают за стрелкой индикатора, показывающей величину осевого биения. Таблица 50. Допустимое радиальное биение колеса в цилиндрических зубчатых передачах, мк (по ГОСТ 1643—72)
Величину бокового зазора между зубьями в зацеплении проверяют с помощью щупа, индикатора или путем прокладки между зубьями свинцовой проволоки или ленты толщиной 1—2 мм. Правильность прилегания рабочей поверхности зубьев в зацеплении проверяют с помощью краски. На рабочей поверхности зубьев ведущего колеса наносят тонкий слой масляной краски. После этого колесо несколько раз проворачивают и краска с рабочей поверхности зубьев ведущего колеса переносится на поверхность зубьев ведомого. По отпечатку краски на поверхности зубьев ведомого колеса судят о правильности зубчатого зацепления (рис. 52, табл. 51, 52). Таблица 51. Нормы контакта зубьев
Таблица 52. Допуски на непараллельность и перекос осей цилиндрических передач, мк (по ГОСТ 1643—72)
Рис. 52. Формы отпечатков на зубьях шестерен Проверку зацепления конических зубчатых колес на краску производят аналогично. Величину зазора в зацеплении между зубчатыми колесами регулируют прокладками, которые помещаются между ступицей и упорным буртиком вала. Червячные передачи. При сборке червячных передач проверяют межосевое расстояние червячного колеса и червяка (рис. 53). Правильность положения валов (отсутствие перекоса), боковой зазор в зацеплении и точность прилегания рабочих поверхностей зубьев (рис. 54).
Рис. 53. Схема проверки межосевого расстояния и правильность положения валов в корпусе червячного редуктора 1 — скоба; 2 и 3 — оправки
Рис. 54. Схема определения бокового зазора в червячной передаче Отклонение межосевого расстояния проверяют микрометром или штихмасом с применением контрольных оправок, вставляемых непосредственно в отверстия корпуса редуктора или через переходные втулки. Оправку вставляют в отверстие вала червячного колеса, при этом на оправку надевают скобу. В отверстие для прохода вала червяка вставляют оправку. По величине зазора а и с определяют отклонение межосевого расстояния в вертикальной и горизонтальной плоскостях. Для определения бокового зазора определяют угловое смещение червяка. На вал червяка устанавливают градуированный диск. Сборка цепных передач О цепных передачах разговор особый, ибо и сами они не совсем обычны: с одной стороны, цепная передача относится к разряду гибких, где цепь представляет собой своеобразный ремень, но, с другой стороны, передача вращающего момента осуществляется не за счет силы трения, а за счет зацепления звеньев цепи за зубья зубчатых колес (звездочек), следовательно, цепная передача является одновременно зубчатой. Поэтому она обладает достоинствами и у нее отсутствуют недостатки как гибкой, так и зубчатой передач: во-первых, с ее помощью можно передавать вращающие моменты между валами, находящимися на значительном удалении друг от друга – до 8 м (как при ременной передаче); во-вторых, она сохраняет постоянство передаточного числа, то есть отсутствует проскальзывание (как в зубчатых передачах); в-третьих, цепь этой передачи не требует большого натяжения (в отличие от ремня); в-четвертых, она может передавать большие крутящие моменты; в-пятых, КПД цепной передачи достигает 0, 98. Классификация цепных передач производится по двум признакам: по назначению (грузовые – для поднятия грузов, тяговые – для перемещения грузов, приводные – для передачи движения от двигателя к исполнительному механизму) и по конструкции приводных цепей (роликовые, втулочные, зубчатые и т. д.). Приводная роликовая цепь состоит из переходных (валик с напрессованными наружными пластинами) и соединительных (втулка с насаженным на нее роликом и напрессованными внутренними пластинами) звеньев (рис. 66).
Рис. 66 (продолжение). Цепная передача: б – втулочная; в – зубчатая цепь; г – узел цепной передачи: 1 – ведущий вал со звездочкой; 2 – ведомый вал со звездочкой; 3 – цепь; 4 – регулировочное приспособление для натягивания цепи со звездочкой. Ролик в соединительных звеньях насажен на втулку с некоторым зазором, что обеспечивает создание между зубьями звездочек и цепью трения качения. Применяются такие передачи в механизмах, где окружные скорости не превышают 15 м/с. Роликовые цепи могут быть одно– (ПР) и двухрядные (2ПР) – для передачи небольших мощностей, а также трех– (3ПР), четырехрядные (4ПР) цепи с изогнутыми пластинами (ПРИ) и цепи тяжелого типа (ПРТ, 2ПРТ, 3ПРТ, 4ПРТ и 6ПРТ) – для передачи больших мощностей. Многорядные цепи собираются из обычных звеньев с применением удлиненных валиков. Промышленностью выпускаются цепи с шагом определенной величины (соответственно под них выпускаются и звездочки): 8, 9, 525, 12, 7, 15, 875, 19, 05, 25, 4, 31, 75, 38, 1, 44, 45, 50, 8, 63, 5 и 76, 2 мм. Приводные втулочные цепи представляют собой подобие роликовых, но ролики не имеют (рис. 66, б). Вследствие этого они значительно легче и ощутимо дешевле роликовых цепей. Однако они больше подвержены износу, поэтому применяются только для передачи малых мощностей в тихоходных механизмах. Маркировка и роликовых, и втулочных цепей одинакова: на первом месте указывается количество рядов (при маркировке однорядных цепей 1 не указывается), далее идут заглавные буквы, обозначающие тип цепи (ПР – роликовая, ПРИ – роликовая изогнутая, ПРТ – роликовая тяжелая, ПВ – втулочная), следующее число говорит о величине шага звеньев цепи, последнее числовое значение указывает предельно допустимую силу нагрузки. Конструкция приводной зубчатой цепи состоит из рабочих пластин, соединенных между собой вкладышами качения, и направляющих пластин, которые фиксируют цепь в осевом направлении. Цепи могут быть однопарными и многопарными в зависимости от назначения. Шаг звеньев цепей 12, 7, 15, 875, 19, 05, 25, 4 и 31, 75 мм. Такие цепи используют в механизмах, имеющих большие окружные скорости (до 30 м/с) и испытывающих неравномерную загрузку. Как уже было сказано, цепная передача движения осуществляется за счет зацепления цепи за зубья звездочек. Звездочки изготавливаются из стали, число зубьев может быть от 9 до 22 и 25 (28), 32 (36), 40 (45), 50 (56), 63 (71), 80. Они бывают как цельные, так и разборные (ступица из чугуна или стали, а венец стальной, при этом венец напрессовывается на ступицу и закрепляется болтами или винтами). Сборка узла цепной передачи состоит из следующих операций: – звездочки устанавливаются на взаимодействующие валы методом напрессовки прессами или винтовыми приспособлениями и фиксируются во избежание осевого смещения; – производится проверка их расположения (они должны находиться в одной плоскости) и радиального и торцевого биения (с помощью индикатора); – подбирается отрезок цепи необходимой длины (при ремонте – по старой цепи, при первичной сборке – согласно техническим условиям на конкретный механизм), надевается на звездочки и натягивается специальным приспособлением; – замыкается цепь в кольцо. Если цепь состоит из четного количества звеньев, то ее концы соединяются обычным звеном, если число звеньев нечетное, то переходным звеном. Для нормальной и долговечной работы цепной передачи необходимы два условия: – во-первых, соблюдение натяжения цепи. Поскольку при работе механизма цепь испытывает постоянные нагрузки на вытягивание, то провисание цепи может увеличиться, цепь начнет болтаться, износ элементов передачи будет ощутимее. Поэтому при вытягивании цепи ее подтягивают либо натяжной звездочкой, если она предусмотрена конструкцией механизма, либо путем удаления звеньев, если это допустимо по техническим условиям, если натяжение откорректировать этими способами нельзя, то устанавливается новая цепь; – во-вторых, постоянное присутствие смазочного материала. Если для смазывания сопрягаемых элементов передачи используется пластичный смазочный материал, то цепь перед очередной процедурой смазки промывают в керосине, просушивают, а смазывают ее путем погружения в расплавленную смазку. Если используется жидкая смазка, то необходимо своевременно пополнять масленки. Сборка ременных передач(ременных или цепных) сводится к установке и проверке с исправлением взаимного положения осей передачи, установке элементов передачи в заданном положении навешиванию гибких органов передачи (ремней или цепей). Правильная и точная установка ременного привода не менее важна, чем правильный монтаж зубчатой передачи.
Плоские ремни в передачах без натяжного ролика надевают следующим образом. Сначала отрезок шнура перебрасывают через шкивы и измеряют рабочую длину. После добавки к ней некоторой величины, необходимой для соединения концов ремня, отрезают по мерке кусок ремня, сшивают или каким-либо иным способом соединяют его, предварительно несколько укоротив для создания натяжения. Полученную замкнутую ременную ленту надевают на один шкив, а затем, натягивая ее руками или рычагом и вращая шкивы вручную, надевают на второй шкив. В целях безопасности категорически запрещается надевать ремень при включенном двигателе. Новые ремни под действием нагрузки обычно удлиняются, причем более интенсивно в первые часы работы. Поэтому рекомендуется еще до сшивки вытягивать их под действием груза или с помощью лебедки. Вытяжку лучше всего производить при напряжении в сечении ремня, равном 30—36 кгс/см2 (2, 94—3, 53 МПа). Чем больше время вытяжки, тем лучше работает ремень. Рекомендуется вытяжку производить в течение 12—70 ч в зависимости от сечения и материала ремня.
Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1544; Нарушение авторского права страницы







 уплотнительной поверхности фланца к оси трубы или детали (черт.13) не должно превышать, мм:
уплотнительной поверхности фланца к оси трубы или детали (черт.13) не должно превышать, мм: