
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Аппараты с групповым приводом
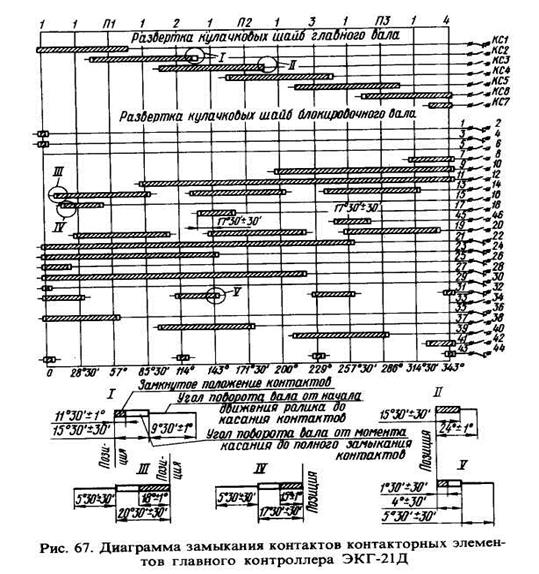
Аппараты с групповым приводом в эксплуатации работают устойчиво. В основном наблюдается естественный износ кулачковых шайб, контактов, манжет и шарнирных соединений. Техническое состояние переключателей необходимо проверять через 90 сут работы. Производят очистку и проверку соответствия переключателей их техническим данным. Особенно необходимо обращать внимание на состояние поверхности контактной пластины контакторных элементов с дугогашением. Замеряют уровень масла в редукторе и при необходимости добавляют. При толщине пластины 2 мм ее необходимо заменить. Проверяют затяжку всех болтовых соединений, целость изоляционных деталей и состояние шинного монтажа. Дугогасительные камеры, имеющие прогар стенок более половины своей толщины, заменяют. Необходимо проверить диаграмму замыкания контакторных элементов. Технический ресурс контакторных элементов составляет 560 — 600 сут, пневматического привода — 270 — 300 сут. Ремонт с разборкой производят на текущем ремонте ТР-3. Пневматический привод переключателей разбирают и все детали промывают в бензине. При наличии рисок глубиной более 0, 3 мм на внутренней поверхности цилиндра производят его шлифовку, а при выработке более 0, 5 мм поверхность восстанавливают хромированием или заменяют. Резиновые манжеты с трещинами или потерявшие эластичность заменяют на новые. Перед сборкой внутреннюю поверхность цилиндра покрывают тонким слоем смазки ЦИАТИМ-201. Пневматический привод проверяют на герметичность при давлении сжатого воздуха 7, 8 × 10s Па. Плотность манжет считается удовлетворительной, если через 10 мин после начала проверки давление воздуха в резервуаре вместимостью 1 л снизится не более чем на 5%. Шестерня или рейка подлежит замене, если имеются трещины или излом зубьев, а также если суммарный зазор в зубчатой передаче допускает свободное перемещение вала более 2 мм. Кулачковый вал переключателей разбирают, если необходимо заменить лопнувшие кулачковые шайбы или профиль их не обеспечивает замыкание контакторов согласно диаграмме включения. Износ кулачковых шайб по диаметру допускается не более 3 мм. При смене кулачковой шайбы профиль вырубают по шаблону с наибольшим запасом для подгонки диаграммы включения при регулировке переключателя. Радиальный зазор в шариковых подшипниках вала допускается не более 0, 5 мм. Контакторные элементы реверсивных и тормозных переключателей осматривают на месте. Силовые контакты шлифуют стеклянной бумагой. Износ неподвижных контактов допускается 2, 5 мм, а толщина подвижного контакта — не менее 10 мм. Небольшие оплавления изоляционных планок зачищают стеклянной бумагой и полируют. Контакторные элементы группового переключателя ПКГ-6Д по своей конструкции аналогичны пневматическим контакторам ПК-21, поэтому их ремонт производят по одной технологии. Редуктор главного контроллера ЭКГ-21 разбирают и все детали промывают керосином. Трещины и сколы на всех деталях, в особенности на мальтийском кресте, не допускаются. Незначительные дефекты рабочих поверхностей мальтийского креста устраняют шлифовкой. При посадке на вал мальтийский крест предварительно нагревают в масляной ванне до температуры 120 °С. Подшипники, имеющие трещины, а также радиальный зазор свыше 0, 3 мм, заменяют на новые. При посадке на вал подшипник нагревают в масляной ванне до температуры 80 — 90 °С. Резиновые сальники и регулировочные прокладки предельной муфты осматривают и в случае потери эластичности заменяют. После ревизии всех деталей редуктора производят его сборку и регулировку. Подшипники валов покрывают смазкой ЖРО. Осевой люфт валов должен быть в пределах 0, 4 — 0, 6 мм. Червяк должен легко проворачиваться, без заеданий. Зазор между роликом поводка и дном паза мальтийского креста должен быть не менее 0, 5 мм. Момент срабатывания предельной муфты регулируют изменением затяжки пружины в пределах 10 — 12 Н × м. Обкатку редуктора производят на специальном стенде под нагрузкой 1 — 1, 5 Н при вращении в каждую сторону по 30 мин. При испытаниях посторонний стук, шум, заедания в деталях редуктора, а также течь масла не допускаются. Контакторные элементы главного контроллера разбирают, промывают детали в бензине и производят дефектировку. Детали с трещинами заменяют, а отверстия, изношенные более нормы, восстанавливают наплавкой. Шунты, имеющие обрыв жил более 15%, заменяют. Валики и резиновые втулки рычагов контакторов при износе заменяют. Поврежденные гребни разрывных контактов наплавляют, затем фрезеруют до чертежных размеров. При толщине напайки разрывных контактов менее 4 мм и главных менее 1, 2 мм напайки заменяют. На главные контакты напаивают металлокерамические пластины СОК-15 припоем ПСР-25, а на разрывные — МВ-70 припоем ПФМ. Смещение контактов относительно друг друга допускается не более 2 мм. Толщина стенок дугогасительных камер должна быть не менее 4 мм. Местные прожоги стенок камер восстанавливают составом, состоящим из равных частей гипсового порошка и асбестового волокна, разбавленных в щеллачном спиртовом лаке. Перед сборкой главного контроллера необходимо проверить работу редуктора и качество сборки контакторных элементов. После сборки групповые переключатели и главные контроллеры подвергают проверке, регулировке и контрольным испытаниям. Переключатели проверяют на четкость срабатывания и отсутствие заеданий. Контакторные элементы в фиксированном положении должны быть полностью включены или выключены. Производят проверку раствора, провала, нажатияи диаграммы замыкания силовых и блокировочных контактов контакторных элементов (рис. 67). Зазор между роликом и профилем кулачковой шайбы при замкнутом положении контакторного элемента должен быть не менее 3 мм. Отремонтированный переключатель должен соответствовать техническим данным табл. 45. Раствор главных контактов контроллеров ЭКГ-21 и ЭКГ-8 в момент касания разрывных контактов должен быть в пределах 8—10 мм. Зазор между якорем и ярмом компенсатора при замкнутом положении контактов 4 — 6 мм. Регулировку контакторных элементов на соответствие диаграммы замыкания их контактов производят опиловкой склонов кулачковой шайбы. Допускаемые отклонения развертки контактных элементов не должны превышать +3°. Раствор контактов определяют специальным шаблоном, а провал – измерением разницы длин прити
рающей пружины при разомкнутых и замкнутых контактах. Групповые переключатели должны четко включаться и выключаться при давлении сжатого воздуха 3, 4 × 105 Па. Таблица 45
После ремонта и регулировки производят испытание на электрическую прочность переменным током частотой 50 Гц, напряжением 1, 5 кВ в течение 1 мин. Принятая технология ремонта обеспечивает технический ресурс основных элементов переключателей. Резисторы
На электроподвижном составе промышленного транспорта эксплуатируются различные типы резисторов, предназначенные для ограничения тока в силовых и вспомогательных *цепях. Пуско-тормозные резисторы собирают из отдельных чугунных элементов или из фехралевых лент с принудительным охлаждением. На тяговых агрегатах установлены также резисторы типов ПЭВ, МЛТ и СР. Резисторы на промышленном транспорте работают в тяжелых температурных условиях. Из-за частых пусков и больших токов резисторы сильно нагреваются, что приводит к короблению элементов. У изоляторов резисторов при этом образуются трещины. В эксплуатации необходимо следить за чистотой изоляции резисторов, производить очистку и осмотр через 90 сут. Все болтовые соединения должны быть затянуты. При изломе или пробое изолятора его необходимо заменить новым. Технический ресурс резисторов БПТР-100Д 600 — 640 сут. Ремонт пуско-тормозных резисторов производят со снятием с электровоза или агрегата, а остальные осматривают на месте. Ящики резисторов с чугунными элементами разбирают, тщательно очищают и производят дефектировку. Детали с трещинами или изломами заменяют новыми. Покоробленные чугунные элементы разрешается выправлять с подогревом до температуры 400 — 450°С и охлаждением под ровной тяжелой плитой. Контактные поверхности головок зачищают, а при наличии раковины шлифуют на плоскошлифовальном станке. Раму ящика очищают, трещины заваривают. В собранных ящиках зазор между элементами должен быть не менее 3 мм, а в ряду — не менее 5 мм. Сопротивление чугунных элементов проверяют на специальном стенде по схеме моста. Отклонение сопротивления от расчетных данных допускается не более ±10%. Ремонт с разборкой резисторов БПТР-100Д производят при перегорании, сильном короблении ленты, пробое изоляторов. Разрешается выравнивать ленту, предварительно нагрев ее до температуры 500 – 700 °С. Миканитовую изоляцию шпилек, имеющую толщину менее 2 мм или небольшие отслоения, зачищают шлифовальной шкуркой. Затем вырезают полоску из формовочного миканита толщиной 0, 15 — 0, 3 мм. Ширина полоски обычно равна дл не поврежденного участка с припуском около 30 мм на обрезку концов. Тонким слоем глифталевого лака ГФ-95 смазывают изоляционную поверхность шпильки и миканитовую заготовку, прогрев последнюю в печи при температуре 60 — 70°С до эластичного состояния, затем плотно накатывают ее на восстанавливаемый участок изоляции. Поверх миканита наматывают кабельную бумагу и помещают шпильку в пресс-форму с электроподогревом и вручную вращают шпильку. После укатки изоляции бумагу снимают и проверяют наружный диаметр шпильки. Помещают шпильку в печь и сушат при температуре 160 — 190°С в течение 3 — 3, 5 ч. Вынув шпильку из печи, охлаждают ее до температуры окружающего воздуха, обрезают лишние концы, удаляют потеки лака и зачищают поверхность изоляции шлифовальной шкуркой. Вновь проверяют диаметр шпильки калибром и покрывают поверхность тонким слоем глифталевого лака. Диэлектрическую прочность изоляции шпильки проверяют в течение 1 мин напряжением 10 кВ переменного тока частотой 50 Гц. При срыве резьбы шпильки допускается поврежденное место наплавить и вновь нарезать резьбу прежнего размера. Изоляторы на шпильках, имеющие трещины, изломы, электрический пробой по поверхности, необходимо заменить. Ослабшие или оборванные выводы и перемычки перепаивают латунью Л63, зачистив и облудив их концы. При замене ленты необходимо проверить свободность перемещения держателей ленты в изоляторах для обеспечения температурной компенсации ленты при расширении. Наименьший зазор в свету между витками должен быть 5 мм. После ремонта проверяют сопротивление всех секций на соответствие расчетным значениям. Отклонение от расчетных значений допускается ±10%. Изоляционные патрубки выводов БПТР необходимо заменить. При снятии патрубков необходимо соблюдать осторожность, чтобы не повредить выводы. Отверстия в пеналах для постановки патрубков зачистить напильником. Смазать термостойким клеем ВС-350, КС-3 или ФР-12 места посадки патрубков, изготовляемых из авиационной термостойкой резины, и установить их в отверстиях текстолитовых плит. Устанавливать патрубки нужно осторожно, не допуская попадания клея на выводы. Затем дать просохнуть клею при температуре 20°С в течение 6 — 8 ч. Ремонт демпферных резисторов и ослабления возбуждения выполняют на месте, если при осмотре не обнаружены оплавления, перегорание ленты, а также трещины на изоляторе. В противном случае резистор снимают и производят ремонт с подетальной разборкой. Треснувшие или сколотые изоляторы заменяют. Ремонт спирали производят надставкой ее исправными витками внахлест на длине 15 — 20 мм. Сварку ведут по периметру газовой горелкой или угольным электродом. Трещины в месте приварки вывода к спирали зачищают до металлического блеска и заваривают газовым способом латунью Л63. Проволочные резисторы проверяют на отсутствие замыканий между витками, обрывов, следов перегрева. Ослабшую или поврежденную проволоку перематывают. Изоляторы с трещинами заменяют. Все металлические детали резисторов подвергают антикоррозионному цинкованию. Отклонение сопротивления демпферных резисторов от их номинальных значений допускается ±10%. Резисторы типов ПЭВ, СР и МЛТ проверяют на целость и замеряют сопротивление, которое должно отклоняться от номинального значения не более чем на ±10%. Негодные резисторы заменяют. Необходимо обратить внимание, чтобы выводные концы резисторов были хорошо припаяны к зажимам. Резисторы проверяют на диэлектрическую прочность напряжением 1500В переменного тока частотой 50 Гц в течение 1 мин. Аппараты цепи управления
Контроллеры машиниста. На электроподвижном составе промышленного транспорта применяют контроллеры машинистов двух типов: барабанные и кулачковые. В барабанных контроллерах LNFB-45, ИКР замыкание и размыкание цепей управления осуществляются сегментами при повороте барабана на определенный угол, а в кулачковых контроллерах КМЭ-5Д, КМЭ-8Д — контакторными элементами. Частые переключения контроллера вызывают износ зубьев секторов и шестерен, кулачковых шайб, контакторных элементов, сегментов, в результате чего происходит нарушение диаграммы включения контакторов, заклинивание и нарушение механического блокирования рукояток контроллера. Контроллеры машиниста необходимо осматривать через 90 — 120 сут. работы. Убеждаются в отсутствии заеданий в подвижных частях, проверяют раствор контактов, который должен быть в пределах 4 — 7 мм. Гибкие провода, имеющие обрыв жил более 20%, заменяют новыми. Все крепежные детали должны быть тщательно затянуты. Подгоревшие контакты зачищают бархатным напильником. Трущиеся детали и подшипник покрывают смазкой ЦИАТИМ-201. Технологический ресурс основных узлов контроллера: контакторных элементов — 250 —280 сут; кулачковых шайб — 4 года; главного и реверсивного вала — 6 лет. Ремонт с разборкой производится на текущем ремонте ТР-3. Контроллеры машинистов кулачкового типа разбирают, очищают от грязи и производят дефектировку и ремонт деталей. Изношенные пазы и зубья зубчатых секторов восстанавливают наплавкой с последующей обработкой до чертежных размеров. Трещины на крышке заваривают медностальными электродами с предварительным подогревом. Трещины в рамах разделывают и заваривают. Подшипники, имеющие радиальный зазор более 0, 3 мм, заменяют новыми. Кулачковые валы разбирают и все детали промывают бензином. Кулачковые шайбы, имеющиетрещины, сколы, выбоины или износ профиля более 1 мм, заменяют новыми. Расстояние между шайбами 26+/-0, 5 мм регулируют постановкой прокладок из картона. Механизм блокировки разбирают и все детали тщательно осматривают. Допускается наплавлять выработанные пазы блокировочных дисков с последующей обработкой до чертежных размеров. Контактный элемент (рис. 68) разбирают и осматривают. Изоляторы 2 с трещинами заменяют. Оси шарниров изготовляют новые. Шарикоподшипник 5 с радиальным зазо
На контроллерах барабанного типа дополнительно проверяют состояние контактных сегментов. При износе сегментов до толщины 2, 5 мм их заменяют. Осматривают состояние электромагнитных защелок. Изношенные зубья храпового колеса разрешается восстанавливать наплавкой. Контактные пальцы, изношенные до половины своей толщины, заменяют. После ремонта отдельных узлов и деталей производят сборку и регулировку контроллеров. Перед сборкой необходимо дополнительно проверить качество ремонта кулачковых валов. Убеждаются в отсутствии заеданий при повороте рукоятки контроллера с нулевой до последней позиции. Поворот главной рукоятки с нулевой на любую фиксированную позицию должен быть возможен только при нахождении реверсивной рукоятки на любой рабочей позиции. При нахождении реверсивной рукоятки на нулевой позиции главная рукоятка должна быть заперта. Люфт главной рукоятки допускается на нулевой позиции 4 мм, на переходных позициях до 2 мм, при этом контакты не должны изменять своего нормального положения. Его регулируют установкой прокладок в местах крепления рамы с рейкой и корпусом. Люфт рукоятки контроллера на квадрате вал — шестерня не допускается. На каждой фиксированной позиции необходимо проверить правильность включения и выключения контакторных элементов согласно диаграмме их замыкания. Контакторные элементы на фиксированных позициях должны четко включаться или выключаться. Раствор контактов должен быть в пределах 4 – 7 мм, а провал — 2, 5 — 4 мм. Регулировку разрыва контакта производить только путем подкладывания прокладок из электрокартона между рейкой и корпусом контакторного элемента. При замкнутых контакторных элементах зазор между шарикоподшипником контакторного элемента и линией профиля кулачковой шайбы должен быть не менее 1 мм. Регулировку включения контакторных элементов согласно диаграмме замыкания производят подрубкой склонов кулачковых шайб. При регулировке контроллеров барабанного типа необходимо проверить исправность механических блокировок, замков, электромагнитных защелок, четкость фиксации командного барабана на позициях. Не допускается замыканий пальцев, не предусмотренных диаграммой. Барабаны в любом положении не должны иметь свободного хода более 2 мм по окружности. Проверяют также синхронизацию главного контроллера с контроллером машиниста. Работа должна быть четкой, ритмичной как при наборе, так и сбросе позиций; блокирующее устройство должно обеспечивать срабатывание командного барабана синхронно с пневматическим двигателем главного контроллера. Принятая технология ремонта обеспечивает технический ресурс основных элементов контроллера машиниста. Блок выключателей КУ-18-35. Кнопочные выключатели необходимо содержать в чистоте и производить осмотр через 150 — 180 сут. работы. Пружины, потерявшие упругость, заменяют новыми. Подгоревшие контакты зачищают напильником. Все болтовые соединения должны быть надежно затянуты. Блок выключателей разбирают по элементам на текущем ремонте ТР-3. Вывернув винты крепления гнезд вала, снимают гнезда, вынимают подвижные контакты из прорезей кнопок, пружины и вал из гнезда. Все детали протирают, удаляя гряз, и осматривают. Подлежат замене прогоревшие контакты, пружины с изломами или потерявшие упругость, рукоятки и корпус при наличии трещин. Гибкие провода при обрыве жил более 5 % заменяют. Контактная пружина при нагрузке 69 Н должна просесть на 4 мм. Допускается отклонение характеристики пружины на +/-10 %. При сборке блока необходимо следить за плотностью затяжки болтовых юединений: гайки и болты, особенно в местах, являющихся электрическим контактом, необходимо стопорить. Разрыв контактов должен быть 7-10 мм. Четкость работы контактов проверяют повторными включениями и отключениями.
Снятый для проверки и ремонта регулятор продувают сжатым воздухом давлением не более 2 × 105 Па. Проверяют крепление элементов и качество пайки. Ослабшие места пайки перепаивают. Выводы вентиля следует паять к лепесткам на расстоянии не менее 15 мм от корпуса вентиля с обязательным тенлоотводом (плоскогубцами или пинцетом). Места пайки покрывают лаком № 956. Возможные неисправности, их причины, способ обнаружения и устранения приведены в табл. 46. Для настройки регулятора необходимо установить движок потенциометра П1 в среднее положение и рубильником В (рис. 70) подключить регулятор к генератору управления. Зашунтировать выводы 3 — 4 на 1—2 с, следя при этом по вольтметру V за напряжением на генераторе ГУ. При достижении 35 – 40 В расшунтовать выводы 3 — 4. Вращая движок потенциометра П1 (см. рис. 69 и 70), установить напряжение 50+/-1, 5 В. При вращении движка потенциометра по часовой стрелке напряжение должно уменьшаться, а против часовой стрелки- увеличиваться. Амперметр А1 при этом показывает ток обмотки возбуждения ненагруженного генератора ГУ. Убедившись в нормальной работе регулятора, контактором Р включают нагрузку R. При этом напряжение не должно изменяться. После работы регулятора напряжения под нагрузкой в течение не менее 10 мин регулятор отключить и зафиксировать положение потенциометра П1 стопорной гайкой.
Блок управления БУ-25Д. Блок БУ-25Д (рис. 71) предназначен для питания обмотки трансформатора и обеспечения стабилизированного напряжения вторичной обмотки ТРПШ. Технический ресурс блока БУ-25Д составляет 650-670 сут. После ремонта проверяют качество сборки блока: надежность крепления и правильность монтажа элементов, надежность паяных соединений. Качество электрического монтажа проверяют прозвонкой прибором Ц4315. Испытание электрической прочности изоляции производят переменным током частотой 50 Гц напряжением 1500 В в течение 1 мин между выводом и крепежными болтами. Перед испытанием следует зашунтировать диоды Д23-Д26, Д30, Д31, стабилитроны Д27 - Д29 и транзистор ПП1. Напряжение уставки, равное 50 ± 1, 5 В, регулируют потенциометром R54, после чего потенциометр фиксируют стопорной гайкой. В эксплуатации блок управления ухода за собой не требует.
В процессе эксплуатации регулятор не требует за собой ухода. Регулировку регулятора необходимо производить с тем генератором, с которым он будет работать. Для правильной работы генератора необходимо строго соблюдать полярность всех зажимов и, в частности, общего полюса F генератора и его обмотки возбуждения. Регулировку регулятора на напряжение 50 + 2 В производят изменением натяжения пружины реле напряжения зубчатым колесиком. При вращении колесика вправо по часовой стрелке напряжение повышается, а при вращении влево понижается. При напряжении генератора 50 В подвижной контакт должен находиться в среднем положении и не касаться ни правого, ни левого неподвижного контакта. Угольный регулятор напряжения «Газелен» установлен на электровозах EL1 и EL2. Принцип действия угольных регуляторов основан на изменении сопротивления столбика из угольных шайб в зависимости от давления, приложенного к этому столбику. Угольные регуляторы надежны в работе и не требуют за собой ухода. Необходимо только через 90 — 100 сут. работы производить очистку регулятора от пыли и грязи кисточкой или мягкой салфеткой. Особенно необходимо тщательно очищать от пыли демпфер, предварительно разобрав его по элементам. Регулировку регулятора на напряжение 50 ± 2 В производят пружиной, которая уравновешивает вращающий момент якоря. Выпрямительная установка
Выпрямительная установка ВПБ-6000-У2 тяговых агрегатов ОПЭ2 и ОПЭ1А предназначена для выпрямления однофазного переменного напряжения промышленной частоты с плавно-ступенчатым регулированием выпрямленного напряжения. На тяговых агрегатах EL10 установлены выпрямительные установки 1n100 и 2N100, выполненные по однофазной мостовой схеме с разомкнутыми плечами и ступенчатым регулированием выпрямленного напряжения. Эти установки рассчитаны на длительную работу с принудительным воздушным охлаждением вентилей при температуре окружающего воздуха от -50 до +60 °С; относительной влажности воздуха не более 90% при температуре +20°С; вертикальных, поперечных и продольных вибрациях с частотой от 3 до 100 Гц и ускорением до 1, 5 g; одиночных ударных нагрузках до 3 g. Эксплуатация выпрямительных установок допускается при наличии защиты от перегрузок по току и системы сигнализации при пробое отдельных вентилей. Наиболее характерные повреждения выпрямительной установки: сквозной пробой плеч, одиночный пробой вентилей, обрыв внутренней цепи вентиля, нестабильность характеристики. Основными причинами возникающих повреждений являются: потеря вентильных свойств одного из элементов в результате прохождения большого обратного тока или некачественного изготовления пластинки с р-п переходом; потеря герметичности вентилей в результате отклонения от технологии при изготовлении; старение места спая выпрямительного элемента с корпусом, который подвергается механическому и тепловому воздействию в результате неодинакового нагревания вольфрамовой пластинки и медного корпуса. Особенно большой процент повреждений вентилей наблюдается в первые два-три месяца с начала эксплуатации тяговых агрегатов; в последующем периоде эксплуатации выпрямительные установки работают устойчиво. Технический ресурс выпрямительной установки 6 лет. Проверку и ремонт выпрямительной установки производят в цехе на участке, оборудованном испытательным стендом. Выпрямительную установку тщательно очищают от пыли и грязи, особенно обращая внимание на чистоту вентилей и резисторов. Производят внешний осмотр вентилей, проверяют целость элементов цепочек RC, а на выпрямительной установке ВПБ-6000-У2 дополнительно проверяют блоки формирования импульсов, выравнивания напряжения, конденсаторов, индуктивные делители, трансформаторы тока. Проверку обратного тока вентилей производят без съема их с установки специальным переносным прибором. Перед проверкой необходимо от вентилей отсоединить провода, идущие к резисторам Rш и цепочкам RC. Запрещается проверять вентили тестером. Вентили, у которых обратный ток более 0, 01 % прямого тока, заменяют. Параметры нового вентиля перед постановкой необходимо проверить на испытательном стенде. Класс устанавливаемого нового вентиля должен быть не ниже требуемого для данного типа установки. Выпрямительная установка ВПБ-6000-У2 состоит из таблеточных тиристоров Т320 и диодов В2-320, причем первое и второе плечо комплектуют тиристорами Т320 не ниже 12-го класса, третье и четвертое — диодами В2-320 не ниже 10-го класса, пятое и шестое — диодами В2-320 не ниже 15-го класса, седьмое и восьмое — диодами В2-320 не ниже 12-го класса. Выпрямительная установка тягового агрегата EL10 комплектуется диодами VSF200/6 не ниже 6-го класса. Разброс по суммарному падению напряжения в параллельных ветвях должен быть не более 0, 02n, где n — число последовательно включенных вентилей. Съем и постановку вентилей следует производить только специальным ключом, имеющим головку для завертывания вентилей с усилием 58 Н. Перед постановкой на основание и резьбу хвостовика вентиля наносят тонкий слой смазки ЦИАТИМ-201. Излишки смазки удаляют салфеткой. Пайку элементов ВПБ (резисторов, конденсаторов) выполняют только припоем ПОССу 40 — 0, 5 ГОСТ 21931 — 76 с применением канифоли. Сопротивление изоляции высоковольтных цепей выпрямительного блока замеряют мегаомметром напряжением 2500 В через 20 с после приложения напряжения, предварительно закоротив все вентили и низковольтные цепи. Сопротивление изоляции должно быть не менее 30 МОм. В процессе эксплуатации необходимо производить осмотр выпрямительной установки через 90 — 120 сут работы. При этом проверяют крепление деталей в блоках формирования импульсов, конденсаторов, выравнивания напряжения, соединительных плитах и разъемах. Проверяют состояние всех изоляторов и протирают их от пыли и грязи. При обнаружении неисправного вентиля необходимо заменить его, подобрав вентиль по характеристикам. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 2270; Нарушение авторского права страницы
 ром более 0, 3 заменяют. При высоте контактов 3 менее 1 мм их полностью спиливают и напаивают вновь до чертежных размеров. Гибкие провода 4 с оборванными жилами более 5% характеристик на ±10% заменяют.
ром более 0, 3 заменяют. При высоте контактов 3 менее 1 мм их полностью спиливают и напаивают вновь до чертежных размеров. Гибкие провода 4 с оборванными жилами более 5% характеристик на ±10% заменяют. Бесконтактный регулятор напряжения БРН-1Д. Регулятор напряжения БРН-1Д (рис. 69) используют на тяговом агрегате ПЭ2М для поддержания в цепи управления номинального напряжения 50 В. В эксплуатации наблюдается разрегулировка регулятора и выход из строя отдельных элементов. Технический ресурс регулятора БРН-1Д составляет 250 – 260 сут.
Бесконтактный регулятор напряжения БРН-1Д. Регулятор напряжения БРН-1Д (рис. 69) используют на тяговом агрегате ПЭ2М для поддержания в цепи управления номинального напряжения 50 В. В эксплуатации наблюдается разрегулировка регулятора и выход из строя отдельных элементов. Технический ресурс регулятора БРН-1Д составляет 250 – 260 сут. Вибрационные и угольные регуляторы напряжения. Вибрационный регулятор напряжения RNR21-1 применяют на электровозах 26Е2М для автоматического поддержания напряжения на зажимах генератора 50 ± 2 В.
Вибрационные и угольные регуляторы напряжения. Вибрационный регулятор напряжения RNR21-1 применяют на электровозах 26Е2М для автоматического поддержания напряжения на зажимах генератора 50 ± 2 В.