|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет режимов резания и технической нормы времени
Методика расчетов режима резания представлена в справочной и учебной литературе [2, 3, 4 и др.]. В процессе разработки операционной технологии необходимо определить аналитическим способом режимы резания на два технологических перехода, а остальные переходы и операции – по нормативным данным. Результаты расчетов режимов резания следует свести в табл. 8.1. В графе 1 записывают наименование операции и все ее переходы или позиции механической обработки. Если переход выполняется с применением нескольких инструментов, в таблицу следует внести характеристики режима резания на лимитирующий обработку инструмент. Стойкость инструмента в минутах машинного времени Тм выбирается по таблицам, в минутах резания Тр определяется только на лимитирующий инструмент в многоинструментальной наладке путем умножения Тм на коэффициент длины резания λ. Корректировать значение Тм следует лишь при λ > 0, 7. Нужно помнить, что значение Тр, рассчитанное для лимитирующего инструмента, принимается для всех инструментов данной наладки с тем, чтобы их смена производилась одновременно.
Таблица 8.1 Сводные данные по режимам резания
и т.д. Примечание. t – глубина резания; lрез – длина обрабатываемой поверхности; l р.х – длина рабочего хода инструмента; λ = lрез / l р.х; Тм – стойкость инструмента в минутах машинного времени; Тр – стойкость инструмента в минутах резания; Sp, Sп – соответственно расчетная и принятая подача на оборот или зуб; nр, nп - соответственно расчетная и принятая частота вращения шпинделя (инструмента); vр , vп – соответственно расчетная и принятая скорость резания; Sм – скорость подачи; То – основное время; Рe, Pp – соответственно эффективная и расчетная мощность; Рр = Рe /η; η – КПД станка; η = 0, 7 – 0, 8.
В графах 6…8 указываются расчетные и принятые по паспорту станка скорость подачи, частота вращения и скорость резания. Скорость подачи (графа 9) используется для определения основного времени (графа 10). Данные граф 5, 10 и 11 используются в дальнейшем в качестве исходных соответственно для построения графика, расчета технической нормы времени и определения загрузки станка. Если эффективная мощность резания определяется не по таблицам, а расчетным способом, в зависимости от вида обработки дополнительно рассчитывается один из силовых параметров Рz, Рy, Рx, Mкр, необходимый для определения Pe. Применение смазочно-охлаждающих жидкостей при резании в основном определяется видом обработки и обрабатываемым материалом. В настоящее время имеется возможность применения ЭВМ для расчета режимов резания. Методы решения задач по оптимизации режимов резания на универсальных ЭВМ более точны для одноинструментной обработки и несовершенны для многоинструментных наладок. Наиболее эффективна механизация расчетов при использовании специализированных технологических электронных машин (СТЭМ), предназначенных для расчетов режимов резания, норм времени и расценок на операции механической обработки. Исходные данные для расчетов не кодируются, а вводятся автоматически при печати их на бланк технологического документа. СТЭМ рассчитывает и выдает на печать по каждому технологическому переходу: скорость резания, минутную подачу, мощность резания и основное время на переход. Для всей технологической операции рассчитывается штучное время и расценка. При отсутствии СТЭМ рекомендуется использовать универсальные ЭВМ. Под технически обоснованной нормой времени понимается время, необходимое для выполнения заданного объема работы (операции) при определенных организационно-технических условиях и наиболее эффективном использовании всех средств производства и передового опыта новаторов. В массовом производстве определяется норма штучного времени (мин):
Тшт = То + Тв + Тоб + Тот,
в серийном – норма штучно-калькуляционного времени (мин):
Тш.-к = (Тп.з / n) + Тшт .
Нормы времени определяются в такой последовательности: на основании рассчитанных режимов резания определяется основное время То (см. табл.8.2); по содержанию каждого перехода устанавливается необходимый комплекс приемов вспомогательной работы и рассчитывается вспомогательное время Тв с учетом возможных совмещений переходов и перекрытий элементов штучного времени; по нормативам рассчитывается время на обслуживание рабочего места Тоб, а затем – на отдых Тот; при серийном производстве определяется подготовительно-заключительное время на партию деталей Тп.з и одну деталь Тп.з / n; суммируются отдельные составляющие нормы времени. При выполнении расчетов следует пользоваться литературой [3, 4] и результаты сводить в табл. 8.2. Таблица 8.2 Сводная таблица технических норм времени по операциям, мин
Примечания: 1. То – основное время; Тв – вспомогательное; Тус – на установку и снятие детали; Туп – на управление станком; Тиз – на измерение деталей; Топ = То + Тв; Тоб – на обслуживание рабочего места; Ттех – на техническое обслуживание; Тогр – на организационное обслуживание рабочего места; Тот – время перерывов на отдых; Тшт – штучное время на операцию; Тп.з – подготовительно –заключительное время; n – размер партии деталей, шт.; Тш.-к. – штучно-калькуляционное время. 2. Графы 11, 12, 13 заполняются только при серийном производстве. Пояснительная записка к проекту В общем случае рекомендуется следующее содержание пояснительной записки:
Методика написания разделов пояснительной записки Проекта
Содержание разделов основной части должно точно соответствовать заданию на курсовое проектирование и полностью его раскрывать. В этих разделах студент должен продемонстрировать свое умение излагать материал сжато, логично и аргументировано, содержание и оформление которого должны соответствовать требованиям, предъявляемым к подобным работам. Разделы и подразделы проекта должны последовательно вытекать и дополнять друг друга, способствуя развитию высказываемых мыслей и укреплению логики проводимого проектирования. Очень серьезное внимание при написании пояснительной записки должно быть уделено ее языку и стилю, свидетельствующим об общем уровне подготовки студента. Практикой выработан ряд основных правил построения устойчивых речевых, грамматических и стилистических оборотов в работах научно- и учебно-исследовательского характера, соблюдение которых позволяет обеспечить соответствующий требованиям уровень изложения материала. Важнейшими из них являются: · использование специальных средств связи, указывающих на последовательность развития мысли (например, прежде всего, затем, во-первых, во-вторых, в последствии и др.), противоречивые отношения (однако, тем не менее, несмотря на …, в то время как … и др.), причинно-следственные отношения (благодаря чему, следовательно, поэтому, по причине того что, вследствие чего и др.), переход от одной мысли к другой (необходимо оценить, перейдем к …, следует отметить, итак, в итоге, в заключение следует сказать … и др.); · использование характерных для научной речи оборотов, характеризующих свойства предметов или явлений, а также степень развития процессов. Как правило, при характеристике свойств предметов или явлений для образования превосходной степени рекомендуется использовать слова «наиболее», «наименее», «максимально» в сочетании с прилагательным (например, «наиболее надежный»); · использование указательных местоимений (этот, тот, такой), не конкретизирующих предмет, а выражающих связи между частями высказывания (например: «на основании анализа значений этих показателей можно сделать предположение …»); · использование специальных вводных слов или словосочетаний (по сообщению …, согласно мнению …, по данным…), указывающих на используемый материал; · использование специальных терминов, позволяющих в краткой форме давать развернутые характеристики установленных фактов, понятий, явлений, процессов. В выводах и предложениях (заключении) кратко излагаются итоги выполненной работы. Выводы и предложения должны вытекать из содержания работы и обобщать ее. Они должны носить конкретный и конструктивный характер, быть четко сформулированными и отражать теоретическое и практическое значение проведенного исследования. Выводы и предложения излагаются в виде отдельных пунктов (как правило, в пределах одного абзаца каждый) и располагаются согласно порядку изложения материала в тексте работы. Не допускается делать выводы, отражающие какие-либо общие вопросы и не относящиеся непосредственно к предмету и объекту исследования. Приложения содержат вспомогательный материал, из каких-либо соображений (как правило, с целью сокращения объема) не включенный в основную часть пояснительной записки. В тексте же самой записки необходимо делать соответствующие ссылки на приложения, а сами приложения нужно располагать в порядке появления ссылок на них. Оформление пояснительной записки
Методические рекомендации составлены в соответствии с системой стандартов по информации, библиотечному и издательскому делу (СИБИД) м стандарта предприятия [5], которые определяют требования к оформлению рукописей, содержат перечень необходимых и достаточных сведений и порядок их применения, а также регламентируют требования к информационно-библиографическому аппарату. Текстовый материал пояснительной записки должен быть представлен в виде распечатки компьютерного набора на ПЭВМ. Текст печатается на одной стороне бумаги белого цвета формата Ф4 (210 х 297 мм). Весь текст должен быть набран через полтора интервала строчными буквами. Прописными должны печататься заглавные буквы и аббревиатура в соответствии с правилами грамматики. Каждый лист должен иметь рамку, основную надпись и дополнительные графы основной надписи. Расстояние от рамки до границы текста в начале и в конце строк должно быть не менее 3 мм. Расстояние от верхней или нижней строки текста до верхней или нижней рамки должно быть не менее 10 мм. Абзацы в тексте начинают отступом 12, 5 мм. Опечатки, описки и графические неточности допускается исправлять аккуратной подчисткой или закрашиванием белой краской и нанесением на том же листе исправленного текста. Размер шрифта основного текста № 14, дополнительного – № 13. Нумерация страниц проставляется со второй в нижнем поле справа на границе начала поля. Заголовки отделяются от основного текста сверху четырьмя, а снизу – тремя интервалами. Шрифт заголовков больше шрифта основного текста примерно на 2 размера, выделяется толщиной, жирностью. Для удобства ссылок заголовкам присваиваются порядковые номера (предпочтительна сквозная нумерация до трех цифр). Подзаголовок с трехзначной нумерацией в текст содержания не включается. После последней цифры перед названием заголовка ставится точка. Например: 1. Название 1.2. Название 1.2.1. Название По всему содержанию пояснительной записки должна соблюдаться соподчиненность шрифтов рубрик. Рубрик может быть мало: раздел – глава – параграф, или много: часть – подчасть – раздел – подраздел – глава – подглава – параграф – подпараграф и т.д. Название рубрик должно быть кратким и соответствовать содержанию излагаемого материала. Переносы слов в заголовках не допускаются. Названия рубрик не подчеркиваются. Пояснительная записка должна быть соответствующим образом иллюстрирована. Количество рисунков должно быть достаточным для пояснения излагаемого материала и приводимых расчетов. Все иллюстрации должны быть пронумерованы. Обычно используется сквозная или индексационная (поглавная) нумерация. Если рисунок один – он не нумеруется, ссылка на него делается словом «рисунок» без сокращений, а под самим рисунком ничего не пишется. Размещать рисунок необходимо на той же полосе или странице, что и ссылка на него. Ссылка на рисунок состоит из: 1) условного названия и порядкового номера с необходимым контекстом, оборотом речи. Например: «Как видно из рис. 3 …», « … представлен на рис. 5.1». Сокращение «см» используется при повторной ссылке на рисунок: см. рис. 4. Ссылку можно сделать в круглых скобках (рис. 5); 2) условного названия иллюстрации, порядкового номера и буквенного или словесного обозначения ее части. Например: (рис. 1, а; рис. 2, сверху и т.д.). Каждая иллюстрация снабжается подрисуночной подписью. Подпись обычно имеет четыре основных элемента: · наименование графического сюжета, обозначаемое сокращенно словом «Рис.»; · порядковый номер иллюстрации, который указывается без знака № арабскими цифрами; · тематический заголовок иллюстрации (после точки с большой буквы); · расшифровку рисунка, которая поясняет его. Перед расшифровкой ставится знак двоеточие. Например: Рис. 8 …: а – …..; б – ……; в – ……. Иллюстрация не должна завершать текст. Формулы набираются в текстовом файле, гарнитуры шрифтов: Times New Roman, Simbol. При наборе формул рекомендуется использовать следующие размеры шрифтов (для формата А4): основной – кг.14; крупный индекс – кг.9; мелкий индекс – кг.6; крупный символ – кг.18; мелкий символ – кг.12. Набор математических и других формул должен быть единообразным. Нумеровать следует наиболее важные формулы, на которые приводятся ссылки в последующем тексте. Номер формулы заключается в круглые скобки и выравнивается по правому краю печатного текста. Последовательность расшифровки буквенных обозначений должна соответствовать последовательности расположения этих обозначений в формуле. После формулы перед экспликацией ставят запятую, затем с новой строки без отступа от левого края листа набирается слово «где» и без двоеточия за ним в той строке должно следовать обозначение первой величины, после тире – ее расшифровка. На все нумерованные формулы обязательно должны быть ссылки в той же форме, что и на иллюстрации. Двоеточие перед формулами ставят: а) после обобщающего слова; б) если этого требует построение текста, предшествующего формуле. Для существенного сокращения объема пояснительной записки и повышения ее информативности часто используют таблицы. Основные требования к содержанию и оформлению таблиц – существенность, полнота показателей, характеризующих процесс, предмет или явление, четкость и ясность представления, экономичность, единообразие. Ссылка на таблицу в тексте обязательна и должна быть до расположения самой таблицы. Слово «таблица» и ее порядковый номер (арабскими цифрами) ставят над заголовком в правом верхнем углу. После заголовков таблицы, боковика, граф точки не ставят. Графа «номер по порядку» не допускается. Если в тексте одна таблица, то номер ей не присваивается, слово «таблица» не пишется. При переносе таблицы на следующую страницу головка таблицы не повторяется. В этом случае пронумеровывают графы и повторяют их нумерацию на следующей странице, а вместо тематического заголовка пишут «Продолжение таблицы 1.2». Если таблица продолжается на трех и более страницах, на последней странице пишут «Окончание таблицы 1.2». Библиографическое описание (список использованной литературы) является структурной и необходимой частью пояснительной записки курсового проекта и показывает степень изученности и раскрытия темы студентом. Список использованной литературы оформляется по ГОСТ 7.1-2003. Примеры оформления списка. Описание издания с одним автором. Фираго В.П. Основы проектирования технологических процессов и приспособлений. Методы обработки поверхностей. М.: Машиностроение, 1973. – 340 с. Описание издания с несколькими авторами. Технология производства авиационных газотурбинных двигателей: Учебное пособие для вузов/Ю. С. Елисеев, А. Г. Бойцов, В. В. Крымов, Л. А. Хворостухин. – М.: Машиностроение, 2003. – 512 с. Описание статьи в сборнике, журнале. Абрамов Н. А. Хранение результатов испытаний ГТД в банке данных // Тез. докл. отрасл. науч.-техн. сем. Опыт автоматизации стендовых испытаний авиационных двигателей. НИИД. Уфа. 1988. С. 68 – 69. Мухин В.С. Поверхность: конструирование, технология, свойства, прочность // Вестник УГАТУ. – 2000. - № 1. С. 97 – 104. Описание издания под редакцией. Ионная имплантация / под ред. Хирвонена Дж. К. М.: Металлургия, 1985. – 392 с. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
Разработка технологического процесса механической обработки детали заканчивается составлением и оформлением комплекта документов технологического процесса. Состав и формы карт, входящих в комплект документов, зависят от вида технологического процесса (единичный, типовой или групповой), типа производства и степени использования разработчиком средств вычислительной техники и АСУП. При выполнении курсового и дипломного проектирования рекомендуется операционная или маршрутно-операционная степень детализации описания технологического процесса. Конкретно степень детализации оговаривается с руководителем или консультантом проекта. Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы маршрутных карт и правила их оформления для деталей, изготавливаемых или ремонтируемых в основном и вспомогательном производствах, регламентированы ГОСТ 3.1118-82 (Формы и правила оформления маршрутных карт). К заполнению граф технологических документов предъявляются следующие требования. 1. Каждая строка мысленно делится по горизонтали пополам. Информацию записывают в нижней ее части, оставляя верхнюю часть свободной для внесения изменений. 2. Графы, выделенные утолщенными линиями, заполняются по одному из трех вариантов: а) в случае внедрения автоматизированной системы управления производством эти графы заполняются кодами и обозначениями по соответствующим классификаторам и стандартам; б) информация записывается в раскодированном виде; в) при курсовом и дипломном проектировании информацию рекомендуется записывать в виде кодов с их расшифровкой. Для изложения технологических процессов в маршрутной карте используют способ изложения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. В качестве обозначения служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки. Применение соответствующих служебных символов в графах маршрутной карты следует выполнять в соответствии с табл. 10.1. Таблица 10.1 Сведения, вносимые в графы, расположенные на строке маршрутной карты
При заполнении информации на строках, имеющих служебный символ «Т», следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки (см. прил.). Информацию о применяемой на операции технологической оснастке необходимо записывать в следующей последовательности: 1) приспособления; 2) вспомогательный инструмент; 3) режущий инструмент; 4) слесарно-монтажный инструмент; 5) специальный инструмент; 6) средства измерения. Сведения, вносимые в отдельные графы и строки маршрутной карты необходимо выбирать из табл. 10.2. Для удобства поиска соответствующих граф карты номера пунктов таблицы указаны выносными линиями на рис. 10.1.

Таблица 10.2 Сведения, вносимые в отдельные графы и строки маршрутной карты
Примечание. Установлена пятизначная структура основного кода характеристики документации (ХХХХХ). Первые две цифры – вид документации: 01 – комплект технологической документации; 10 – маршрутная карта; 20 – карта эскизов; 42 – ведомость оснастки; 44 – ведомость деталей к типовому (групповому) технологическому процессу (операции); 60 – операционная карта; 62 – карта наладки; 67 – карта кодирования информации. Третья цифра – вид технологического процесса (операции) по организации: 0 – без указания; 1 – единичный процесс (операция); 2 – типовой процесс (операция); 3 – групповой процесс (операция). Последние две цифры – вид технологического процесса по методу выполнения: 00 – без указания; 02, 03 – технический контроль; 04 – перемещение; 21 – обработка давлением; 41, 42 – обработка резанием; 50, 51 – термообработка. Пример. Маршрутная карта единичного процесса обработки резанием – 10141.ХХХХ. Последние четыре разряда (ХХХХ) – резерв дополнительного обозначения по отраслевому классификатору.
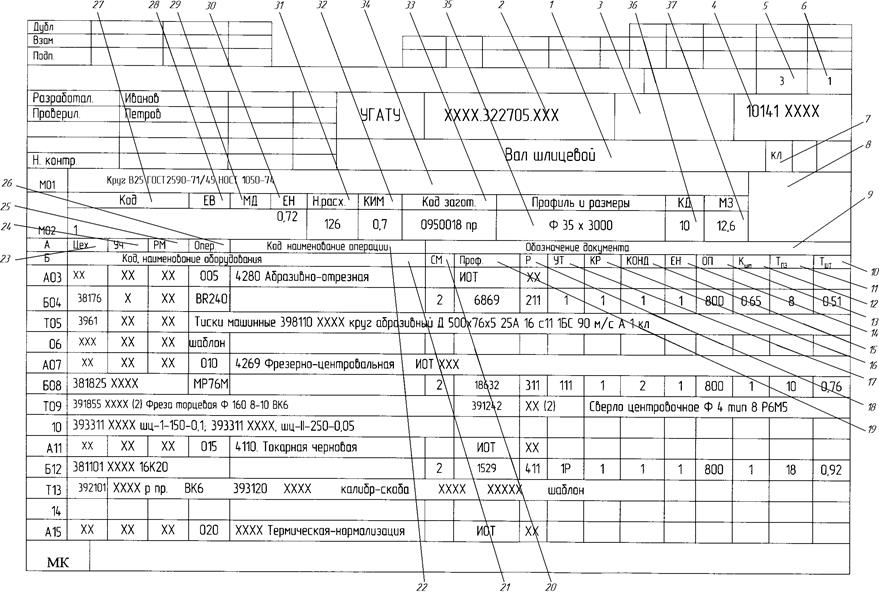
Наименование операции обработки резанием должно отражать применяемый вид обработки и записываться именем прилагательным в именительном падеже, допускается использовать сокращенную форму записи. Структура построения операционной карты (ОК) идентична маршрутной. Запись информации выполняется также построчно с привязкой к соответствующим служебным символам. Указание единиц величины следует выполнять в заголовках или подзаголовках соответствующих граф. Допускается указывать единицы величины параметров технологических режимов после их числовых значений. Указание данных по технологическим режимам следует выполнять после записи состава применяемой технологической оснастки. При указании данных по технологической оснастке информацию следует записывать в такой последовательности: 1) приспособления; 2) вспомогательный инструмент; 3) режущий инструмент; 4) средства измерения. Для разделения информации по группам технологической оснастки и поиска необходимой информации допускается перед указанием состава применять условное обозначение видов: приспособлений – «ПР»; вспомогательного инструмента – «ВИ»; режущего инструмента – «РИ»; средств измерений – «СИ». Например, СИ. АВВХХХ. Пробка Ø 24Р7-пр. При описании содержания перехода необходимо указывать данные по То и Тв. Это следует выполнять на уровне строки, где заканчивается описание содержания перехода под служебным символом «О». Большинство граф операционной карты соответствуют аналогичным графам маршрутной карты. Информацию по дополнительным графам следует вносить в соответствии с табл. 10.3 и рис. 10.2.
Таблица 10.3 Информация по дополнительным графам операционной карты
Рис. 10.2. Пример заполнения операционной карты
Запись содержания перехода допускается выполнять в полном и сокращенном виде. Полную запись делают при необходимости перечисления всех выдерживаемых размеров. Сокращенную используют при ссылке на условное обозначение конструктивного элемента обрабатываемого изделия. Эта запись выполняется при достаточной графической информации. Для промежуточных переходов, не имеющих графических иллюстраций, в содержании следует указывать исполнительные размеры с их предельными отклонениями и при необходимости шероховатость обработанной поверхности и другие технические требования. Переходы (основные и вспомогательные) нумеруются арабскими цифрами 1, 2, 3... Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 2681; Нарушение авторского права страницы