|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологии изготовления печатных платСтр 1 из 4Следующая ⇒
Технологии изготовления печатных плат
Появление печатных плат (ПП) в их современном виде совпадает с началом использования полупроводниковых приборов в качестве элементной базы электроники. Переход на печатный монтаж даже на уровне одно- и двухсторонние плат стал в свое время важнейшим этапом в развитии конструирования и технологии электронной аппаратуры. Разработка очередных поколений элементной базы (интегральная, затем функциональная микроэлектроника), ужесточение требований к электронным устройствам, потребовали развития техники печатного монтажа и привели к созданию многослойных печатных плат (МПП), появлению гибких, рельефных печатных плат. Многообразие сфер применения электроники обусловило совместное существование различных типов печатных плат: · Односторонние печатные платы · Двухсторонние печатные платы · Многослойные печатные платы · Гибкие печатные платы · Рельефные печатные платы (РПП) · Высокоплотная односторонняя печатная плата Односторонние печатные платы Односторонние платы по-прежнему составляют значительную долю выпускаемых в мире печатных плат. В предыдущем десятилетии в США они составляли около 70% объема выпуска плат в количественном исчислении, однако, лишь около 10 % в стоимостном исчислении. В Великобритании такие платы составляют около четверти от объема всего производства. Маршрут изготовления односторонних плат традиционно включает сверление, фотолитографию, травление медной фольги, защиту поверхности и подготовку к пайке, разделение заготовок. Стоимость односторонних плат составляет 0, 1 - 0, 2 от стоимости двухсторонних плат, это делает их вполне конкурентными, особенно в сфере бытовой электроники. Отметим, однако, что для современных электронных устройств, даже бытового назначения, односторонние платы часто требуют контурного фрезерования, нанесения защитных маскирующих покрытий, их сборка ведется с посадкой кристаллов непосредственно на плату или поверхностным монтажом. Пример такой платы в сборе, используемой в цифровом спидометре - альтиметре горного велосипеда, показан справа.
Типовые параметры плат: · Макс. размеры заготовки - 400 мм x 330 мм · Минимальный диаметр отверстия - 0, 6 мм · Минимальная ширина проводника - 0, 15 мм · Минимальный зазор - 0, 15 мм · Толщина фольги - 36 мкм · Толщина платы - 0, 4 - 1, 6 мм
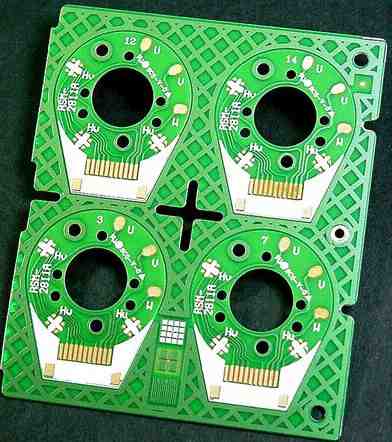
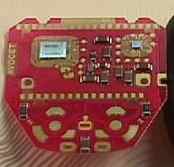
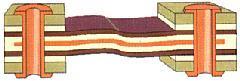
Альтернативой фотохимическому способу изготовления односторонних плат является фрезерование проводящего слоя в медной фольге на двухкоординатных фрезерных станках с ЧПУ. Этот метод наиболее эффективен при изготовлении прототипов плат, он позволяет разработчику получить опытный образец за 1, 5 - 2 часа в условиях конструкторского бюро. Многослойные печатные платы Многослойные печатные платы (МПП) составляют две трети мирового производства печатных плат в ценовом исчислении, хотя в количественном выражении уступают одно- и двухсторонним По своей структуре МПП значительно сложнее двухсторонних плат. Они включают дополнительные экранные слои (земля и питание), а также несколько сигнальных слоев. Для обеспечения коммутации между слоями МПП применяются межслойные переходы (vias) и микро-переходы (microvias). Межслойные переходы могут выполняться в виде сквозных отверстий, соединяющих внешние слои между собой и с внутренними слоями, применяются также глухие и скрытые переходы. Глухой переход - это соединительный Специально для поверхностного монтажа разработаны микро-переходы, соединяющие между собой контактные площадки и сигнальные слои. Для изготовления МПП производится соединение нескольких ламинированных фольгой диэлектриков между собой, для чего используются склеивающие прокладки - препреги. Поэтому толщина В связи с этим необходимо учитывать большое соотношение толщины платы к диаметру сквозных отверстий. Например, для МПП с диаметром отверстий 0, 4 мм и толщиной 4 мм это соотношение равно 10: 1, что является весьма жестким параметром для процесса сквозной металлизации отверстий. Тем не менее, даже учитывая трудности с металлизацией узких сквозных отверстий, изготовители МПП предпочитают достигать высокой плотности монтажа за счет большего числа относительно дешевых слоев, нежели меньшим числом высокоплотных но, соответственно, более дорогих слоев. В современных МПП широко применяется поверхностный монтаж всех видов современных интегральных схем, включая, как это показано на рисунке, бескорпусных схем, заливаемых компаундом после разварки выводов. Гибкие печатные платы Использование гибких диэлектрических материалов для изготовления печатных плат дает как разработчику, так и пользователю электронных устройств ряд уникальных возможностей. Это прежде всего - уменьшение размеров и веса конструкции, повышение эффективности сборки, повышение электрических характеристик, теплоотдачи и в целом надежности. Если учесть основное свойство таких плат - динамическую гибкость - становится понятным все возрастающий объем применения таких плат в автомобилях, бытовой технике, медицине, в оборонной и аэрокосмической технике, компьютерах, в системах промышленного контроля и бортовых системах. Гибкие печатные платы (ГПП) изготавливаются на полиимидной или лавсановой пленке и поэтому могут легко деформироваться даже после формирования проводящего рисунка. Большая часть конструкций гибких ПП аналогична конструкциям печатных плат на жесткой основе.
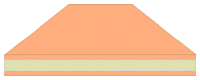
Подготовка информации В современных условиях разработка топологии печатной платы и ее подготовка к производству выполняются, как правило, разными специалистами: конструкторами и технологами. Их интересы зачастую противоречивы: конструктор обычно стремится к максимальной плотности монтажа, технолог же вынужден учитывать возможности реального производства и проводить технологическую правку исходной топологии, как правило, несколько загрубляя ее. Зачастую компромисс дается не просто. Не случайно опрос Британских производителей печатных плат показал, что в числе своих основных проблем они видят слишком малые размеры " проводник-зазор" (52 %) и плохое взаимопонимание с разработчиками (30 %). CAD системы CAM программы Введение CAM (Computer Aided Manufacturing) - производство с использованием специализированного программного обеспечения. В случае печатных плат - CAM программы предназначены для создания управляющих программ для фотоплоттеров, сверлильных станков с ЧПУ и другого технологического оборудования. В современных условиях разработка топологии печатной платы и ее подготовка к производству выполняются, как правило, разными специалистами: конструкторами и технологами. Их интересы зачастую противоречивы: конструктор обычно стремится к максимальной плотности монтажа, технолог же вынужден учитывать возможности реального производства и проводить технологическую правку исходной топологии, как правило, несколько загрубляя ее. В своей работе технолог как правило использует программы для подготовки печатных плат к производству (в дальнейшем - CAM программы.) Субтрактивная технология Субтрактивная технология предусматривает травление медной фольги на поверхности диэлектрика по защитному изображению в фоторезисте или металлорезисте. Эта технология широко применяется при изготовлении односторонних и двусторонних слоев МПП. Вариант этого процесса применительно к платам с уже металлизированными отверстиями называется тентинг-процессом и показан на рисунке. Пленочный фоторезист создает не только маскирующее покрытие на проводниках схемы, но и защитные завески над металлизированными отверстиями, предохраняющие их от воздействия травящего раствора. В случае, если проявление и травление ведется струйными методами с повышенным давлением, толщина фоторезиста должна быть не менее 45-50 мкм. Для надежного тентинга диаметр контактной площадки должен в 1, 4 раза превышать диаметр отверстия, а минимальный гарантийный поясок контактной площадки быть не менее 0, 1 мм. Субтрактивный процесс с использованием металлорезиста позволяет получить платы с металлизированными переходами и проводниками шириной менее 125 мкм при их толщине до 50 мкм. В отличие от предыдущего варианта, фоторезистивную защитную маску получают над теми местами фольги, которые необходимо удалить. Затем последовательно осаждают медь (20-40 мкм) и металлорезист (олово-свинец 9-12 мкм) на освобожденные от пленочного резиста участки платы и на стенки отверстий. После удаления фоторезиста незащищенные слои меди вытравливаются, после этого металлорезист удаляют. Аддитивная технология Аддитивные процессы позволяют уменьшить ширину проводников и зазоров до 50-100 мкм при толщине проводников 30-50 мкм. Один из перспективных вариантов реализации такого процесса с использованием электрохимического осаждения металлов (ПАФОС) показан на рисунке.
При изготовлении двухсторонних слоев с межслойными переходами перед травлением тонкой медной шины создают межслойные переходы посредством металлизации отверстий с контактными площадками (рис. 3). Проводящий рисунок, утопленный в диэлектрик и сверху защищенный слоем никеля, не подвергается травлению при удалении медной шины. Поэтому форма, размеры и точность проводящего рисунка определяется рисунком рельефа в пленочном фоторезисте, то есть процессами фотолитографии. Дальнейшее повышение плотности монтажа методом ПАФОС и уменьшение ширины проводников до 50 мкм и менее возможно при использовании лазерных методов формирования рисунка непосредственно в диэлектрике. Наиболее подходят для этого углекислотные лазеры, лучи которых могут быть сфокусированы до 35-40 мкм. Отметим в заключение, что метод ПАФОС, основанный на прецизионной фотолитографии и лазерном экспонировании является ярким примером того, как на новом витке развития производства оказалась востребованной " древняя" технология изготовления ПП методом переноса [3]. Ведь при описании разновидности этого метода, основанной на общепринятой 30 лет назад трафаретной печати, уничижительно отмечалось, что "...она еще находит применение в промышленности".
Резка заготовок Листы стеклотекстолита нарезаются на заготовки. Очень важно правильно выбрать размеры заготовок, т.к. от этого зависит коэффициент использования материала. Обычно размер заготовок выбирается кратным листу стеклотекстолита (914, 4x1220 мм). Ламинирование Следующий этап - нанесение пластичного фоточувствительного материала на заготовку.Заготовка очищается и приготавливается к нанесению фоторезиста. Этот этап проходит в чистой комнате с желтым освещением. Резист светочувствителен (обычно к ультрафиолету) и при долгом не использовании разрушается.
Экспонирование а) размещение фотошаблона На заготовке размещается фотошаблон. На рисунке изображена только его малая часть. Круг, часть которого изображена, в последствии будет соединением с внутренним слоем. Изображение на фотошаблоне негативное по отношению к будущей схеме. Под темными участками фотошаблона медь не будет удалена. б) экспонирование фоторезиста Участки поверхности незащищенные фотошаблоном засвечиваются. Фотошаблон снимается. После этого засвеченные участки могут быть удалены химически.
Химическая обработка Эти операции производятся в установках химической обработки. Существует несколько типов установок: струйные, погружные. Существуют установки конвейерного типа и с ручной загрузкой. Эти этапы оказывают косвенное влияние на совмещаемость, однако на этих этапах возможно появление большого числа других погрешностей (проколы, подтравы и др.). а) проявление Засвеченные участки фоторезиста удаляются, оставляя фоторезист только в тех областях, где будут проходить дорожки платы. Назначение фоторезиста - защитить медь под ним от воздействия травителя на следующем этапе. б) травление Заготовка травится для удаления ненужной меди. Резист, оставшийся на поверхности предохраняет медь под ним от травления. Вся незащищенная медь удаляется, оставляя диэлектрическую подложку. После травления дорожки схемы созданы и внутренний слой имеет требуемый рисунок. в) удаление резиста Резист удаляется, открывая не вытравленную медь. Теперь заготовка представляет собой полностью готовый внутренний слой. В нашем примере она будет вторым и третьим слоями будущей платы. Наследующем этапе на нее наносятся верхний (первый) и нижний (четвертый) слои платы.
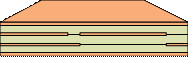
Прессование На этом этапе плата собирается в пакет состоящий из внутреннего и внешних слоев, проложенных препрегом (материалом служащим в качестве клея). На границах пакета необходимо использование дополнительных слоев, служащих для защиты пластин пресса от попадания расплавленного препрега и простоты разборки пакета. Прессование производится в вакууме в несколько этапов, сперва при относительно небольших усилиях (при определенных температурах), затем при больших усилиях и больших температурах. Граничной точкой является точка гелеобразования препрега. Очень важным является правильное определение этой точки, т. к. если подать 2е усилие до точки гелеобразования заготовка будет содержать пустоты, а если после, то препрег перейдет в стеклообразное состояние и произойдет его выкрашивание. Сверление отверстий Отверстия на плате служат двум целям: обеспечивать соединение между слоями и для монтажных целей. Платы сверлятся на станках с программным управлением, часто называемым обрабатывающими центрами.
Металлизация отверстий Этот этап служит для покрытия отверстия тонким слоем металла. Проблема в том, что поверхность отверстия непроводящая. Для металлизации плата помещается в ванну, где плата полностью химически покрывается тонким слоем паладия. Сущность процесса химическая и в результате покрываются как диэлектрические, так и металлические поверхности. Химическая обработка а) нанесение резиста Далее плата покрывается резистом, резист засвечивается через фотошаблон, засвеченные участки удаляются. Эти этапы аналогичны описанным ранее с одним отличием: резист удаляется с участков, где будет наносится медь. Следовательно, изображение на фотошаблоне должно быть позитивным. Этап совмещения фотошаблона и заготовки является ключевым в обеспечении совмещаемости. б) электролитическое нанесение меди Медь наносится на поверхность отверстия до толщины 0, 25мм. Медь, осажденная ранее на поверхность отверстия достаточно толстая, чтобы проводить ток, необходимый для электролитического осаждения меди. Это необходимо для надежного электрического соединения сторон и внутренних слоев платы.
в) оловянно-свинцовое покрытие Оловянно-свинцовое электролитическое покрытие выполняет две важные функции. Во-первых, оловянно-свинцовая смесь выступает резистом для последующего травления. Во-вторых, она защищает медь от окисления. Если плата производится не по процессу SMOBC, тогда эта смесь может быть расплавлена в печи для лужения дорожек. г) удаление резиста Резист удаляется, оставляя оловянно-свинцовую смесь (припой) и нанесенную медь. Медь, покрытая припоем, выдержит процесс травления и образует собой рисунок платы.
д) травление меди На этом этапе припой используется как резист для травления. Незащищенная медь удаляется, оставляя на плате рисунок будущей схемы. Е) удаление припоя Припой удаляется с поверхности меди и плата очищается. Это начало процесса, называемого SMOBC ( solder mask over bare copper - маска поверх необработанной меди ). В других процессах, оловянно-свинцовая смесь расплавляется для дальнейшего использования (лужение).
Рельефные платы Одна из задач, стоящих при изготовлении современных печатных плат, заключается в значительном повышении коммутационных (трассировочных) возможностей ПП. Основными направлениями выполнения этого требования явилось уменьшение шага трассировки (минимального расстояния между центрами проводников проводящих слоев) и увеличение числа проводящих и изоляционных слоев. Уменьшение шага трассировки имеет следующие недостатки: усложнение и удорожание технологических процессов (повышается класс точности изготовления ПП); значительное уменьшение шага трассировки незначительно увеличивает трассировочные возможности. Это происходит потому, что переходы не могут быть существенно уменьшены, а каждый из них обычно имеет на проводящих слоях контактные площадки большего размера, чем сами переходы. Увеличение числа слоев обладает следующими недостатками: существенное усложнение, удорожание и увеличение цикла изготовления ПП; снижение процента выхода годных ПП; снижение надежности ПП. В результате поиска альтернативы, обеспечивающей повышение коммутационных возможностей ПП была разработана конструкция рельефной платы (РП).
Технологии изготовления печатных плат
Появление печатных плат (ПП) в их современном виде совпадает с началом использования полупроводниковых приборов в качестве элементной базы электроники. Переход на печатный монтаж даже на уровне одно- и двухсторонние плат стал в свое время важнейшим этапом в развитии конструирования и технологии электронной аппаратуры. Разработка очередных поколений элементной базы (интегральная, затем функциональная микроэлектроника), ужесточение требований к электронным устройствам, потребовали развития техники печатного монтажа и привели к созданию многослойных печатных плат (МПП), появлению гибких, рельефных печатных плат. Многообразие сфер применения электроники обусловило совместное существование различных типов печатных плат: · Односторонние печатные платы · Двухсторонние печатные платы · Многослойные печатные платы · Гибкие печатные платы · Рельефные печатные платы (РПП) · Высокоплотная односторонняя печатная плата Популярное:
|
Последнее изменение этой страницы: 2016-06-04; Просмотров: 2668; Нарушение авторского права страницы
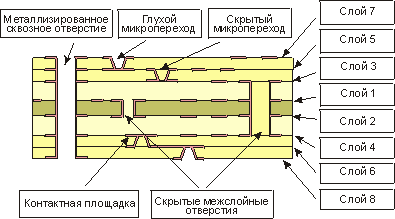 платам.
платам. металлизированный канал, видимый только с верхней или нижней стороны платы. Скрытые же переходы используются для соединения между собой внутренних слоев платы. Их применение позволяет значительно упростить разводку плат, например, 12-слойную конструкцию МПП можно свести к эквивалентной 8-слойной. коммутации.
металлизированный канал, видимый только с верхней или нижней стороны платы. Скрытые же переходы используются для соединения между собой внутренних слоев платы. Их применение позволяет значительно упростить разводку плат, например, 12-слойную конструкцию МПП можно свести к эквивалентной 8-слойной. коммутации.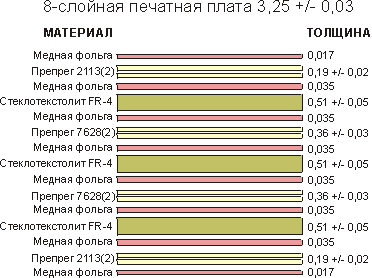 МПП растет непропорционально быстро с ростом числа сигнальных слоев.
МПП растет непропорционально быстро с ростом числа сигнальных слоев.




 нанесение фоторезиста
нанесение фоторезиста  экспонирование
экспонирование  проявление
проявление 
 осаждение меди в окна фоторезиста
осаждение меди в окна фоторезиста  снятие фоторезиста
снятие фоторезиста  набор пакета носителей
набор пакета носителей 
 механическое удаление носителей
механическое удаление носителей  травление тонкого медного слоя
травление тонкого медного слоя