
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Каркас, крыша, обшивка и рама кузова
Кузов электровоза управления. У т. п. с. каркас, крыша, обшивка и рамы кузова подвергаются коррозионным повреждениям и наружным деформациям - пробоинам и вмятинам. Участки, поврежденные коррозией на глубину более 30% толщины листа, вырезают, края зачищают. По отверстию пригоняют вставку, обваривают ее по периметру. Шов зачищают шлифовальной машинкой заподлицо с поверхностью, шпатлюют и закрашивают. Сварные швы на крыше проверяют на водонепроницаемость. Для устранения вмятин производят газопламенный нагрев горелкой ГЗУ-2-62 участка металла со стороны выпуклости до появления напряжений сжатия, превышающих предел текучести, —поверхность листа выравнивается. Крышки крыши ремонтируют с отъемкой от места. Пробоины, прожоги устраняют постановкой наделок внахлестку с перекрытием края дефектного места на 30 мм. Неравенство диагоналей крышки допускается не более 5 мм. Разрушенную прокладку, изготовленную из губчатой резины, заменяют, новую приклеивают к желобам клеем № 88. Бобышки с сорванной резьбой заменяют. Болты крышек ставят на антикоррозионной смазке. Все наружные швы и места уплотнения крышек должны быть водонепроницаемыми. При осмотре крыши кабины особое внимание обращают на целость листов в местах установки оборудования. При обнаружении трещин оборудование демонтируют, изоляцию и обшивку снимают, трещину заваривают и устанавливают усиливающую накладку. Поврежденные участки изоляции заменяют. Изоляцию — поропласт самозатухающий — приклеивают к металлической поверхности поливинилацетатной эмульсией. На заводских ремонтах листы заменяют полностью. Поврежденные места облицовки кабины вырезают и устанавливают листы пластика бумажнослоистого (ГОСТ 9590 — 76) идентичной расцветки. Двери наружные и внутрикузовные должны иметь исправные замки и плотную пригонку к раме дверного проема, а сообщающиеся с форкамерой должны быть герметичными, так как при работе мотор-вентиляторов может создаваться разрежение внутри кузова, что вызывает интенсивную запыленность электрооборудования. Герметичность достигается заменой изношенной прокладки. Новую устанавливают из губчатой резины размерами 8 х 23 х 548 мм и приклеивают к желобу клеем № 88. Поврежденные стекла заменяют: лобовые и неподвижные в кабинах — безосколочное нешлифованное стекло толщиной 6 мм (ГОСТ 8435 — 76), кузовные — полированное листовое стекло толщиной 6 мм (ГОСТ 7132 — 78). Стекло ставят на специальной уплотняющей резине марки 6190, укрепляют вкладышем и дополнительно винтами. Жалюзи створчатые осматривают, проверяют свободность хода тяги и поводков, плотность прилегания створок. Ремонт и регулировка должны обеспечивать полное открытие створок без заеданий при подаче воздуха в цилиндр и закрытие пружиной цилиндра. В положении «закрыто» в местах контакта створки должны плотно прилегать друг к другу. Допускается зазор не более 1, 0 мм на длине не более 200 мм. На ремонте ТР-3 и среднем рамы жалюзи открывают, полости продувают сжатым воздухом. Зазоры в шарнирных соединениях должны быть не более 1, 0 мм, пневматический привод подвергают ревизии. Рамы устанавливают на прокладке из губчатой резины. Лабиринтные жалюзи осматривают, продувают сжатым воздухом, деформированные створки выправляют. Шторы с дефектами ткани заменяют новыми, i изготовленными из паковочной льняной ткани № 2. Рамы жалюзи тяговых; агрегатов EL10 открывают на каждом текущем ремонте ТР-1, вынимают вульфилоновую набивку, очищают от пыли и продувают сжатым воздухом. Раму кузова очищают и осматривают. Коробку поглощающего аппарата восстанавливают! по технологии, приведенной ниже. Осматривают и проверяют целость сварных швов кронштейнов боковых опор, поперечных балок и косынок. Проверяют целость брусьев центральных опор, места посадки и крепления тягового трансформатора. Разрешается восстанавливать дефектные швы вырубкой с последующей заваркой, при этом обязательно демонтируют оборудование и полностью разгружают раму. Трещины в элементах рамы заваривают в соответствии с требованиями инструктивных указаний. Прогиб боковины рамы в горизонтальной или вертикальной плоскости не должен превышать 15 мм. Разность диагоналей рамы не более 10 мм. Технология восстановления кузова дизельной секции идентична приведенной выше. Кроме работ, перечисленных при ремонте рамы кузова электровоза, дополнительно проверяют состояние конструкций и сварных швов поддизельной рамы, балок под гидропривод и электрооборудование, кронштейнов топливного бака, корпусов боковых опор. Ремонтные допуски аналогичны допускам при ремонте рамы электровоза. Кузов моторного думпкара. Нижняя рама. Очищенную от грязи и коррозии раму устанавливают на стенд-кантователь по уровню и осматривают. Характерные повреждения рамы в эксплуатации: прогиб хребтовой балки, трещины в двутаврах балки, разрушения сварных швов конструкций, износы и повреждения элементов коробки для установки поглощающего аппарата и буферного бруса. Прогиб хребтовой балки проверяют с помощью стальной нити. Нить — стальную проволоку диаметром 1, 8 — 2 мм — закрепляют и натягивают на кронштейнах так, чтобы была обеспечена ее параллельность листу балки на расстоянии 800—1000 мм с каждого конца. Измеряя последовательно расстояние от нити до листа рамы, определяют прогиб. Разрешается оставлять без исправления вертикальный прогиб в средней части балки до 20 мм. Местами наиболее вероятных появлений трещин являются участки, примыкающие к центральным опорам. Трещина, как правило, развивается от края нижней полки и распространяется на вертикальную стенку. В этом месте визуально отмечается выступление ржавчины, натертость металла. Эти места балки подвергают проверке методом цветной дефектоскопии или нагреву газовой горелкой до 100 — 150°С для установления границ распространения трещины и ее траектории. При обнаружении трещины думпкар исключается из эксплуатации и подлежит ремонту с полной разгрузкой рамы. Трещины носят усталостный характер и развиваются в сплошной излом балки под влиянием переменных напряжений, возникающих при погрузке-выгрузке и движении поезда в сложном плане пути. Усталостные разрушения именно в зоне центральных опор объясняются повышенной жесткостью балки в этой зоне и циклическим действием изгибающих усилий со стороны коробки поглощающего аппарата и средней части от веса горной массы.
Интенсификации процесса старения способствует высокая цикличность продольных усилий, несовпадение точки приложения тягового усилия с осью хребтовой балки и систематическая перегрузка думпкаров. Заварку трещин и усиление балок целесообразно производить по технологии, применяемой Соколовско-Сарбайским ГОКом. Конец трещины засверливают сверлом диаметром 8—12 мм и раззенковывают на 1/2 толщины стенки. Вырубка трещины производится на всю глубину с одновременной подготовкой кромок под сварку в соответствии с требованиями инструктивных указаний ЦТ/251, заварку производят преимущественно нижним швом без подогрева электродами Э42А-Ф или Э5ОА-Ф ГОСТ 9467 — 75. Сварщик, выполняющий эту работу, должен иметь удостоверение на право сварки ответственных конструкций. При длине трещин более 300 мм заварку ведут обратно-ступенчатым способом. Сварной шов зачищают заподлицо с поверхностью балки, дефекты не допускаются. Усиливающие накладки 1 (рис. 9) и подкладки 4 изготовляют из листовой стали 09Г2 или 10ХСНД. Установку и приварку подкладки ведут в нижнем положении, для чего хребтовую балку поворачивают на кантователе. Пяту 3 и плиту демонтируют, балку зачищают, устанавливают подкладку 4 толщиной 20 мм и обваривают по периметру. Прилегание подкладки к балке должно быть плотным, допускаются местные зазоры не более 1, 5 мм. Усиливающую боковую накладку 1 толщиной 10 мм обваривают по периметр) с установкой электрозаклепок. Сварку выполняют в соответствии с требованиями ГОСТ 5264 — 80 электродами Э46Т ГОСТ 9467 — 75. Швы должны иметь вогнутые очертания с плавным переходом к основному металлу. Для повышения усталостной прочности шов упрочняют поверхностным наклепом пучковым упрочнителем П-5. Меры по предупреждению трещин: строго соблюдать правила погрузки крупных кусков горной массы, не допускать перегрузку думпкаров, произвести модернизацию хребтовой балки постановкой усиливающих подкладок и накладок на очередном текущем ремонте ТР-3. Коробки для установки поглощающих аппаратов осматривают, проверяют состояние и прочность крепления упорных угольников. Изношенные предохранительные накладки заменяют новыми, вытертости на стенках глубиной до 5 мм наплавляют, трещины заваривают. На изношенные поверхности упорных угольников разрешается приварка накладки толщиной не менее 5 мм. Расстояние между упорными угольниками доводят до чертежного размера. Непараллельность смежных угольников допускается не более 2 мм. Восстанавливают элементы буферного бруса: ударную розетку, предохранительный козырек. Осматривают крепления опорных конструкций под мотор-вентиляторы, кронштейны под опоры верхней рамы, стойки механизма открывания бортов и корпусов; подшипников цилиндров опрокидывания, кронштейн ручного тормоза и другие элементы рамы. Проверяют состояние крепления конусов боковых опор. Швы, имеющие признаки разрушений, вырубают и заваривают вновь в соответствии с требованиями инструктивных указаний. Воздуховоды осматривают, очищают внутри ершами и продувают. На стенки, имеющие сквозные коррозионные повреждения, устанавливают накладки с обваркой по периметру полуавтоматическим способом проволокой Св-08 в среде углекислого газа или газовым способом. Проверяют состояние желобов электрического монтажа. Отмеченные повреждения устраняют. Ограждения. Демонтируют крышки, жалюзи. Внутреннюю полость очищают от грязи и продувают сжатым воздухом. Производят осмотр и ремонт крыши, лобовых и боковых стенок, настила пола. Крышки люков, стенки и жалюзи ремонтируют аналогично таким же элементам кузова электровоза управления. Предохранительные козырьки демонтируют, деформированные места правят, изношенные предохранительные тросы заменяют. Двери осматривают, проверяют плотность прилегания и исправность замков. Деформированные лестницы и поручни выправляют, проверяют их крепление. Запрещается приваривать поручни и лестницы. После ремонта производят окраску. Верхняя рама. Раму очищают от остатков груза и грязи, устанавливают на регулировочные опоры, осматривают. Характерные повреждения: изгиб хребтовой, продольных и поперечных балок; деформация и разрывы настила пола; разрушение амортизирующей прокладки и выпучивание несущего настила; деформация Г-образных стоек, предохранительных козырьков и лобовых стенок. Прогиб балок проверяют с помощью стальной нити или непосредственно на столе специального стенда для правки рам и бортов думпкаров (рис. 10).
По рельсам 6, уложенным на основании-столе 2 стенда, перемещается передвижная рама 1 с захватами. На поперечной балке 4 станины рамы приводом 7 передвигаются гидравлические домкраты 3, 5, которые могут развивать усилие соответственно 392 и 784 кН. Механизмом передвижения и домкратами управляет оператор с пульта 8. Раму или борт думпкара устанавливают на стол и правят в любой точке приложением необходимого усилия. При ремонтах ТР-1 и ТР-2 разрешается оставлять без исправления листы полового настила с прогибом внутрь до 45 мм и наружу до 20 мм. Пробоины и местные прогибы разрешается устранять постановкой наделок заподлицо с листами настила. При ремонте ТР-3 разрешается замена отдельных участков пола. Дефектный участок срезают, проверяют состояние амортизирующей прокладки. Поврежденные брусья прокладки заменяют новыми из антисептированной лиственницы. Лист настила изготовляют из стали 09Г2 толщиной 14 мм и приваривают взамен дефектного. Амортизирующую прокладку предохраняют от воспламенения подсыпкой песка. Настил пола заменяют на ремонте ТР-3 или заводском полностью, если замена отдельных участков нецелесообразна, разрушена амортизирующая прокладка, а несущий настил рамы деформирован, требуется правка элементов верхней рамы. При этом настил полностью срезают, прокладку демонтируют и элементы рамы выправляют или заменяют новыми. При отсутствии лиственницы разрешается прокладку устанавливать из сосновых брусков, пропитанных в креозоте или петролатуме. Проверяют целость Г-образных стоек и прочность крепления к балкам. Дефектные швы вырубают и восстанавливают, изношенные втулки кронштейнов шарниров механизма открывания бортов и штоков цилиндров опрокидывания заменяют. После ремонта рамы проверяют расстояние между центрами проушин и шарниров для штоков цилиндров опрокидывания (10260 ± 3 мм). Осматривают кронштейны продольных бортов, изношенные втулки заменяют. Запрещается эксплуатация кронштейнов с растянутыми гнездами втулок. Форму Г-образных стоек проверяют по шаблону. При разрушении сварных швов основания стойки свыше 35 % длины ее снимают, место установки расчищают и приваривают вновь. Стойки с трещинами в местах загибов заменяют новыми. Деформированный, с вмятинами и пробоинами козырек срезают и заменяют новым. Лобовую стенку осматривают. Волнистость, не превышающую 20 мм на длине стенки до 1000 мм оставляют без исправления. Опоры поворота кузова, имеющие выработку свыше 4 мм, заменяют, разрушенные сварные швы восстанавливают. После ремонта раму и несущий настил снизу окрашивают лаком БТ-577. Продольные борта снимают с кузова, очищают и осматривают. Характерные неисправности: изгиб в горизонтальной и вертикальной плоскостях; трещины и обрывы стоек, коробок жесткости; деформация и обрыв кронштейнов шарнирных соединений борта с верхней рамой; износ втулок и валиков; деформация угольников верхней балки. Основные причины повреждений: нарушения правил погрузки крупных кусков горной массы, погрузка обводненной горной массы, неравномерная погрузка по длине кузова, а затем разравнивание груза ковшом экскаватора. Без исправлений при текущих ремонтах разрешается оставлять общий прогиб борта не свыше 40 мм внутрь и 25 мм наружу. Деформированный борт правят на стенде (см. рис. 10). При выпуске из заводского ремонта прогиб борта допускается до 20 мм. Стойки и ребра жесткости деформированные, с трещинами заменяют новыми. При замене кронштейнов несоосность отверстии не должна превышать 8 мм. Втулки шарниров, ослабленные в гнездах, изношенные по диаметру более 1 мм, заменяют изготовленными из стали 110Г13Л (твердость 230 НВ). Валики изготовляют из стали 45 (твердость 45 — 50 HRC). Зазор в шарнирном соединении не должен превышать 1 мм. Дефектные сварные швы в месте приварки стоек, ребер жесткости, кронштейнов вырубают и восстанавливают. Деформированный угольник заменяют угольником 75x75x8 из стали 09Г2 ГОСТ 535 — 79. Снаружи борт окрашивают лаком БТ-577. Мерой по предупреждению повреждений является соблюдение правил погрузки крупных кусков горной массы. Запрещается разравнивать груз ковшом экскаватора и грузить обводненную породу. Средний ресурс бортов до восстановления по предельному состоянию — не менее двух лет. Требования к качеству ремонта и сборки: борта должны вращаться на шарнирах без заеданий; зазоры между продольным бортом и полом должны быть не более 20 мм, между бортом и лобовой стенкой не более 10 мм; зазор между опорами и хребтовой балкой должен быть в пределах 1, 5 — 2 мм, его регулируют установкой подкладки. Под каждую сторону опоры устанавливают не более одной подкладки. Средний ресурс кузова до восстановления — 2 года. Механизм открывания бортов (рис. 11). Демонтаж механизма: продольные борта закрепляются на верхней раме технологическими болтами; муфты тяг 2 распускают и тяги 1 отсоединяют от продольного борта; рычаги 4 отсоединяют от кронштейнов рамы 5 и двуплечих рычагов 5; снимают двуплечие рычаги. Демонтированные детали обмывают в моечной машине, осматривают и дефектируют. Тяги рычагов не должны иметь деформаций, трещин и надрывов. Деформированные тяги и рычаги выправляют с нагревом горелкой МГ-18ПГ до температуры 850-900°С.
После правки проверяют расстояние между центрами отверстий головок рычагов, которое должно быть 1300±0, 25 мм. Запрещается: правка в холодном состоянии нарезанной части тяги, заварка надрывов и трещин в любой детали механизма. Проверяют состояние шарнирных соединений механизма. Изнощенные втулки и валики 6 заменяют. Новые валики изготовляют из стали 45 по технологии для рессорных валиков. Термообработка — закалкой ТВЧ до твердости45-50 HRC. Изношенные валики разрешается восстанавливать наплавкой проволокой ПП-АНЮЗ или Св-08А под слоем керамического флюса АНК-18 с последующей обработкой до чертежных размеров и термообработкой. Ресурс восстановленного валика — не менее двух лет. Втулки изготовляют из термоулучшенной стали 110Г13Л (твердость 230 НВ). Запрессованные втулки завальцовывают (закер-нивают). Контролируют расстояния между центрами втулок. Зазоры в шарнирных соединениях должны быть в пределах. 1, 5 мм. Детали шарниров смазывают солидолом УС-2 и выполняют монтаж. Регулировку механизма производят муфтами, изменяя длины регулировочных тяг. Проверка качества ремонта: продольные борта должны открываться и закрываться плавно и без рывков; зазоры между бортами, полом и лобовыми стенками должны находиться в пределах установленного допуска; отрегулированный механизм должен обеспечивать положение борта в плоскости, параллельной полу кузова при его наклоне на 22 ± 1°30", и полное открывание борта с переломом его на 10 ±1° при наклоне кузова на 24±30”. Механизм окрашивают лаком БТ-577. Средний ресурс механизма опрокидывания до восстановления по предельному состоянию 2 года. Рамы тележек и опоры кузова
Челюстная рама тележки (электровозы ELI, 26E2M, Д100м). Характерные повреждения: износ наличников буксовых направляющих, втулок шкворневых гнезд бруса сочленения, трещины в сварных швах и местный износ рамы; износ элементов рамы под центральные и боковые опоры; ослабление посадки подбуксовых струнок. Значительные повреждения и деформация рамы возможны только при аварийных ситуациях (сходы, столкновения, наезды на крупные куски горной массы). Интенсивный износ деталей буксово-рамного узла обусловливается эксплуатацией локомотива в сложном плане пути, в зоне высокой запыленности и несовершенством подвода смазки. Более интенсивно изнашивается узкая часть наличника, что определяет повышение поперечного разбега колесных пар. Изношенные наличники заменяют новыми, изготовленными из марганцовистой стали марок ЭИ-256, 60Г, 65Г. Размеры наличников должны обеспечивать чертежные размеры зазоров, определяющих продольные и поперечные разбеги колесных пар. Для нормальной работы ходовой части, обеспечения наименьшего и равномерного износа гребней бандажей колесных пар необходимо, чтобы расположение колесных пар в раме тележки удовлетворяло следующим требованиям: середины осей колесных пар должны совпадать с продольной осью рамы тележки; оси колесных пар должны быть параллельны между собой и перпендикулярны продольной оси рамы тележки; свободный разбег колесных пар в буксах и букс в раме тележки не должен превышать установленных допусков. Первое требование обеспечивается соблюдением размеров буксовых подшипников и правильной установкой их в корпус буксы, размеров узкой части наличников буксовых направляющих, отвесным положением рамных боковых листов. После сборки тележки симметричность положения колесных пар относительно рамы контролируют сравнением размеров от внешней грани бандажа до боковины рамы с правой и левой стороны. Второе требование достигается правильной расточкой и установкой буксовых подшипников, подбором толщины широкой части буксовых наличников и наличников направляющих, соблюдением прямоугольной формы рамы тележки. Выполнение третьего условия обеспечивается правильной сборкой буксового узла. Положение элементов в конструкции рамы, отклонение их размеров от чертежных определяют геометрической проверкой рамы. Проверку производят: при заводских ремонтах, неправильной работе колесных пар (повышенный односторонний подрез гребня, смещение круга катания) и после аварий. Проверку производят оптическим методом с помощью зрительной трубы и пентапризмы (метод разработан ВНИИЖТ) или линейки и крестового угольника. Последний метод обеспечивает необходимую точность измерений и более прост. Базами измерений являются: продольная ось рамы, верхняя грань боковин рамы, оси буксовых вырезов. Технические условия проверки: продольные листы боковин должны быть перпендикулярны верхним граням рамы и параллельны между собой. Изгиб листов боковин в горизонтальной и вертикальной плоскостях не должен превышать допускаемых норм. Узкие грани каждой буксовой направляющей должны лежать в одной плоскости и быть перпендикулярными граням рамы, Широкие грани буксовых направляющих должны лежать в одной плоскости и быть перпендикулярными продольной оси тележки; расстояния между центрами осей буксовых вырезов с правой и левой сторон должны быть одинаковыми; центр подпятника должен быть расположен на продольной оси тележки.
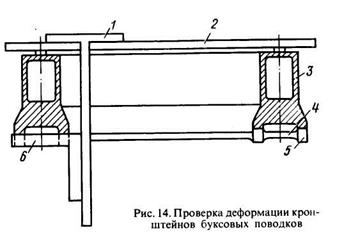
Технологическая схема проверки: раму 3 (рис. 12, а) устанавливают на опорах 5 поверочной плиты 4 по уровню. Параллельность листов боковин проверяют штихмассом 8, измеряя расстояния А — А1, В—В1, С—С1 между внутренними плоскостями рамы. Непараллельность допускается до 5 мм. Этим же угольником и линейками, уложенными на верхние грани листов, проверяют положение узких граней буксовых направляющих. Горизонтальный и вертикальный прогибы боковин определяют натяжением стальной нити 1, установленной на одинаковых по высоте призмах, укрепленных на концах рамы. Прогиб не должен превышать 5 мм. Для проверки положения широких граней направляющих линейку 7 прикладывают к раме, а крестовый угольник 6 плотно прижимают к линейке и широким граням буксовых направляющих. Несовпадение плоскостей граней правой и левой сторон проверяют щупом, измеряя зазор между угольником и широкой гранью направляющей. Для проверки расстояния между центрами буксовых вырезов правой и левой сторон в вырезы вставляют центровые приборы, центроискателем находят центр выреза и штихмассом 2 проверяют соответствие расстояний между центрами с правой и левой сторон рамы. Перпендикулярность листов боковин к верхним граням рамы (рис. 12, (б) проверяют установкой двух линеек 10 на кромки рамы и малым крестовым угольником 9, который плотно прижимают к плоскости буксовой направляющей. При правильном расположении направляющей зазора между линейкой и полкой угольника не должно быть. Положение центра подпятника (точки а и b) относительно продольной оси рамы проверяют измерением штихмассом расстояний от центра подпятника до центров буксовых вырезов (точки q, x, f, у), вынесенных на верхние грани боковых листов рамы. При этом l1 = l3, a l2 = l4.Все отклонения, выявленные при проверке рамы, компенсируют изменением толщины и конфигурации наделок буксовых направляющих. При износе наделок запрещается восстановление их правильного положения постановкой подкладок. Изношенные втулки шкворневых гнезд заменяют новыми, изготовленными из стали 110Г13Л. Режим термообработки до твердости 230 НВ идентичен с втулками рессорного подвешивания. Трещины в сварных швах устраняют вырубкой дефектного места и наложением нового шва электродами Э46Т. Местные выработки рамы наплавляют и обрабатывают шлифовальными машинками. Технология устранения трещин в элементах рамы идентична приведенной выше. Износ рамы в месте установки центральных и боковых опор устраняют заменой опорных плит скользунов и гнезд подшипников шкворня центральных опор. Ослабление посадки подбуксовых струнок устраняют выпиливанием каблучков рамы по шаблону и наплавкой с последующей обработкой контактных поверхностей струнки. Струнки проверяют дефектоскопом и при наличии трещин заменяют. При установке струнки пригоняют к каблучкам рамы по краске, обеспечивая прилегание не менее 75 % площади. Бесчелюстная рама тележки т. п. с. (ПЭ2М, ОПЭ1, ОПЭ2, Д94). Характерные повреждения: износ клиновидных пазов буксовых кронштейнов, втулок рессорного подвешивания, плит дополнительных опор. Конструкция характеризуется высокой эксплуатационной надежностью. Деформация и разрушения элементов наблюдаются только в аварийных случаях. Правильность положения в тележке колесных пар обеспечивается определенным расположением элементов рамы, качеством формирования буксовых поводков и сборкой буксового узла. Периодичность геометрической проверки рамы аналогична приведенной выше. База измерений: продольная ось рамы, верхняя плоскость боковин рамы, обработанные плоскости буксовых кронштейнов. Технические условия проверки: изгиб боковин в вертикальной плоскости не должен превышать допускаемых норм; расстояние между осями клиновидных пазов буксовых кронштейнов должно находиться в пределах, установленных допуском; клиновидные пазы кронштейнов одного буксового проема должны быть соосны; ось клиновидных пазов должна быть перпендикулярна плоскости боковой грани рамы. Подпятник должен располагаться симметрично относительно буксовых проемов и лежать на продольной оси рамы. Для проверки раму 4 (рис. 13) устанавливают на регулируемых опорах по уровню. Прогиб в вертикальной плоскости проверяют стальной нитью 3; он не должен превышать 8 мм по длине рамы. Прогиб в горизонтальной плоскости не проверяют, так как конструкция обеспечивает высокую устойчивость. Раму устанавливают кронштейнами вверх, в клиновидные пазы вставляют центры и штихмассом 2 проверяют расстояния Г и Д. Отклонение размеров Г и Д от чертежных допускается не более 0, 9 и 1, 5 мм соответственно. Шаблоном проверяют износ клиновидного паза. Прилегание шаблона должно быть не менее 80% в широкой и 100% в узкой части паза. В подпятник 1 вставляют центровой прибор и находят центроискателем центр. С помощью рейсмуса-центроискателя выносится ось буксового проема на верхнюю грань левой и правой боковин (а, b). Штихмассом проверяют длину диагоналей l1 и l2. Разность диагоналей не должна превышать 5 мм. Деформацию кронштейнов буксовых поводков по отношению к продольным боковинам 3 проверяют, как показано на рис. 14. Линейку 2 укладывают на верхнюю плоскость боковин. В пазы кронштейна устанавливают угольник 6 и полкой прижимают к дну паза. На линейку устанавливают крестовый угольник 1 и подводят к угольнику 6. Если кронштейн не имеет изгиба, стороны угольника и крестового угольника совместятся без зазора по высоте.
Соосность пазов кронштейнов правой и левой сторон проверяют штангой 4 с закрепленными н» концах трапецеидальными сухарями 5. Сухари вводят в пазы кронштейнов правой и левой боковин. Если рама сохраняет форму прямоугольника и пазы соосны, сухари установятся в них без зазоров. Такие проверки производят также по методу ВНИИЖТ оптическим методом с помощью зрительной трубы, пентапризмы и угловой масштабной линейки. Изношенные втулки рамы заменяют новыми, изготовленными из стали 110Г13Л (твердость 230 НВ). Наличники опорной плиты скользунов боковых опор, имеющих выработку более 0, 7 мм, заменяют новыми, изготовленными из стали 45 (твердость 40-45 HRC). Изношенные боковые стенки клиновидных пазов восстанавливают наплавкой или осталиванием холодным способом с последующей обработкой до чертежного размера. При выпуске из заводских ремонтов запрещается уплотнять хвостовики валиков в клиновидных пазах установкой подкладок. Небольшие выработки стенок паза устраняют выпиливанием по шаблону и подбором поводка, имеющего наибольший плюсовый допуск по ширине хвостовика. При любом методе восстановления должны соблюдаться приведенные выше требования к расположению колесных пар в раме тележки тягового подвижного состава. При заводском и текущем ремонтах разрешается: заваривать трещины в сварных швах без выхода на основной металл, приваривать оборванные кронштейны. Запрещается заваривать трещины в кронштейнах тормозных подвесок, а также повторно ранее заваренные трещины в местах загиба боковин. Опоры кузова. Назначение опор и специфика их работы определяют технологическую схему восстановления: разборка, слив масла, очистка, дефектировка, восстановление или замена изношенных элементов, сборка, регулировка, заправка смазкой. Объем и номенклатура восстановительных операций зависят как от конструкции опоры, так и от ее функций. Группы опор кузовов с общими функциями имеют идентичную конструкцию, и их восстанавливают по единому технологическому процессу. В соответствии с принятой системой содержания назначенный технологический процесс должен быть таким, чтобы обеспечить ресурс до очередной ревизии — не менее одного года и ресурс до восстановления — не менее двух лет работы. Нормированный ресурс обеспечивается следующими мероприятиями: сохранение герметичности масляных ванн, своевременная заливка смазкой, замена изношенных элементов новыми, изготовленными только из металла, указанного в чертеже, с термообработкой до заданной твердости, регулировка положения кузова должна обеспечивать работу опор без перекосов. Центральные опоры. Опоры первой группы: передают нагрузку от кузова на тележку и участвуют в передаче тягового усилия (электровозы Д94, Д100, тяговые агрегаты ПЭ2М, ОПЭ2, ОПЭ1А); вторая группа (шаровые связи); не участвуют в передаче нагрузки на тележки, но передают тяговое усилие (тяговые агрегаты ОПЭ1, EL10); третья группа: передают нагрузку от кузова на тележки, но не участвуют в передаче тягового усилия (электровоз EL1). Ревизию опор производят с обязательной подъемкой кузова и детальным осмотром элементов опор, мест их крепления к раме кузова и сопряжения с рамой тележки. Объем ремонта определяется состоянием элементов. Обращают внимание на форму износа опорных поверхностей. При косом износе производят регулировку кузова на тележках. Масляные ванны очищают, промывают керосином, восстанавливают поврежденные уплотнения. Осматривают возвращающее устройство.
При ремонте опор первой группы (рис. 15) производят замену изношенных наличников пят 5 и подпятников 6, обечаек пяты 3 и втулок подпятников 4. Новые детали изготовляют из термоулучшенной стали 45 (наличники до твердости 300-370 НВ, обечайки и втулки до твердости 250-300 НВ). Новые наличники и втулки приваривают прерывистым швом электродами Э50. Ослабшие болты пяты и подпятника подтягивают, оборванные заменяют с предварительной проверкой отверстия разверткой и приточкой болта по месту. Масляные каналы подпятника прочищают иглой диаметром 5 мм, маслопроводы продувают. Изношенное уплотнение 2 ванны заменяют изготовленным из войлока ГС 15 (ГОСТ 6418 — 67). Деформированные полукольца 1 рихтуют или заменяют. Допускаемые размеры приведены в табл. 20. Ремонт шаровой связи (рис. 16) производят с полной разборкой. Измеряют суммарный зазор между хвостовиком шкворня 2 и гнездом стакана 1. Вкладыш 5, шар 4 и втулку 3, имеющие выработку. более установленной нормы, заменяют. Новые шар и вкладыш изготовляют из стали 45 и подвергают термической обработке (шар до твердости 50 HRC, вкладыш до 45 HRC). Запрещается устанавливать вкладыш и шар наплавленные или без термообработки. Ремонт шкворня с выемкой производят при выработке хвостовика свыше 0, 5 мм, изгибе хвостовика или
неоднократном ослаблении его в гнезде шкворневого бруса. Шкворень подвергают магнитному контролю, выработку наплавляют порошковой проволокой ПП-АН103 или ПП-АН124 с последующей механической обработкой и закалкой ТВЧ (твердость 50-60 HRC).
При ремонте опоры третьей группы (рис. 17) дополнительно к работам в объеме ревизии выполняют следующее: шаровую пяту 2 с отвалкой ремонтируют при наличии предельной или выработки опорной части свыше 3 мм, трещин во фланце или систематического ослабления крепления опоры. Восстановление изношенных поверхностей пяты опоры производят наплавкой порошковой проволокой ПП-АН104 или ПП-АН124 с последующей механической обработкой до чертежных размеров и термообработкой до твердости 50 — 60 HRC. Смазочные каналы восстанавливают. При восстановлении пяты 2 наплавкой сферическую поверхность подпятника 3 восстанавливают до чертежных размеров независимо от ее состояния. Прокладки и подкладку / гнезда, изношенные выше допускаемых размеров, заменяют. Возвращающее устройство полностью демонтируют и производят обмер деталей. Упоры 5, втулки 4 и направляющие 6 рессоры, имеющие выработку более установленной нормы, заменяют. При сборке центральной опоры основное внимание уделяют регулировке возвращающего устройства. Боковые опоры. Опоры первой группы передают на тележки часть массы кузова и обеспечивают ему поперечную устойчивость (EL1, ПЭ2М, ОПЭ2, ОПЭ1А). Опоры второй группы передают на тележки полную массу кузова (ОПЭ1, EL10). Ревизию производят с подъемкой кузова, детали осматривают, дефектные заменяют. Особое внимание обращают на состояние упругих элементов (пружин, резиновых конусов), чистоту и плотность защиты масляных ванн. Ремонт преимущественно сводится к замене поврежденных или изношенных элементов. Необходимость замены определяется по результатам визуального осмотра и обмеров.
Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 2191; Нарушение авторского права страницы








 Запрещается установка бывших в употреблении конусов 4 (рис. 18), имеющих повреждения: уменьшение высоты в свободном состоянии на 13 мм и более против чертежного размера; наличие кольцевых трещин на поясе более '/г окружности и глубиной более 10 мм; наличие трещин одновременно на поверхности вершины и на поясе с подрезом основания конической части. Новые конусы подбирают в комплект по 4 шт. с одинаковой просадкой под испытательной нагрузкой 78, 5 кН.
Запрещается установка бывших в употреблении конусов 4 (рис. 18), имеющих повреждения: уменьшение высоты в свободном состоянии на 13 мм и более против чертежного размера; наличие кольцевых трещин на поясе более '/г окружности и глубиной более 10 мм; наличие трещин одновременно на поверхности вершины и на поясе с подрезом основания конической части. Новые конусы подбирают в комплект по 4 шт. с одинаковой просадкой под испытательной нагрузкой 78, 5 кН.