|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Структура и этапы технической диагностики
Техническая диагностика технологического оборудования – это направление науки и техники, находящееся на стыке многих областей знаний. Для разработки и эксплуатации систем диагностики необходимо иметь знания и практические навыки в таких областях, как теория машин и механизмов, позволяющие описать работу объекта диагностики и выбрать основные виды диагностических сигналов; методы формирования и распространения диагностических сигналов в объекте диагностики, позволяющие оптимизировать объем диагностических измерений; методы определения влияния дефектов на функционирование объекта диагностики и на свойства диагностических сигналов, позволяющие выбирать и оптимизировать диагностические признаки различных дефектов и неисправностей; теория сигналов и теория информации, позволяющие получать максимум диагностической информации при минимуме измерений; теория и техника измерений и анализа сигналов, позволяющие оптимизировать качество диагностических измерений; теория распознавания состояний, позволяющая с максимально возможной достоверностью определять состояние объекта идентифицировать дефекты по результатам диагностических измерений; методы автоматизации различных процессов, позволяющие автоматизировать измерения и анализ диагностических сигналов, постановку диагноза и составление отчетных материалов; компьютерная техника и информационные системы. В технической диагностике выделяют два взаимосвязанных и взаимопроникающих направления – теория распознавания и теория контролеспособности (рисунок 2.1) [1, с.7]. Теория распознавания позволяет решить основную задачу технической диагностики, а именно распознавание состояния технической системы в условиях ограниченной информации. Она изучает алгоритмы распознавания применительно к задачам диагностики, обычно это задачи классификации. Алгоритмы распознавания часто основываются на диагностических моделях, которые устанавливают связь между состояниями технической системы и их отображениями в пространстве диагностических сигналов. Проблемой распознавания являются правила принятия решений (исправен объект или не исправен), что всегда связано с риском ложной тревоги и пропуска цели. Для решения диагностических задач, а именно определения, исправен объект или нет, целесообразно использовать методы статистических решений.
Рисунок 2.1 – Структура технической диагностики В технической диагностике кроме теории распознавания следует выделить еще одно важное направление – теорию контролеспособности. Контролеспособностью называется свойство изделия обеспечивать достоверную оценку своего технического состояния и раннее обнаружение неисправностей и отказов. Контролеспособность обеспечивается конструкцией изделия и системой технической диагностики. К важнейшим задачам теории контролеспособности можно отнести изучение и разработку средств и методов получения диагностической информации, автоматизированный контроль состояния, который предусматривает обработку диагностической информации и формирование управляющих сигналов, разработку алгоритмов поиска неисправностей, диагностических тестов, минимизации процесса установления диагноза и т. д. Оценка и прогноз технического состояния объекта диагностики по результатам прямых или косвенных измерений параметров состояния или диагностических параметров и составляет суть технической диагностики. Само по себе значение параметра состояния, или диагностического параметра, еще не дает оценки технического состояния объекта, поэтому, чтобы оценить состояние машины или оборудования, необходимо знать не только фактические значения параметров, но и соответствующие эталонные значения. Разность между фактическим Пф и эталонным Пэт значениями диагностических параметров называется диагностическим симптомом:
Таким образом, оценка технического состояния объекта определяется отклонением фактических значений его параметров от их эталонных значений. Следовательно, любая система технической диагностики (рисунок 2.2) работает по принципу отклонений (принцип Солсбери).
Рисунок 2. 2 – Функциональная схема технической диагностики
Погрешность, с которой оценивается величина диагностического симптома, в значительной степени определяет качество и достоверность диагноза и прогноза контролируемого объекта. Эталонное значение указывает, какую величину будет иметь соответствующий параметр у исправного хорошо отрегулированного механизма, работающего при такой же нагрузке и таких же внешних условиях. Математическая модель объекта диагностики может быть представлена набором формул, по которым рассчитываются эталонные значения всех диагностических параметров. Каждая формула должна учитывать условия нагрузки объекта и существенные параметры внешней среды. Техническую диагностику можно разбить на несколько этапов. Первым этапом оценки технического состояния любого объекта является определение номенклатуры дефектов, которые представляют наибольшую опасность для его функционирования и должны обнаруживаться в процессе диагностики. Для ее решения проводятся специальные исследования причин наиболее частых отказов объектов диагностики или их аналогов, а также тех изменений параметров состояния, которые измеряются в процессе предремонтной дефектации аналогичных объектов, отработавших межремонтный ресурс. Второй этап – это определение совокупности максимально возможных параметров состояния, диагностических признаков и диагностических параметров, которые могут быть измерены для определения технического состояния объекта. Третий этап оценки технического состояния заключается в оптимизации совокупности измеряемых параметров состояния и диагностических параметров. Эта совокупность должна отражать развитие всех дефектов, определяющих ресурс контролируемого узла или машины в целом. Для оценки технического состояния объекта необходимо определять для каждого параметра не только его эталонное значение, которое характеризует состояние бездефектного объекта, но и его пороговые значения, характеризующие состояние объекта с дефектом определенной величины, т.е. определяющие допустимую величину изменения данного контролируемого параметра. Значение параметра состояния или диагностического параметра, соответствующее состоянию объекта с дефектом определенной величины, принято называть пороговым значением (пороговым уровнем) параметра при этом виде дефекта. Параметр состояния, или диагностический параметр, могут иметь несколько, например, три пороговых значения, характеризующих, соответственно, зарождающийся, средний и сильный дефекты. Эталонные значения параметров состояния и диагностических параметров могут определяться различными способами. Один из них – расчетный с использованием математической модели объекта. Другой способ определения эталонных и пороговых значений – это определение их по результатам непосредственных измерений параметров состояния или диагностических параметров. При этом эталонные и пороговые значения могут определяться как по измерениям одних и тех же параметров группы одинаковых объектов, работающих в одинаковых режимах и внешних условиях, так и по периодическим измерениям каждого из этих параметров у одного объекта. В процессе четвертого этапа необходимо выбрать методы и технические средства измерений и анализа диагностических сигналов, а также, если это возможно, параметров состояния объекта диагностики. На этом этапе также осуществляется выбор точек контроля диагностических параметров и режимов работы объекта во время диагностирования. Основной задачей этого выбора является минимизация затрат на диагностические измерения без потерь качества диагностики, т.е. с сохранением минимальной вероятности пропуска дефектов в процессе диагностирования. Пятый этап – создание диагностической модели, т.е. совокупности диагностических параметров и правил их измерения, их эталонных значений и пороговых значений дефектов. Кроме этого в диагностическую модель входят правила принятия решений в тех случаях, когда одним и тем же дефектам соответствует группа различных признаков и параметров и, что не менее сложно, когда один и тот же признак или параметр отвечает за появление разных дефектов в различных режимах работы объекта диагностики. Как показывает практика, диагностика необходима на всех этапах жизненного цикла механизма и машины: от проектирования и изготовления до снятия с эксплуатации и в ремонтный период [10]. На рисунке 2.3 показана область применения виброакустической диагностики на этапах жизненного цикла машины. Данный вид технической диагностики является наиболее приемлемым для одного из самых сложного типа технических средств сервиса – швейных машин неавтоматического и автоматического действия. Современные системы диагностики кроме оценки состояния объекта дают возможность прогноза его работоспособности. Для этого анализируются тренды, представляющие собой зависимость диагностических симптомов от времени.
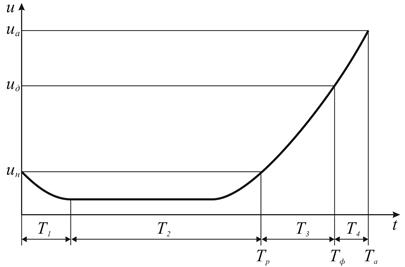
Рисунок 2.3 – Область применения виброакустической диагностики на этапах жизненного цикла машины На рисунке 2.4 представлен тренд, характеризующий четыре этапа изменения характеристик вибрации, что соответствует четырем этапам жизненного цикла машины или оборудования. Первый этап Т1 – приработка машины, второй Т2 – нормальная работа, третий Т3 –развитие дефекта, четвертый Т4 – этап деградации (устойчивое развитие цепочки дефектов с момента, когда появляется потребность и обслуживании или ремонте объекта, до момента возникновения аварийной ситуации). Из этой зависимости следует, что время проведения ремонтных работ Тр (назначенный ресурс) намного меньше фактического срока Тф, когда этот ремонт становится необходимым.
Рисунок 2.4. Зависимость величины диагностического симптома механизма от времени наработки: ин – уровень нормального функционирования; ид – допустимый уровень; иа – аварийный уровень
Трендовая характеристика позволяет прогнозировать момент наступления катастрофических изменений технического состояния, а стало быть, прогнозировать остаточный ресурс и планировать срок обоснованного ремонта [10].
Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 3696; Нарушение авторского права страницы

 . (2.1)
. (2.1)