|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Формирование колесно-моторных блоков
Общие сведения. Колесно-моторный блок (КМБ) является одним из основных узлов, от состояния которого зависит не только безопасность движения поездов, но и выполнение прогрессивной системы содержания т. п. с. с заданным уровнем надежности. Исправная работа КМБ обеспечивается прежде всего соблюдением заданного технологического процесса ремонта, качества комплектования элементов и сборки их в блок. Технологический процесс формирования должен обеспечить наименьшую возможную разность характеристик КМБ каждой тяговой единицы и тягового агрегата в целом; - равномерную передачу вращающего момента от тягового двигателя на колесную пару одновременно обоими редукторами при правом и левом вращении; - такую подгонку зацепления, при которой был бы обеспечен заданный ресурс работы зубчатых пар редукторов до предельного состояния по износу зубьев. В соответствии с этими требованиями формирование КМБ производят по следующей технологической схеме: ремонт элементов и комплектование в узлы, поузловая сборка и проверка ее качества, сборка блока и контроль параметров редукторов, испытание и проверка качества формирования КМБ. Вкладыши моторно-осевых подшипников (МОП). В эксплуатации изнашивается бурт вкладыша, его внешняя поверхность и баббитовая заливка. Восстановление производят по следующей технологической схеме: выплавка баббита, дефектировка корпуса и производство обмеров, восстановление до необходимых размеров. Баббит выплавляют нагревом корпуса до температуры 460 —500 °С в камерной печи. Вкладыши с трещинами независимо от размера и места расположения, а также имеющие толщину менее 10 мм не восстанавливают. Интенсивность износа цилиндрической части и бурта различная, поэтому восстановление их выполняют различными методами. Для восстановления наружной поверхности вкладыша разработаны и внедрены следующие методы: электролитическое меднение, прессовка и металлизация напылением. Выбор метода зависит от степени износа вкладыша. Так, при износе свыше 3 мм меднение нецелесообразно. При восстановлении прессовкой вкладыш под прессом в специальной форме раздают с учетом припуска на обработку. После раздачи вкладыш наплавляют по поверхности линии разъема. При этом увеличивают припуск на деформацию вкладыша и механическую обработку. Наплавку ведут газовым способом латунной проволокой Л63 с применением флюса, %: бура — 70; хлористый натрий — 20; борная кислота — 10. Разрешается наплавка бронзовыми электродами (БОФЧ-0, 25, ГОСТ 5017 — 74) электросваркой с предварительным нагревом вкладыша до температуры 400оС. Наплавленные стыки обрабатывают до установленного размера. Изношенный бурт восстанавливают газовой или электродуговой наплавкой, а также при восстановлении рабочей поверхности вкладыша совместной заливкой баббита или сплава ЦАМ-9-1, 5. Затем комплект вкладышей притачивают по диаметругорловин тягового двигателя с допусками не более ±0, 1 мм. Толщину бурта, мм, определяют из отношения
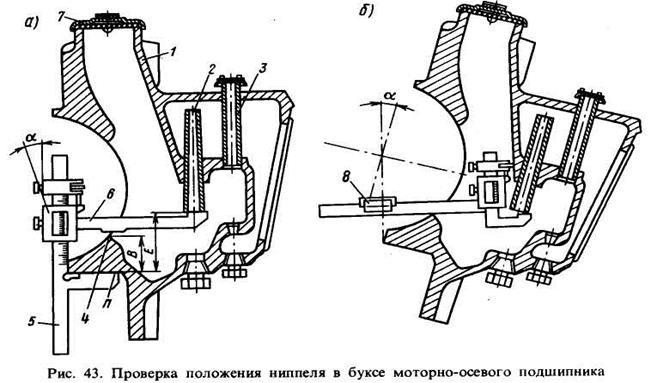
где lст — расстояние между торцами ступиц зубчатых колес: lг — длина горловин остова под внутренние кромки бортов вкладышей; lдв — допускаемый осевой разбег тягового двигателя на оси колесной пары. Восстановление вкладышей металлизацией напылением производят электро-металлизационным аппаратом типа МЭС-2-65 или ЭМ-ЗА. Подготовка вкладышей: на внешнюю поверхность комплекта нарезают резьбу глубиной 0, 5 — 1 мм для улучшения сцепления присадочного металла с основным; вкладыши нагревают в печи до температуры 200°С для удаления остатка масла из пор бронзы. Остывший до температуры 60 — 70 °С комплект устанавливают на станок, обезжиривают ацетоном и производят напыление. В качестве присадочного материала применяют стальную проволоку диаметром 2 мм. Режим напыления: напряжение 24 В, ток 130 А. Заключительный этап — механическая обработка по диаметру горловин остова и восстановление шпоночной канавки. Заливка вкладышей. После выплавки баббита внутреннюю поверхность вкладыша очищают от остатков заливки, окислов и пролуживают. Поверхность смазывают травленой соляной кислотой или водным раствором хлористого цинка следующего состава, %: вода — 72; хлористый цинк — 25; соляная кислота — 2; нашатырь — 1. Вкладыш нагревают в нагревательной камере печи до температуры 260 — 265°С и помещают в лудильную камеру. Для полуды при заливке баббитом Б16 применяют припой ПОС 40. В исключительных случаях допускается лужение баббитом Б83 или тем, которым заливается вкладыш. Лужение считается достаточным при образбвании на поверхности вкладыша гладкого блестящего слоя полуды. Баббит Б16 относится к дорогостоящим и дефицитным сплавам, поэтому при приготовлении его для заливки необходимо использовать отходы — стружку и выплав. Разрешается готовить сплав с использованием 40% отходов. Однако это возможно только в том случае, если свежий сплав содержит 17% олова и 2% меди. Если содержание компонентов имеет отклонения, отходы после химического анализа корректируют до норм по ГОСТ добавлением недостающих составляющих. При низком содержании олова в отходы добавляют 1 — 2% баббита Б83. При заниженном содержании меди добавку приготовляют в индукционном тигле расплавом и смешением 10% меди (отходы накладок токоприемников) и 90% баббита. При такой технологии в отходы добавляют 30% свежего баббита вместо 60 %. При этом экономия баббита на один подшипник составляет около 5 кг. Для заливки комплект подшипника непосредственно после полуды устанавливают в гильзу станка А125, разработанного ПКБ ЦТ, и надевают защитный кожух. Внутреннюю поверхность гильзы предварительно смазывают меловым раствором и подогревают до температуры 300 °С. Окно вкладыша закрывают пробкой, а в плоскости разъема гильзы закладывают прокладки. Сборку и установку вкладышей в гильзу производят в течение 1 — 1, 5 мин во избежание охлаждения вкладышей и окисления полуды. К моменту начала заливки приготовленный баббит нагревают до температуры 450°С, тщательно перемешивают и заливают в воронку вращающегося патрона непрерывной ровной струей, ускоряя подачу сплава к концу заливки. Продолжительность заливки не должна превышать 30 – 40 с. Запрещается перегревать баббит и прерывать струю при заливке. Под действием центробежных сил в cплаве возникает ликвация: свинец располагается ближе к вкладышу, а олово и сурьма — к поверхности. Таким образом, слой, обогащенный оловом и сурьмой, идет в стружку и износостойкость рабочего слоя баббита снижается. При этом, чем толще слой заливки, тем ниже его качество. Для устранения неоднородности сплава заливку следует производить с применением трех частот вращения патрона: первый этап — 300 об/мин (12-15 с); второй – 505 об/мин (10 – 12 с); третий – 980 об/мин (8 – 10 с). Изменение частоты вращения производят переключением обмоток статора двигателя. Залитый слой баббита должен плотно прилегать к корпусу вкладыша и не иметь посторонних включений, раковин; твердость слоя должна быть в пределах 22 — 30 НБ, структура слоя — однородной. Механическую обработку производят только после полного остывания подшипников в сборе с тяговым двигателем. Буксы МОП. Очищенные и промытые внутри корпуса буксы проверяют на отсутствие трещин методом цветной дефектоскопии. Целость запасной камеры проверяют сжатым воздухом давлением 294 кПа с предварительным обмыливанием корпуса снаружи. Обнаруженные трещины разделывают и заваривают электродами АНО-3. Запрещается заваривать трещины у основания проушины болта. Качество заварки проверяют керосином. Восстановление резьбовых отверстий производят рассверловкой с последующей заваркой, сверловкой и нарезкой по чертежу. Посадочные поверхности букс при потере натяга восстанавливают наплавкой и обрабатывают до получения натяга в остове 0, 07 — 0, 15 мм. Внутреннюю полость буксы тщательно очищают и покрывают эмалью ГФ-92-ХС. Проверяют взаимное расположение элементов: высоту установки ниппеля, высоту порога буксы и положение ниппеля относительно порога. Проверки производят измерительным прибором, изготовленным по чертежам ПКБ ЦТ МПС, при вертикальном положении буксы (рис. 43, а) и ее нормальном рабочем положении (под углом a к вертикаль
ной оси, рис. 43, б). Принят следующий порядок проверки: измеряют высоту Е ниппеля 2 относительно посадочной поверхности П корпуса 1 буксы, затем высоту В порога 4 корпуса буксы. Размер Е для тяговых двигателей НБ-406 и ДТ-9Н должен быть 971+1-1 мм; размер В для НБ-406 – 72+2 мм; для ДТ-9Н – 59+15 мм. Далее проверяют положение ниппеля 2 относительно порога 4 буксы при ее нормальном положении. При этом неподвижная линейка 5 прибора должна занимать горизонтальное положение по уровню 8, а конец подвижной линейки 6 должен касаться торца, ниппеля. Положение ниппеля определяют по показаниям шкалы. Ниппель 2 должен стоять так, чтобы при рабочем положении буксы его нижний торец был на 4 — 5 мм ниже порога буксы. Положение ниппеля исправляют перестановкой старого, установкой нового или изменяют высоту порога буксы приваркой стальной пластины расчетной толщины, но не более 15 мм. Проверяют плотность прилегания крышки 7 и заправочной трубки 3. Пробки запасной и рабочей камер ставятся на железном сурике. Основные допуски приведены в табл. 36. Таблица 36
Заправку букс следует производить с помощью наконечника (рис. 44). При заправке втулка 4 своим концом заходит в конусное гнездо, а трубка 3 — в конусный канал. При нажатии на заправочный наконечник втулка уплотняется в гнезде, а трубка 3 — в полости канала. Толкатель 2 перемещает клапан 1, при этом происходит заполнение запасной камеры и всей буксы.
Основными факторами, влияющими на работу подшипников являются: состояние и укладка подбивочного материала, непрерывность подачи смазки, и ее качество. Изготовление и восстановление подбивки. Для подбивки МОП используют пряжу аппаратного прядения, состоящую из грубой шерсти — 30 %, штапельного вискозного волокна — 60% и обрата — 10%. В процессе работы подбивка загрязняется и теряет капиллярность, упругость и механическую прочность. Порче подбивки способствует неплотное прилегание крышек камеры, пользование при заправке букс грязным наконечником, хранение и транспортировка фитилей в открытых банках, перегревы подшипников, насыщение водой и т. д. Последовательность операций при восстановлении подбивки: предварительная очистка погружением в масляную ванну, отжимка на прессе или центрифуге, промывка в стиральной машине в масле, подогретом до температуры 80 — 90С, в течение 2 — 3 мин, затем отжим на центрифуге. Очищенные косы расплетают, отбирают годные нити и делают фитили. Для изготовления новых фитилей мотки пряжи разрезают так, чтобы длина нитей была в пределах 1600 — 1800 мм. Массу 380 ± 10 г нитей делят на три части и сплетают косу-фитиль с шагом плетения 90-120 мм. Длина готового фитиля 800 — 900 мм, диаметр 80 — 90 мм. Фитили пропитывают в осевом масле, подогретом до температуры 55 — 60°С: новые — 24 ч; восстановленные —12 ч. Для обеспечения надежной работы подшипника необходимо: при темпе нарастания зазора между вкладышем и шейкой оси более 0, 15 мм между смежными ремонтами ТР-1 произвести ревизию узла; постоянно контролировать состояние уплотнений крышек букс и кожуха зубчатой передачи. Попадание на шейку МОП осерненной смазки и воды приводит к засаливанию подбивки и потере гигроскопичности; при ухудшении условий работы вводят противозадирную дисульфидмолибденовую смазку, для чего при температуре 70 — 80°С в осевом масле растворяют пасту ВНИИ НП-232 (три части масла и одна часть пасты). Смесью пропитывают один из трех фитилей косы.
Износ зубьев измеряют по начальной окружности универсальным зубомером. Рабочая поверхность зубьев колеса повреждается питтингом, а на кромках возникает наплыв металла в виде острых заусенцев. На зубьях шестерен допускается питтинг и выкрашивание закаленного слоя, но не более 15% рабочей поверхности. На зубьях колеса допускаются повреждения питтингом: головки —до 20% рабочей поверхности, а ножки — до 60% поверхности при глубине раковин не более 0, 5 мм. Зубчатые колеса и шестерни привода, имеющие трещины, отколы зубьев, повреждения рабочей поверхности зубьев и их износ свыше допустимых норм, подлежат замене. Зубчатые передачи тяговых агрегатов отечественного производства отличаются высокими характеристиками надежности. Безотказность редукторов лежит в пределах 0, 998-0, 999. Долговечность шестерни составляет в среднем 2 — 4 года, зубчатого колеса — 10—12 лет. Более интенсивно изнашиваются правые шестерни из-за неравенства нагрузок на редукторы, что необходимо учитывать при планировании расхода запасных частей. Таким образом, практика эксплуатации подтвердила целесообразность изготовления ДЭВЗом шестерен из хромоникелевой стали 20Х2Н4А-Ш (электрошлакового переплава) по ЧМТУ 1-955 — 70. Рабочие поверхности зубьев шестерни подвергают цементации или нитроцементации с объемной закалкой и шлифовкой зубьев. Зубчатые колеса изготовляют из цельнокатаных заготовок стали 55, раскисленной феррованадием по ЧМТУ 3-85 — 67. Заготовки колес подвергают объемной закалке и высокому отпуску. Механические свойства шестерен и зубчатых колес тяговых агрегатов следующие:
При комплектовании зубчатой пары в редуктор следует с зубчатыми колесами, бывшими в эксплуатации, спаривать шестерни, с которыми они работали ранее. Наработки металла в виде наплывов на краях зубьев снимают личным напильником, вершины зубьев закругляют радиусом 1 мм. Посадочная поверхность шестерни не должна иметь повреждений. При замене шестерен следует с зубчатыми колесами, венцы которых имеют меньшую толщину зубьев, устанавливать шестерни с большей толщиной зубьев и наоборот, чтобы обеспечить наименьшую разность суммарных боковых зазоров между зубьями в обоих редукторах. На конус вала тягового двигателя со стороны коллектора подбирают шестерню, имеющую левый наклон зубьев, а на противоположный конец — шестерню с правым наклоном зубьев. Подготовка к посадке шестерни — одна из самых ответственных операций, качество исполнения которой должно тщательно контролироваться.
Сползание шестерен происходит в момент резкого прекращения боксования при подаче большого количества песка, когда динамическая нагрузка на сопряжение наибольшая. Из-за разницы боковых зазоров в зубчатой передаче нагрузка на обе шестерни распределяется неравномерно, и при резком прекращении боксования большая часть крутящего момента приходится на одну из шестерен, что вызывает ее сползание и задир посадочных поверхностей шестерни и вала. Кроме того, сползание происходит из-за недостаточного натяга шестерни, нарушения технологии притирки шестерни по конусу вала, несоответствия чертежному класса чистоты обработки посадочных поверхностей. Наибольшая прочность соединения достигается при соблюдении следующего технологического процесса подготовки: токарная обработка и шлифовка абразивными кругами обеих деталей сопряжения с одной настройки суппорта станка, проверка конуса шестерни калибром-пробкой, а конуса вала — калибром-проймой, притирка шестерни по валу абразивными порошками (ГОСТ 3647 — 71). Запрещается исправлять притиркой доводку конусности и применять в качестве абразива разбитые абразивные круги, толченое стекло и другие нестандартные материалы. Площадь прилегания поверхности (проверяют по краске) должна быть не менее 85 %. Для повышения коэффициента трения на ряде локомотиворемонтных предприятий после шлифовки сопрягаемые поверхности обрабатывают пескоструйным аппаратом. Продолжительность обработки конуса вала 4 — 5 мин, давление воздуха 490 — 588 кПа. Шестерню обрабатывают подобным образом с установкой защитного кожуха на зубья. Кожуха зубчатой передачи. Поступившие в ремонт кожуха тщательно очищают снаружи и внутри, промывают, осматривают и дефектируют. Обращают особое внимание на целость боковин, уплотняющих козырьков и фланцев, обечаек и сварных швов. При текущем ремонте подлежат замене кожуха, имеющие следующие дефекты: вставки и накладки на пробоинах более трех на обечайке или боковинах, радиальные трещины боковин, идущие от края осевого отверстия к обечайкам, деформация обечаек и боковин, для устранения которой требуется разборка кожуха по элементам. При заводских видах ремонта запрещается восстанавливать кожуха, ранее неоднократно ремонтированные или требующие замены элементов. Кожуха, подлежащие ремонту, проверяют на герметичность. Сварные швы и места ранее установленных на пробоинах накладок покрывают меловым раствором, а внутрь каждой части кожуха наливают керосин и оставляют в таком положении на 1, 5 — 2 ч. При наличии трещин в швах дефектные швы вырубают, место разделки зачищают заподлицо с листом и заваривают. Все сварочные работы ведут полуавтоматическим способом проволокой Св-08Г2С в среде углекислого газа или электродами Э42. Края пробоин рихтуют и заваривают с постановкой накладок. Деформированные или изношенные козырьки и фланцы срубают и заменяют новыми. Деформированные места на обечайках и боковинах правят на специальных оправках с местным подогревом. Все рихтовочные работы производят до сварочных работ. Резьбу в бобышках проверяют контрольной пробкой. При замене бобышек, установке усиливающих накладок приварку производят по шаблону. Проверяют состояние кронштейна гребнесмазывателя. Кронштейны с трещинами, оборванные заменяют. После производства всех сварочных и рихтовочных работ кожух зачищают от наплывов, брызг металла, шлаковой корки и окалины. Производят испытание на герметичность керосином. Внутреннюю полость окрашивают маслостойкой эмалью ФЛ-787 или лаком ХВ-77, снаружи кожух окрашивают лаком №177. Изношенные войлочные уплотнения заменяют. Заготовки для уплотнения изготовляют из войлока ПС-8 и пропитывают в нагретой до температуры 60—70°С смеси: три части парафина и одна часть озокерита. Пропитанные заготовки опрессовывают в- пресс-формах и закладывают в ручьи кожуха. Проверяют состояние сапуна, пробки маслоприемника и указателя наименьшего уровня масла. Плоскость сопряжения половинок кожуха очищают, обезжиривают и приклеивают клеем №88 заготовленную пластинку из губчатой резины (ТУ МХП-1206-55р). Новые кожуха изготовляют по технологии и чертежам (5ТП.ЗОО.1О9) завода-изготовителя. Формирование КМБ. При подборе тяговых двигателей и колесных пар необходимо выполнять следующие требования: расхождение скоростных характеристик двигателей комплекта не должно превышать 3% (ГОСТ 2582 — 72). Все двигатели должны иметь параллельные скоростные характеристики, снятые не менее чем для четырех значений токов: 150, 230, 250, 330 А; разность диаметров бандажей колесных пар одной тяговой единицы допускается не более 8 мм, а у сочлененных тяговых единиц (тягового агрегата) — не более 10 мм. Для уменьшения расхождения характеристик КМБ двигатель с более высокой скоростной характеристикой необходимо спаривать с колесной парой, имеющей меньшие диаметры бандажей и наоборот, т. е. должно быть выполнено постоянство блокового числа Dln1 = Dn2= ... = Dknk (здесь D1 D2, ..., Dk — диаметры бандажей 1, 2, ..., k-й колесных пар; n1 п2, ..., nk — соответственно частоты вращения якорей тяговых двигателей в часовом режиме). Характерным признаком нарушений этих требований являются неисправности КМБ: превышение температуры нагрева одного из двигателей группы, неудовлетворительная коммутация и образование кругового огня, частые боксования и нарастание проката одной колесной пары. При обточке бандажей без выкатки необходимо предварительно измерить напряжение на коллекторах двух двигателей одной группы. На двигатель с повышенным напряжением устанавливают колесную пару большего диаметра; обтачивать колесную пару этого блока запрещается. При смене одиночного КМБ взамен подбирают КМБ с характеристикой, идентичной остальным. Качество работы зубчатых пар определяется соблюдением при сборке расчетных норм допусков всех звеньев размерной цепи тягового привода. Основной задачей при формировании КМБ является обеспечение одновременной равномерной работы обоих редукторов. Правильно собранные зубчатые передачи должны удовлетворять следующим требованиям: ось вала тягового двигателя должна быть параллельна оси колесной пары, а централь должна соответствовать чертежному размеру; радиальные зазоры зубчатой пары должны быть не менее предусмотренных чертежом; прилегание зубьев, находящихся в зацеплении (определяют по краске), должно быть не менее 50% длины и 60%высоты зуба. Допускаемые размеры в эксплуатации для редукторов тяговых агрегатов ПЭ2М, ОПЭ2, ОПЭ1А приведены в табл. 37. Таблица 37
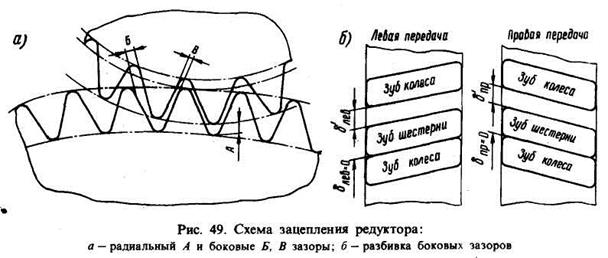
Параллельность осей вала двигателя и колесной пары обеспечивается правильной обработкой и подгонкой моторно-осевых подшипников. Указанные выше требования выполняют расточкой вкладышей МОП в сборе с тяговым двигателем на специальном расточном станке (рис. 47). Двигатель 4 с установленными вкладышами 7 и закрепленными буксами МОП устанавливают на опоры станины 1. Точками опоры являются бурты МОП и конусные части вала якоря. Борштангу б выдвигают из передней бабки 8 станка до захода в направляющую втулку задней бабки 2. В резцедержатель 3 устанавливают проходной резец с учетом диаметра расточки и ходовым валом 5 производят подачу передней бабки с вращающейся борштангой. Для образования выкружек проходной резец заменяют фасонным. Радиальный зазор зубчатой передачи зависит от размера централи и характеризует правильность зацепления профилей зубьев. Признаком технологических нарушений при подгонке зубчатого зацепления является характер износа зубьев: если длина централи выше нормы — интенсивно изнашиваются головки зубьев, а при чрезмерном уменьшении ее длины происходит подрез ножки зубьев и возможно заклинивание редуктора. Для обеспечения одновременной работы обоих редукторов зубья шестерен должны одновременно прилегать к находящимся в зацеплении с ними зубьям колес. Поэтому необходимо, чтобы профили зубьев одного зубчатого
колеса колесной пары совпадали с зеркально отображенными профилями другого зубчатого колеса. Отклонение не должно превышать 1 мм. В двусторонних косозубых передачах указанные погрешности при формировании колесных пар могут компенсироваться за счет самоцентрирования их под действием тангенциальных усилий, возникающих между прижатыми друг к другу наклонными зубьями. Для этого валы тяговых двигателей НБ-406 и ДТ-9Н имеют осевые разбеги соответственно 5, 9 — 8, 4 и 6, 0 — 8, 0 мм; следовательно, подгонку зацепления следует производить в его среднем положении.
Монтаж КМБ начинают с посадки правой (имеющей правый наклон зубьев) шестерни на конус вала со стороны, противоположной коллектору. Это делают с целью унификации технологии сборки блоков, так как для реверсируемых передач направление нарезки зубьев значения не имеет. Перед насадкой шестерню надевают на конус вала и замеряют расстояние от торца вала до торца выточки шестерни, которое должно быть в пределах 18, 4 – 20, 4 мм. Затем шестерню нагревают индукционным нагревателем или в масляной ванне до температуры 170 — 190°С и насаживают на конус вала без ударов. Контроль правильности посадки шестерни осуществляют повторым измерением расстояния, которое должно уменьшаться на 2, 6 – 3, 7 мм по сравнению с холоднойпосадкой. Установку пружинной шайбы и затяжку гайки производят до остывания шестерни. Затем насаживают левую шестерню в холодном состоянии от руки, в горловины двигателя укладывают предварительно пришабренные по шейкам оси вкладыши МОП и устанавливают колесную пару на двигатель в нормальное рабочее положение. При этом следят за вхождением зубьев обеих шестерен в зацепление. Колесную пару прокручивают вручную на 3 — 5 оборотов и убеждаются в отсутствии заклинивания и других отклонении в сопряженных узлах. Разбег двигателя на оси определяют как сумму зазоров между торцами ступиц центров и буртов моторно-осевых подшипников. Для тяговых двигателей НБ-406 и ДТ-9Н эта величина составляет 0, 5—2 мм, а при выпуске из ремонта ТР-3 она должна находиться в пределах 4—5 мм.
Затем якорь поворачивают в такое положение, при котором у редуктора со стороны, противоположной коллектору, один из боковых зазоров (правый) dпр (рис. 49) будет равен нулю. Поворотом шестерни со стороны коллектора, сидящей по свободной посадке, устанавливают соответственный боковой (левый) зазор dлев также равным нулю. Тогда с другой стороны зубьев образуются боковые зазоры dпри dлев. Подобную проверку зазоров выполняют в четырех диаметрально противоположных точках зубчатого колеса. Радиальные зазоры А обоих редукторов замеряют с помощью свинцовых клиньев. В режиме тяги якорь двигателя займет фиксированное положение относительно колесной пары, когда обе шестерни войдут в зацепление с зубчатыми колесами, а среднее положение асротносительно остова — под влиянием взаимодействия магнитных потоков с главными полюсами. Для обеспечения указанного взаимного положения элементов блока (колесной пары, остова и якоря) необходимо при формировании КМБ посадить левую шестерню во вполне определенное положение. Для этого двигатель сдвигают на оси колесной пары в крайнее левое положение до упора бурта подшипника в ступицу колеса. Это положение двигателя определяется как фиксированное, необходимое для дальнейших отсчетов. Затем, оставляя остов неподвижным, якорь передвигают, измеряя расстояние со стороны коллектора от торца крышки до торца лабиринтного кольца, йолное перемещение определяют суммой размеров аср + lдв/2 + b (здесь аср — перемещение якоря при его установке в среднее положение относительно магнитной системы остова; lдв/2 — половина разбега двигателя на оси; b — перемещение шестерни вдоль вала при горячей посадке). После установки якоря и проверки правильности боковых и радиальных зазоров зацепления обоих редукторов положение свободной шестерни фиксируют нанесением риски на шестерне и валу якоря. Колесную пару снимают с двигателя и производят посадку шестерни на вал якоря по фиксирующей риске в соответствии с приведенной выше технологией. Затем колесную пару вновь устанавливают на двигатель и проверяют положение якоря в остове при рабочем состоянии зубчатой передачи. Качество формирования оценивают точностью соблюдения следующих размеров: параллельности оси якоря по отношению к оси колесной пары (по разности радиальных зазоров); боковых зазоров при отклонении якоря от среднего положения не более 1мм; централей обоих редукторов. В собранной зубчатой передаче свес шестерни относительно зубчатого колеса должен быть в пределах 1, 5 – 6, 5 мм. При свесе шестерни более допустимого предела необходимо проверить правильность формирования колесной пары — взаимное расположение зубчатых колес правой и левой сторон. Увеличение свеса шестерни в эксплуатации свидетельствует о провороте колеса или шестерни. Положение центров зубчатых колес определяют по контрольным рискам, а шестерен — попыткой спрессовки с вала. Радиальные зазоры подгоняют шабровкой вкладышей моторно-осевых подшипников. При этом зазоры между вкладышами и шейками оси при собранных шапках должны быть в пределах 0, 3 — 0, 5 мм. Перед установкой плоскости разъема вкладышей покрывают смазкой ЖД-1. Затем устанавливают и закрепляют буксы, а КМБ устанавливают на стенд для обкатки. В буксы закладывают подбивку и заливают индустриальное масло по 4, 8 кг в каждую буксу. Обкатку КМБ производят при напряжении 250 В на двигателе, шестерни смазывают индустриальным маслом и посыпают порошком КЗ (240). Направление вращения колесной пары периодически изменяют. Обкатку КМБ производят до появления пятна контакта на обоих зубчатых зацеплениях не менее 60% длины и 45% высоты зуба. Проверяют нагрев моторно-осевых подшипников — их температура не должна превышать температуру окружающей среды более чем на 25°С. Проверяют состояние моторно-якорных подшипников и лабиринтных уплотнений. Правильно собранная зубчатая передача при обкатке КМБ должна издавать ровный гул, тон которого не должен изменяться при изменении направления вращения. Устанавливают нижнюю и верхнюю половинки кожуха. Зазор между станками кожуха и торцами зубчатых колес должен быть не менее 7 мм. Положение кожуха регулируют шайбами. Факторы, влияющие на надежность КМБ. Долговечность редукторов определяют следующие основные факторы: качество металла, термообработки и точность изготовления шестерни и зубчатого колеса, качество пригонки зацеплений, уход в эксплуатации. Зубчатые колеса следует изготовлять по технологии ДЭВЗа. Пригонку зацепления редукторов следует выполнять только по приведенной выше технологии со строгим соблюдением указанных допусков. Необходимо не только нормировать, но и строго выдерживать допуск на положение зубьев противоположных направлений и на сдвиг их относительно друг друга по диаметру делительной окружности. Проверку параметров зацепления в приведенном выше объеме производить при каждом формировании КМБ независимо от вида ремонта. Эффективными мероприятиями по увеличению долговечности редуктора в эксплуатации являются: систематические проверки состояния масляной ванны, проверка уровня смазки, своевременная замена смазки в зависимости от времени года. Запрещается эксплуатировать тяговые передачи с кожухами, имеющими течь масла, при пропуске масла уплотнениями. На очередной ревизии редукторов следует делать анализ осадка на дне кожуха. Присутствие значительного количества металлических частиц свидетельствует об аварийном состоянии зубчатой передачи. Необходимо такой КМБ выкатить и устранить причину повышенного износа. При этом следует ориентироваться на нормальную интенсивность износа. При обнаружении в масляной ванне балластной пыли проверяют уплотнения и прокладки, изношенные заменяют. Нормированные значения характеристик надежности редукторов: безотказность за период 24 — 26 календарных месяцев работы — не менее 0, 999; наработка до замены шестерни и зубчатого колеса по предельному износу зубьев; шестерни — не менее четырех лет, зубчатого колеса — не менее 12 лет. Хорошие результаты дает установка в нижней части кожуха магнитных пробок, которые очищают масляную ванну от металлических частиц. Применяемая в настоящее время осерненная смазка ТУ 32ЦТ-006 —68 не полностью соответствует требованиям эксплуатации: эмульгирует с водой, при температурах минус 25 — 30 °С теряет подвижность, а при плюс 40 — 50°С теряет вязкость и вытекает через зазоры и неплотности. Рекомендуется новая смазка СТПТУ 38 УССР 2-022-72 (А/с 405936). Она имеет улучшенные антифрикционные и демпфирующие свойства, обладает уплотняющими свойствами, расход смазки уменьшается в 3 раза.
Глава III Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 4835; Нарушение авторского права страницы
 ,
, 

 Тяговый привод. Шестерни и зубчатые колеса. Их осматривают, обмеряют и дефектируют. Характерное повреждение — усталостные трещины, которые развиваются от межзубной впадины под корень зуба, что приводит к его излому. Такие дефекты могут быть обнаружены магнитно-порошковым методом с применением подковообразного дефектоскопа ДГЗ-57 (рис. 45, а) или ультразвуковым дефектоскопом УЗД-64 с применением раздельно-совмещенных искателей ЩЗК (рис. 45, б). Разрешается применять цветную дефектоскопию.
Тяговый привод. Шестерни и зубчатые колеса. Их осматривают, обмеряют и дефектируют. Характерное повреждение — усталостные трещины, которые развиваются от межзубной впадины под корень зуба, что приводит к его излому. Такие дефекты могут быть обнаружены магнитно-порошковым методом с применением подковообразного дефектоскопа ДГЗ-57 (рис. 45, а) или ультразвуковым дефектоскопом УЗД-64 с применением раздельно-совмещенных искателей ЩЗК (рис. 45, б). Разрешается применять цветную дефектоскопию. Одним из самых распространенных отказов тяговых передач является сползание шестерни с конуса вала. На рис. 46 представлена гистограмма этих отказов применительно к тяговым агрегатам ПЭ2, работающим в условиях северного' Казахстана. Наибольшее число отказов наблюдается у тяговых агрегатов в зимние месяцы, отличающиеся обильными снегопадами, инееобразо-ванием на головках рельсов, что является причиной частых и затяжных боксований.
Одним из самых распространенных отказов тяговых передач является сползание шестерни с конуса вала. На рис. 46 представлена гистограмма этих отказов применительно к тяговым агрегатам ПЭ2, работающим в условиях северного' Казахстана. Наибольшее число отказов наблюдается у тяговых агрегатов в зимние месяцы, отличающиеся обильными снегопадами, инееобразо-ванием на головках рельсов, что является причиной частых и затяжных боксований.
 Для определения фактического осевого разбега якоря lя (рис. 48) и его среднего положения аср якорь рычагом перемещают в сторону коллектора до упора и замеряют расстояние ах от торца крышки до торца лабиринтного кольца на валу якоря. Затем якорь перемещают до упора в сторону, противоположную коллектору, и вновь измеряютэто расстояние, которое будет иметь значение а2. Тогда:
Для определения фактического осевого разбега якоря lя (рис. 48) и его среднего положения аср якорь рычагом перемещают в сторону коллектора до упора и замеряют расстояние ах от торца крышки до торца лабиринтного кольца на валу якоря. Затем якорь перемещают до упора в сторону, противоположную коллектору, и вновь измеряютэто расстояние, которое будет иметь значение а2. Тогда:  ;
;  .
.