
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Боковые и центральные токоприемники
Общие сведения. На тяговом подвижном составе промышленного транспорта применяются токоприемники трех типов: центральные симметричные, центральные несимметричные (на EL10) и боковые. В основном у токоприемников наблюдаются следующие неисправности: интенсивный износ накладок полоза, износ манжет пневмопривода, излом рам токоприемников. Преждевременный износ накладок полоза вызван большим нажатием полоза на контактный провод. Слабое нажатие приводит к искрению и подгару накладок. Неправильная регулировка редукционного клапана может привести к резким ударам о контактный провод, что вызовет повышенный износ деталей, перекос рам и появление трещин и изломов. В процессе эксплуатации необходимо проверять техническое состояние токоприемников через каждые 7 — 10 сут. работы. При этом очищают от различных загрязнений токоприемник, воздушный шланг и опорные изоляторы. Проверяют характеристику токоприемника, состояние шарнирных соединений, гибких шунтов и при необходимости смазывают полоз токоприемника. При несоответствии характеристики производят регулировку токоприемника. Полозы с толщиной накладок 2 мм и менее заменяют. Местные выработки в накладках опиливают личным напильником. Небольшие утечки воздуха в пневмоприводе устраняют заливкой масла МВП. Технический ресурс элементов токоприемников полоза — 90 — 115 сут; каретки — 270 — 300 сут; пневмопривода — 540 — 600 сут; верхней и нижней рам — 540 — 600 сут. Демонтированные токоприемники тщательно очищают от грязи и старой краски и устанавливают на специальные опорные тумбы. Перед разборкой натянутые пружины необходимо ослабить. Основание токоприемника и рычажно-пружинный механизм. Основание токоприемника осматривают, выявляют наличие трещин и погнутостей. Разница расстояний по диагонали между отверстиями основания под болты опорных изоляторов допускается не более 5 мм. Погнутое основание выправляют на плите. Сварные швы, имеющие трещины, удаляют и наваривают новые. Проверяют состояние рычажно-пружинного механизма. В разработанные отверстия рычагов запрессовывают бронзовые втулки. Пружины с трещинами или потерей жесткости заменяют. Места присоединения проводов зачищают и лудят. Проверяют характеристики пружин на специальном приспособлении, параметры пружин должны соответствовать следующему:
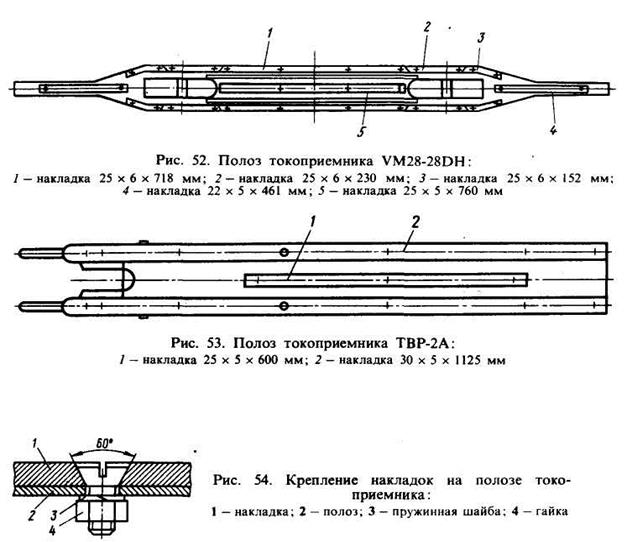
Трубы верхних и нижних рам. Трубы, имеющие трещины, вмятины глубиной более 5 мм, заменяют новыми. В эксплуатации допускается восстановление труб конусных или цилиндрических, имеющих не более трех вмятин глубиной 5 мм, путем постановки соединительных муфт (рис. 50) не более одной на трубу и не более двух на раму. Поврежденное место трубы вырезают и соединяют муфтой. Снятые подшипники промывают в керосине, тщательно очищают и осматривают. Подшипники с радиальным зазором более 0, 2 мм заменяют новыми. Годные подшипники покрывают смазкой ЦИАТИМ-201. Для обеспечения надежной работы токоприемника VM28-28DH после ремонта необходимо проверить длины штанг и тяг, которые должны соответствовать размерам, указанным на рис. 51. Полозы токоприемника и каретки. Полозы устанавливают на специальное приспособление и тщательно осматривают. Полоз, имеющий толщину менее 1, 3 мм, заменяют. Трещины и надрывы в полозах заваривают газовой сваркой с последующей обработкой. На поверхности полоза допускаются погнутости не более 3 мм на длине 1300 мм, в противном случае полоз необходимо выправить. Расстояние между концами склонов не должно отличаться от чертежного более чем на ±15 мм. После ремонта полоз подвергают цинкованию. Накладки ставят новые, изготовленные из полосовой меди Ml. Накладки должны плотно прилегать к полозу всей поверхностью (рис. 52 и 53). Угол заточки головок винтов должен быть строго одинаковым с уг
лом зенковки отверстий накладок и иметь конус 60° (рис. 54). Головки винтов должны быть утоплены на глубину не более 0, 75 мм от рабочей поверхности накладок. Накладки в местах стыков должны быть строго на одном уровне без каких-либо выступов или острых кромок. Для смазки новых или отремонтированных полозов применяют сухую графитовую смазку СГС, состоящую из 65 массовых частей (м. ч.) графита и 35 м. ч. кумароновой смолы, а в процессе эксплуатации производят восстановление смазки следующим составом, м. ч.: кумароновой смолы — 10, сольвентнафта — 65; графита – 25. Каретки осматривают, выявляют наличие трещин. Детали каретки с трещинами или с выработкой более 1 мм заменяют. Новые оси кареток должны быть цементированы или подвержены закалке. Пружины кареток, установленные на одном токоприемнике, должны иметь одинаковую характеристику. Ход каретки допускается не более 50 мм для токоприемника ТЛ-14 и 25 мм для VM28-28DH. Пневматический привод. Его разбирают по элементам и все детали, за исключением резиновых манжет, промывают в керосине и вытирают насухо. При разборке пневмопривода токоприемника VM28-28DH необходимо крышку цилиндра со стороны штока поршня поддерживать с помощью приспособления, рассчитанного на усилие 5880 Н. При таком демонтаже повреждение рабочей поверхности цилиндра не происходит. Проверяют состояние внутренней поверхности цилиндра и при наличии рисок производят шлифовку. При выработке отверстия во втулке крышки цилиндра необходимо выточить новую втулку и запрессовать ее в крышку цилиндра. Зазор между штоком и втулкой должен быть в пределах 0, 07 — 0, 4 мм. Выработанные места штока восстанавливают наплавкой с последующей обработкой до чертежных размеров. Резиновые манжеты, имеющие износ, заменяют. При сборке поверхность цилиндра покрывают смазкой ЦИАТИМ-201. Герметичность пневматического привода проверяют измерением утечки воздуха через привод из резервуара вместимостью 1 л, наполненного сжатым воздухом давлением 6, 6 × 105 Па. Пневмопривод считается годным, если через 10 мин после начала проверки давление воздуха в резервуаре снизится не более чем на 5%. Опорные изоляторы. При наличии на изоляторах трещин или повреждений глазури на длине более 10% возможного пути перекрытия током их заменяют. Разница изоляторов по высоте не должна превышать 2 мм. Фарфоровые изоляторы очищают в 5 %-ном растворе каустической соды, а изоляторы типа АГ-4 в 3 %-ном растворе щавелевой кислоты с промывкой в горячей воде. Очищать фарфоровые изоляторы наждачной бумагой или песком запрещается. Поворотно-подъемный механизм боковых токоприемников. Механизм разбирают для проверки выработки трущихся поверхностей деталей. Зазор между стенками углового паза кулисы и пальцем кривошипа допускается не более 2 мм. Зазор между направляющим роликом и его валиком должен быть в пределах 0, 02 — 0, 8 мм. Выработанные поверхности пальца и углового паза восстанавливают наплавкой с последующей обработкой до чертежных размеров. При обнаружении трещин на поворачивающемся рычаге, тяге, кулисе механизма произвести их заварку. Регулировка токоприемников. Их регулируют после ремонта в соответствии с техническими данными, приведенными для центральных токоприемников в табл. 39 и для боковых — в табл. 40. Убеждаются в отсутствии механических заеданий в шарнирах токоприемника, поднимая и опуская его от руки. Полозы центрального токоприемника должны свободно поворачиваться вокруг своей оси на 10—15° в каждую сторону относительно нормального положения. Отклонение контактной поверхности полоза от горизонтальной плоскости на длине 1 м не должно быть более 5 мм. Проверку горизонтальности проводят с помощью линейки длиной 1000 мм с уровнем, установленным по середине полоза. Смещение центра полоза относительно центра основания токоприемника допускается не более 25 мм. Толщина накладок полоза должна быть в пределах 5 — 6 мм. Регулировку статического нажатия производят изменением нажатия пружины на наибольшей рабочей высоте. Время подъема и опускания регулируют с помощью клапанов КП-17-09, установленных в кузове агрегатов ПЭ2М, ОПЭ2, и демпфирующего клапана DDV2, установленного на агрегате EL10. Номинальное давление сжатого воздуха в цилиндре должно быть 4, 9 • 105 Па. Разность нажатий на контактный провод в пределах рабочей высоты при одностороннем движении должна быть не более 15 Н. Таблица 39
Таблица 40
Угол поворота бокового токоприемника должен быть 90°. Скорость поворота регулируют с помощью дроссельной иглы. Толщина накладки полоза 5 мм, давление сжатого воздуха в пневмоцилиндре 4, 9 • 105 Па. Токоприемники окрашивают в красный цвет эмалью ПФ-115, а пружины — в черный цвет. С целью повышения качества ремонта перед сборкой токоприемников необходимо проверить основные узлы: пневмопривод, пружины, полоз — на соответствие их техническим данным. Принятая технология ремонта обеспечивает технический ресурс основных элементов токоприемника. Аппараты защиты
Общие сведения. Для защиты электрического оборудования от токов короткого замыкания применяют автоматические выключатели типов БВП-5, «Герапид», 6НС на локомотивах постоянного тока и ВОВ-10/1000, ДАТ-3 — переменного тока, а также различные типы реле. Автоматические выключатели используются также для оперативных отключений при проезде нейтральных вставок. В условиях эксплуатации установившееся значение тока короткого замыкания достигает 15000—18 000 А. В месте короткого замыкания выделяется большое количество тепла, что приводит к оплавлению металлических частей аппаратов и изоляционных деталей. Поэтому имеет важное значение собственное время срабатывания выключателей, которое составляет 0, 002 — 0, 008 с. В процессе эксплуатации в автоматических выключателях подвергаются износу контактные соединения, шарнирные соединения якоря и подвижного контакта, стенки и перегородки дугогасительных камер. Повышенное трение в шарнирах приводит к нарушению регулировки аппарата. Техническое обслуживание. Один раз в 3 мес. необходимо производить техническое обслуживание аппаратов защиты для своевременного обнаружения и устранения неисправностей. Быстродействующие выключатели продувают чистым сжатым воздухом давлением 1, 9 • 105 Па и тщательно очищают от пыли и грязи салфетками, снимают дугогасительную камеру, осматривают главные контакты и дугогасительные рога. Следы оплавлений, подгаров счищают личным напильником. Все резьбовые соединения проверяют на прочность затяжки. Проверяют работу пневматического привода, который не должен давать утечек и срабатывать при давлении воздуха 3, 4 ∙ 105 Па, блокировочного механизма. Убеждаются, что стержень блокировки не заедает во время включения аппарата. Быстродействующий выключатель включают несколько раз от руки, нажимают на кнопку вентиля и убеждаются, что подвижные детали ходят легко, без заеданий. В случае ложных срабатываний выключателя на локомотиве его снимают для проверки и регулировки на испытательной станции. Главные выключатели тщательно протирают, удаляя пыль и грязь, а фарфоровые изоляторы очищают порошком «Пемоксоль». При осмотре обращают внимание на надежность крепления всех узлов выключателя, состояние катушек электромагнитов, контактов блокировочных устройств. Изоляторы, имеющие поврежденную глазурь до 15% длины пути возможного перекрытия, покрывают эмалью 1201 или ГФ-92-ХК с предварительной зачисткой их мелкой стеклянной шкуркой. Затяжку креплений фарфорового изолятора следует производить только предельным ключом с моментом 20 Нм, а фарфора нелинейного резистора — ключом с моментом 3, 4 Н • м. Проверяют состояние контактов разъединителя. Нажатие каждого ножа разъединителя на неподвижный контакт должно быть в пределах 88—98 Н. Пружина, создающая нажатие ножей на неподвижный контакт, должна быть сжата до длины 11 — 12 мм при отключенном разъединителе. Зачистку ножей разъединителя и неподвижных контактов от оплавлений производят надфилем, стараясь минимально снять посеребренный слой. Толщина неподвижных контактов разъединителя должна быть не менее 8, 5 мм, а подвижного ножа не менее 2, 4 мм. Выхлопная заслонка должна обеспечивать плотное закрытие дугогасительной камеры и открываться без заеданий под давлением сжатого воздуха изнутри камеры. Все трущиеся части главного выключателя покрывают смазкой ЦИАТИМ-201. Пневматическую систему главного выключателя проверяют на утечку воздуха при закрытом запорном вентиле. Падение давления за счет утечек не должно превышать 9, 8 кПа за 6 мин при начальном давлении в резервуаре 800 кПа и перекрытом патроне аэрации. Все работы по осмотру выключателя необходимо производить при отсутствии сжатого воздуха в резервуаре выключателя и открытом спускном кране. Наполнять резервуар сжатым воздухом можно только при отключенном разъединителе. Защитные реле различных типов протирают, удаляя пыль и грязь сухой чистой салфеткой. Проверяют крепление болтовых соединений и при ослаблении производят их затяжку. Проверяют состояние пружин, раствор и провал контактов, которые должны соответствовать техническим данным реле. Подгоревшие контакты защищают стальной закаленной полированной пластинкой, а при значительных оплавлениях допускается зачищать их бархатным напильником. Контакты при износе напаек до толщины 0, 2 мм следует заменить. В процессе эксплуатации блок защиты БЗ-36Д не требует ухода. В случае ложного срабатывания соответствующий датчик необходимо отключить тумблером и произвести регулировку в условиях депо. Технический ресурс основных элементов аппаратов защиты: дугогасительной камеры — 650—670 сут; контактов — 540—560 сут; пневмопривода — 620—640 сут. Ремонт аппаратов защиты с разборкой. Быстродействующий выключатель. Его демонтируют с агрегата, продувают сжатым воздухом и разбирают. Затем все стальные детали, не имеющие специальных покрытий, а также болты, гайки, винты, валики, оси очищают на сталеструйной установке и тщательно осматривают для выявления дефектов. Раму выключателя осматривают, выявляют наличие трещин. Обнаруженные трещины, а также отколы на силуминовых рамах разделывают под заварку, засверлив концы трещин на всю глубину. Место заварки или наплавки разогревают горелкой, а затем заваривают или наплавляют силуминовым электродом с добавлением небольшого количества буры. После наплавки и заварки трещин плоскости боковин рамы фрезеруют и зачищают. Втулки, имеющие износ более допустимого, заменяют на новые. Отверстия во втулках после запрессовки развертывают специальными развертками. Включающий и контактный рычаги осматривают с целью обнаружения трещин. Допускается зазор между валиком и втулкой в пределах 0, 05 — 0, 09 мм. При износе втулки больше чем наполовину ее толщины (толщина втулки в рычаге 2 мм и втулки в реле выключателя - 2, 5 мм) необходимо заменить ее втулкой большего диаметра, соответственно разделав отверстия рамы и рычага якоря и установить валик номинального диаметра 20 ± 0, 05 мм. Перед установкой валик покрыть тонким слоем смазки МВП. Изоляционные стержни рамы очищают мягкой тряпкой, смоченной в спирте или бензине, и окрашивают лаком ГФ-92-ХК. Низковольтную блокировку разбирают и осматривают ее детали. Подлежат замене пружины, контактные диски, тяги с изломами или трещинами, а также винты и гайки, с сорванной резьбой. Высота серебряных-контактов при выпуске из ремонта — 1, 5 — 1, 2 мм. При большем износе серебряное покрытие контакта необходимо снять полностью опиловкой и напаять вновь привоем ПСР-45 до чертежного размера (1, 5 мм). Материал контакта — серебро СР-999. Дугогаситёльную катушку очищают от оплавлений и при наличии раковин глубиной более 3 мм восстанавливают газовой сваркой, затем покрывают катушку эмалью ГФ-92-ХК. Изломанные листы пакетов полюсов заменяют, изогнутые выправляют. Силовые контакты заменяют новыми. Площадь прилегания контактов после шабровки должна быть не менее 85 % контактной поверхности. Размагничивающий виток разбирают и осматривают. Проверяют состояние заклепок и качество пайки мест соединения. Изоляцию витка заменяют новой. Изоляция: один слой лакоткани ЛШ-1, свежепропитанной в лаке БТ-95, и один слой вполуперекрышу киперной ленты. Просушив изоляцию на воздухе 16—18 ч, покрывают изолированный виток эмалью 1201. Индуктивный шунт покрывают изоляционным лаком.
Катушку испытывают на диэлектрическую прочность переменным током частотой 50 Гц, напряжением 1, 5 кВ в течение 1 мин. Внутреннюю поверхность цилиндра пневматического привода при наличии рисок или царапин глубиной более 0, 3 мм шлифуют. Поршень с трещинами и сколами заменяют. Ширина канавок поршня должна быть 6+005 мм. Кольца поршня, имеющие зазоры более 0, 1 мм, заменяют. Резиновый изоляционный рукав привода заменяют. Устанавливаемый рукав испытывают на электрическую прочность переменным током напряжением 9, 5 кВ в течение 1 мин. Дугогасительную камеру разбирают по элементам, очищают от брызг расплавленного металла, копоти скребком в наждачной бумагой. Стенки камеры и перегородки, имеющие отколы или трещины, заменяют. Толщина стенок камеры должна быть не менее 5 мм. Для заделки мест поджогов и выжигов камеры рекомендуется применять специальную замазку, изготовленную из равных частей гипсового порошка и асбестового волокна, тщательно переметанных между собой в разведенных в шеллачном спиртовом лаке. Также можно применять клеющий раствор, для приготовления которого необходимо разогреть в фарфоровой посуде до жидкого текущего состояния 70 м.ч. эпоксидной смолы и добавить в нее заранее приготовленную смесь из 11 м. ч. фурфуролацетоновой смолы и 5 м. ч. бакелитового лака. Полученный состав тщательно перемешать (5 – 10 мин.) при температуре 50-60 °С и, продолжая помешивать, добавить в него небольшими порциями 100 м. ч. портландцемента. После охлаждения смеси до комнатной температуры тщательно перемешать ее с 14 м. ч. 50 %-ного спиртового раствора гексаметилдисмина и нанести на склеиваемые или восстанавливаемые поверхности. Перед постановкой новых перогородок взамен поврежденных срубить по всей длине поврежденные перегородки и зачистить эти места. Склеиваемые поверхности должны быть чистыми в без заусенцев. Поверхности склеивания промазать клеящим раствором, установить перегородки на стенки камеры, плотно укрепить их ленточными бандажами или струбцинами и просушить в печи при температуре 30 — 40°С в течение 10 ч. Дугогасительные рога зачистить и запилить места оплавлений. При сильных оплавлениях допускается восстановление оплавленных мест наваркой латунью с последующей обработкой до чертежных размеров. Сопротивление изоляции между дугогасительными рогами должно быть не менее 5 МОм.
Быстродействующие выключатели БВП-5, БВП-3 регулируют на вибростенде в такой последовательности: ввертывают регулировочные винты не менее чем наполовину длины; проверяют нажатие пружины; устанавливают в удерживающей катушке ток 1, 18 А; прогревают катушку в течение 1 ч; подключают силовую цепь выключателя к источнику низкого напряжения (6—12 В) и устанавливают ток срабатывания выключателя; изменяют натяжение регулировочной пружины, добиваются срабатывания выключателя. Проверку следует производить 3 раза. Главный выключатель ВОВ-10/1000. Выключатель демонтируют с агрегата, устанавливают на кантователь, производят очистку и разборку по элементам. Технический ресурс элементов: дугогасительной камеры — 540 — 560 сут; поворотного изолятора с разъединителем — 270 — 300 сут. Все детали выключателя тщательно очищают от грязи и протирают салфетками, смоченными в бензине. Трущиеся детали устройства поворотного вала осматривают и при наличии выработки более 1 мм заменяют или производят восстановление. При обнаружении изгиба или скручивания поворотный вал заменяют.
Таблица 41
Очистку изоляторов производят порошком «Пемоксоль», нанесенным на увлажненную салфетку, затем протирают сухой безворсовой салфеткой. Изоляторы с поврежденной глазурью до 10% длины пути возможного перекрытия электрической дугой покрывают эмалью ГФ-92-ХК с предварительной зачисткой мелкой шлифовальной шкуркой. Изоляторы, имеющие поврежденную глазурь более 10%, пути возможного электрического перекрытия, заменяют на новые. Крепление изоляторов производят только предельным ключом с моментом 20 Н • м.
Ножи 2 заземляющего кронштейна (рис. 58) зачищают надфилем, не снимая посеребренного слот. При наличии оплавлений ножей, выжигов и износе до толщины менее 2, 6 мм, а контакта заземляющего кронштейна при износе до толщины менее 9 мм их восстанавливают наплавкой или заменяют. Наплавку производят электродами из латуни Л63 или твердой меди с применением флюса из буры. Поверхность касания контактной части ножа в неподвижном контакте должна быть не менее 80% рабочей поверхности ножа. Осматривают состояние кожуха 3 и при необходимости выправляют его. Высота пружин 1 и 4 в свободном состоянии соответственно должна быть 21, 4+2, 5-0, 5 и 27+2, 5-0, 5 мм. Пружины, высота которых в свободном состоянии будет менее соответственно 20 и 25 мм, а также с трещинами и поломкой витков заменяют. Дугогасительную камеру (рис. 59) разбирают, детали очищают и осматривают. Выхлопная заслонка 7 должна плотно прилегать к седлу клапана и открываться без заеданий. Порванное резиновое уплотнение 1 заменяют. Высота пружины в свободном состоянии у буфера 8 должна быть 26+3, 5-1, 0 мм, при высоте менее 24 мм пружину заменяют. Контактные поверхности подвижного 3 и неподвижного 2 контактов, имеющие незначительные оплавления и не имеющие
выжигов, зачищают надфилем, не нарушая профиля поверхности. Контакты с оплавлением, выжигами и при высоте накладки у подвижного контакта менее 5 мм заменяют. Зазор между кольцом 4 и стенкой ручья в поршне должен быть не более 0, 09 мм, в противном случае кольцо заменяют. Высота пружины 5 в свободном состоянии должна быть 146, 5+4, 5-1, 5 мм, а при нагрузке 68 Н — 102, 5 мм. Пружину, высота которой в свободном состоянии 141 мм, заменяют. Контактные поверхности неподвижного контакта 6 разъединителя зачищают надфилем, а при толщине контакта менее 9 мм восстанавливают наплавкой или заменяют. Нелинейный резистор очищают и проверяют его характеристику. Ток утечки через резистор при температуре 25 + 5°С и постоянном напряжении 15 кВ должен быть в пределах 20 – 30 мА. Разбирать нелинейный резистор не разрешается. Блок клапанов разбирают, и все детали промывают в бензине. Увеличение диаметра цилиндра под поршень допускается не более 0, 5 мм. Осматривают главный и обратный клапаны. При необходимости заменяют резиновое уплотнение у главного клапана. Высота пружины в свободном состоянии должна быть 121, 5+4-1 мм; при высоте менее 116 мм, а также с трещинами пружину заменяют. Клапаны притирают по гнезду пастой ГОИ. Детали доводящего механизма промывают в бензине и продувают сухим сжатым воздухом. Высота пружины в свободном состоянии должна быть 159+4-1 мм; при высоте менее 153 мм пружину заменяют. Патрон аэрации заполняют медицинским тальком в количестве 8 ± 0, 1 г. Уплотнительные резиновые прокладки с трещинами, рваными краями, неравномерной толщины заменяют. Блокировочно-сигнальный аппарат разбирают по элементам, промывают бензином и тщательно осматривают. Пружины, имеющие изломы или трещины, заменяют. Сопротивление изоляции катушек электромагнита должно быть не менее 0, 5 МОм. Высота пружины электромагнита включения в свободном состоянии должна быть 42+3-1 мм, а электромагнита отключения 95+3-1 мм. При высоте соответственно менее 39 и 90 мм пружины заменяют. Холостой ход якоря электромагнита должен быть в пределах 2 — 2, 5 мм. Воздушный резервуар вываривают в щелочной ванне и промывают горячей водой, затем его испытывают давлением 15 × 105 Па. После окончания ремонта деталей главного выключателя производят его сборку и регулировку. При регулировке проверяют угол поворота вала разъединителя, который должен быть в пределах 59 — 62°. Расстояние между металлическими деталями дугогасительной камеры и ножами разъединителя должно быть не менее 230 мм. Нажатие пластин ножа на неподвижный контакт должно быть 88 — 98 Н. Угол поворота вала сигнально-блокировочного механизма должен составлять 85 — 90° при полном отключении разъединителя, а отключение контактов сигнально-блокировочного механизма должно происходить при повороте вала разъединителя на 20+/- 5°. Регулировку автомата минимального давления производят изменением натяжения пружины таким образом, чтобы контакты замыкались при давлении (6, 6 ÷ 6, 8) 105 Па и размыкались при давлении (5, 6 ÷ 5, 8) 105 Па. Минимальное напряжение срабатывания включающего электромагнита при давлении 8, 8 × 10s Па должно быть не более 32, 5 В. Временные характеристики выключателя снимают с помощью магнитного осциллографа. Собственное время отключения от промежуточных реле должно быть не более 0, 05 с, при отключении от электромагнита переменного тока — не более 0, 04 с; запаздывание отключения разъединителя должно быть в пределах 0, 03 — 0, 04 с. Собственное время включения главного выключателя при давлении воздуха 8, 8 × 105 Па, напряжении в цепи управления 50 В постоянного тока должно быть не более 0, 18 с. При необходимости регулировку скорости и временных характеристик ГВ производят изменением проходного сечения каналов под поршнем привода винтами. Выключатель должен надежно срабатывать при давлении сжатого воздуха 2, 9 × 105 Па. Реле. Их разбирают и тщательно очищают детали от пыли и грязи салфеткой, смоченной в бензине. Все детали реле осматривают и при наличии трещин, изломов заменяют. Исправные детали направляют в гальваническое отделение для кадмирования. Рабочие поверхности контактов должны быть очищены от грязи, масла и не иметь наплывов металла. Зачистку контактов следует производить стальной хромированной пластиной. Высота контактов должна быть 1, 2 — 1, 5 мм. При большем износе контакт полностью спиливают и напаивают вновь до чертежных размеров. Материал контактов — серебро СР-999, ГОСТ 6836-54. Паять припоем ПСР-45. Технический ресурс контактов 6 лет. Катушки с изоляцией «Монолит-2» ремонту не подлежат. При необходимости их меняют на новые. После ремонта деталей реле собирают и регулируют.
Регулировку блока реле БРД-42Д (рис. 60, а), состоящего из четырех поляризованных реле Р-104Б (рис. 60, б), производят в следующем порядке. Блок реле устанавливают в строго вертикальном положении и вначале регулируют каждое реле в отдельности. Якорь 4 реле освобождают от восстанавливающей пружины 3 и проверяют на отсутствие трения якоря о другие детали реле при повороте якоря. Катушки реле подключают на постоянное напряжение 50 В. С помощью постоянного магнита определяют правильность включения катушек. Постоянный магнит должен быть подвешен на нити у боковой поверхности катушки северным полюсом вниз. Магнитные потоки катушек реле Р1, Р3 (см. рис. 60, а) должны быть направлены одинаково, а магнит должен притягиваться к катушкам. Направление магнитных потоков катушек реле Р2, Р4 также должно совпадать, а магнит отталкиваться от катушек. В противном случае концы катушек нужно пересоединить. Медленно вращая упорный винт 2 (см. рис. 60, б), устанавливают якорь 4 в положение равновесия, незначительные отклонения от которого вызывают срабатывание реле. Упорный винт закрепляют и устанавливают на место восстанавливающую пружину 3. Плавно увеличивая от нуля ток, в одной из шин 1 определяют, при каком токе небаланса срабатывает реле при напряжениях питания 30 — 50 В. Ток небаланса должен уменьшаться по мере увеличения напряжения на катушках. Если ток небаланса растет с ростом напряжения на катушках, то это указывает на неправильность установки якоря в положении равновесия. Регулирование тока небаланса для срабатывания реле производят изменением натяжения восстанавливающей пружины 3. В случае снятия напряжения с катушек реле должно восстанавливаться при наличии тока в силовой шине. Если реле не восстанавливается, необходимо установить дополнительную диамагнитную прокладку 5.
Регулировку реле перегрузки на необходимый ток срабатывания производят изменением натяжения пружины. Уставку выдержки реле времени регулируют изменением толщины диамагнитной прокладки на якоре (грубая регулировка) и изменением натяжения пружины (плавная). Разрыв блокировочных контактов реле должен быть в пределах 4 — 5 мм, а провал – 2 – 3 мм. Контактное нажатие устанавливают в пределах 2 — 4 Н. Не допускается заедание в подвижных частях реле. Реле напряжения 7CN и 11CN регулируют, чтобы они срабатывали при повышении напряжения свыше 1925 В и понижении менее 925 В. Минимальное напряжение срабатывания промежуточных реле 30 В. Токи уставки реле приведены в табл. 42. Таблица 42
Продолжение таблицы 42
Проверку регулировки следует производить не менее трех раз. Испытание электрической прочности изоляции реле производят переменным током частотой 50 Гц, напряжением 1, 5 кВ в течение 1 мин. Блок защиты БЗ-36Д. Он состоит из металлического шкафа, в котором установлены датчики, выполненные в виде кассет. Ремонт блока заключается в проверке и регулировке датчиков. Перед регулировкой производят очистку и проверку электрического монтажа прозвонкой
Популярное: |
Последнее изменение этой страницы: 2016-04-11; Просмотров: 3934; Нарушение авторского права страницы


 Удерживающую катушку проверяют на соответствие активному сопротивлению и отсутствие межвиткового замыкания. Сопротивление катушки выключателя БВП-5 при температуре 20°С должно быть в пределах 35 — 40 Ом. Катушку с наружным защитным слоем перебандажируют с последующей пропиткой. Проверку катушки на отсутствие межвиткового замыкания выполняют по схеме (рис. 55). Сначала рубильник В включают только с эталонной катушкой 3 (без испытываемой катушки 2) и отмечают показания амперметра А. Затем на магнитопровод 1 устанавливают испытываемую катушку 2 и снова включают рубильник. Если катушка не имеет замыкания между витками, то показание амперметра А будет практически таким же.
Удерживающую катушку проверяют на соответствие активному сопротивлению и отсутствие межвиткового замыкания. Сопротивление катушки выключателя БВП-5 при температуре 20°С должно быть в пределах 35 — 40 Ом. Катушку с наружным защитным слоем перебандажируют с последующей пропиткой. Проверку катушки на отсутствие межвиткового замыкания выполняют по схеме (рис. 55). Сначала рубильник В включают только с эталонной катушкой 3 (без испытываемой катушки 2) и отмечают показания амперметра А. Затем на магнитопровод 1 устанавливают испытываемую катушку 2 и снова включают рубильник. Если катушка не имеет замыкания между витками, то показание амперметра А будет практически таким же. После ремонта отдельных узлов и контрольной проверки качества ремонта производят сборку и регулировку быстродействующего выключателя. Выключатель не должен иметь заеданий я перевесов в подвижных частях. Площадь прилегания между якорем в удерживающим электромагнитом должна быть не менее 75%. Зазор между подвижным контактом 1 (рис. 56) и стенками дугогасительной камеры доджей быть не менее 2 мм, а зазор S1 между торцами алюминиевых пластин рычага подвижного контакта 1 и нижними краями стенок камеры — не менее 4 мм. Зазор S0 между левым рогом 2 камеры и следом движения подвижного контакта выдерживают в пределах 3 – 5 мм. Правый рог 3 камеры должен входить своим шипом в шлицу неподвижного контакта 4. Не менее 80% плоскости торца рога должно касаться с неподвижным контактом.
После ремонта отдельных узлов и контрольной проверки качества ремонта производят сборку и регулировку быстродействующего выключателя. Выключатель не должен иметь заеданий я перевесов в подвижных частях. Площадь прилегания между якорем в удерживающим электромагнитом должна быть не менее 75%. Зазор между подвижным контактом 1 (рис. 56) и стенками дугогасительной камеры доджей быть не менее 2 мм, а зазор S1 между торцами алюминиевых пластин рычага подвижного контакта 1 и нижними краями стенок камеры — не менее 4 мм. Зазор S0 между левым рогом 2 камеры и следом движения подвижного контакта выдерживают в пределах 3 – 5 мм. Правый рог 3 камеры должен входить своим шипом в шлицу неподвижного контакта 4. Не менее 80% плоскости торца рога должно касаться с неподвижным контактом. Специальным приспособлением (рис. 57) проверяют выключатель на отсутствие повторного включения контактов при отключении якоря. Приспособление устанавливают на неподвижный контакт. Нижний конец штифта 1 обмазывают мелом. При отключении подвижного контакта штифт проваливается между контактами. Наличие следов от удара контакта свидетельствует о повторном включении якоря. Отремонтированный выключатель должен соответствовать технической характеристике, приведенной в табл. 41.
Специальным приспособлением (рис. 57) проверяют выключатель на отсутствие повторного включения контактов при отключении якоря. Приспособление устанавливают на неподвижный контакт. Нижний конец штифта 1 обмазывают мелом. При отключении подвижного контакта штифт проваливается между контактами. Наличие следов от удара контакта свидетельствует о повторном включении якоря. Отремонтированный выключатель должен соответствовать технической характеристике, приведенной в табл. 41.


 Регулировку реле РМН-7Д производят в следующем порядке. Затянув возвратную пружину, резистором R (рис. 61) устанавливают в катушке Н1 — К1 ток 0, 21 А. Постепенно отпускают возвратную пружину до срабатывания реле и обесточивают катушку Н1 — К1. При этом ток в катушке Н2 — К2 должен быть не более 0, 2 А (регулируют резистором R1). Подают напряжение на катушку Н1 — К1, чтобы реле сработало при токе 0, 21 А. Медленно снижая напряжение на катушке Н1 — К1, контролируют ток отпускания реле, который должен быть равен 0, 189 А. Регулировку тока отпускания производят диамагнитными прокладками.
Регулировку реле РМН-7Д производят в следующем порядке. Затянув возвратную пружину, резистором R (рис. 61) устанавливают в катушке Н1 — К1 ток 0, 21 А. Постепенно отпускают возвратную пружину до срабатывания реле и обесточивают катушку Н1 — К1. При этом ток в катушке Н2 — К2 должен быть не более 0, 2 А (регулируют резистором R1). Подают напряжение на катушку Н1 — К1, чтобы реле сработало при токе 0, 21 А. Медленно снижая напряжение на катушке Н1 — К1, контролируют ток отпускания реле, который должен быть равен 0, 189 А. Регулировку тока отпускания производят диамагнитными прокладками.