|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сварка конструкций из различных марок сталей при ремонте резервуаров
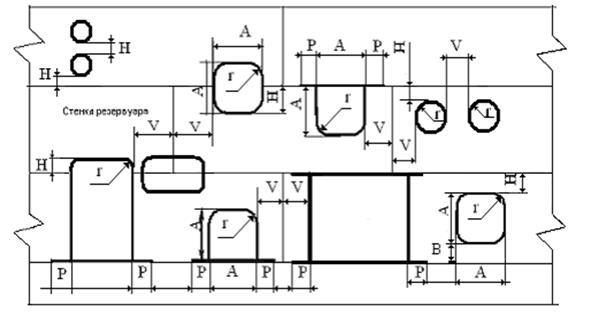
7.3.1 Стали, используемые для изготовления конструкций резервуара, классифицируются на углеродистые обычной прочности, низколегированные повышенной прочности и низколегированные высокопрочные. При выполнении ремонтных сварочных работ следует учитывать технологические особенности и характеристики конкретных марок сталей, из которых изготовлены конструктивные элементы резервуара. Химический состав и механические свойства резервуарных сталей приведены в разделе 5.5. 7.3.2 К группе углеродистых сталей обычной прочности относится Ст3, поставляемых с различной степенью раскисления: кипящая (кп), полуспокойная (пс) и спокойная (сп). Примечание – Кипящая сталь обладает ограниченной свариваемостью, склонна к образованию дефектов, обладает низкой хладостойкостью и стойкостью к хрупким разрушениям. Спокойная углеродистая сталь обладает хорошей свариваемостью, высокой пластичностью, однако, имеет ограниченную хладостойкость. 7.3.3 Применение кипящих сталей при изготовлении и ремонте резервуарных конструкций запрещено. Полуспокойные стали могут быть применены только для изготовления элементов центральной части днища и вспомогательных конструкций. 7.3.4 При использовании Ст3сп для ремонта резервуаров следует проверить соответствие ее фактической ударной вязкости требованиям для конкретного климатического района с учетом расчетной температуры и толщины листа в соответствии с указаниями ПБ 03-605-03. Для сварки углеродистых сталей при ремонте резервуаров следует применять сварочные материалы, обеспечивающие механические свойства сварных соединений, соответствующие типу Э50А. 7.3.5 Низколегированные резервуарные стали повышенной прочности (09Г2С) обладают хорошей свариваемостью и удовлетворительной хладостойкостью. Сварку при ремонте резервуарных конструкций из стали 09Г2С следует выполнять в соответствии с разделом 6. 7.3.6 При разработке ПД и выполнении ремонтных работ на резервуарах из высокопрочной стали 16Г2АФ следует учитывать ее металлургические и технологические характеристики. Примечание – Данная экономно-легированная сталь относится к классу высокопрочных сталей С440 (группа 2 М03). Высокая прочность (предел текучести не менее 440 МПа и временное сопротивление не менее 590 МПа) достигается за счет карбо-нитридного упрочнения азотом и ванадием. В связи с высоким содержанием в стали серы, фосфора, азота, а также неметаллических включений, сталь 16Г2АФ обладает склонностью к образованию трещин, особенно при повышенном содержании водорода в металле шва, повышенной скорости охлаждения сварного соединения и наличии в шве концентраторов напряжений в виде дефектов. 7.3.7 Основными условиями получения качественных сварных соединений при ремонте резервуаров из стали 16Г2АФ являются: - обеспечение условий для получения в металле шва пониженного содержания водорода, что достигается выбором соответствующих сварочных материалов, их прокалкой, тщательной зачисткой кромок в зоне сварки, сваркой на нижнем значении диапазона напряжения на дуге (сварка на «короткой дуге»), просушкой (температура кромок не должна превышать 50 °С) и подогревом кромок, запрещением сварочных работ при относительной влажности воздуха более 95 % и скорости ветра в зоне сварки, превышающей допускаемую для применяемой технологии сварки; - предварительный подогрев свариваемых кромок 100+20 ˚ С; - послесварочный подогрев свариваемых кромок 100+20 ˚ С, с поддержанием данной температуры в течение 10-15 мин; - укрытие сварных соединений теплоизолирующими матами непосредственно после окончания сварки облицовочного слоя шва, его зачистки и выполнения послесварочного по-догрева свариваемых кромок. Снятие теплоизолирующих матов допускается не ранее чем через 24 ч после укрытия; - выполнение не менее двух заполняющих слоёв и двух валиков облицовочного слоя всех сварных соединений как одно-, так и двухсторонних (из расчета на одну сторону); - сварка горизонтальных швов на максимальных или минимальных (в пределах допуска) зазорах в стыках; 7.3.8 Для обеспечения гарантированного проплавления кромок следует: - зажигание дуги производить на нижней кромке; - после расплавления сварочной ванны на нижней кромке, перевести горелку на верхнюю кромку, расплавлять метал верхней кромки, перевести горелку обратно, перемешивая при этом расплавленный металл обоих кромок. 7.3.9 При ремонте конструктивных элементов резервуаров из стали 16Г2АФ, в зависимости от вида и количества выявленных дефектов или повреждений, применяются следующие виды работ: - при выявлении сплошной коррозии на глубину, превышающую допустимую, которая определяется расчетом в процессе диагностирования резервуара, должна производиться полная замена конструктивного элемента; - при выявлении многочисленных локальных язвенных повреждений глубиной более 30 % от толщины металла стенки в сопряжении с днищем производится замена уторного узла на участке повреждений; - при выявлении трещин производится вырезка дефектной зоны с вставкой новых ремонтных деталей; - при коррозионном износе уторного шва на глубину более 10 %, но не более 2 мм производится воздушно-дуговая строжка поверхности металла шва и зон сопряжения с основным металлом на глубину от 2 до 3 мм и восстановление сваркой размера сварного шва, указанного в ПД; - при выявлении локальных недопустимых поверхностных дефектов сварных соединений и основного металла производится воздушно-дуговая строжка или вышлифовка дефектного участка и его заварка по специально разработанной технологии; - при выявлении локальных недопустимых внутренних дефектов сварных соединений (непровары, несплавления, пористость, зашлаковки) производится воздушно-дуговая строжка или вышлифовка дефектного участка и его заварка по специально разработанной технологии; - при выявлении в одной и той же зоне сварного соединения повторных недопустимых внутренних дефектов, требующих удаления металла на глубину более 30 % толщины металла производится вырезка дефектной зоны с вставкой новых ремонтных деталей; - при выявлении в сварных соединениях недопустимых внутренних дефектов общей протяженностью более 30 % от длины сварного шва производится вырезка дефектной зоны с вставкой новых ремонтных деталей. Восстановление металла в зонах локальных язвенных коррозионных повреждений глубиной до 30 % толщины металла из стали 16Г2АФ методом заварки применять не разрешается. В этом случае для ремонта следует использовать композитные материалы или низкотемпературную индукционную пайку. 7.3.10 Сварку элементов конструкций из стали 16Г2АФ следует вести с предварительной просушкой (температура кромок не должна превышать 50 °С), сопутствующим и послесварочным подогревом свариваемого стыка. Контроль температуры следует вести контактными термометрами, пирометрами или термокарандашами. Запрещается выполнять подогрев кромок кислородными резаками, вызывающими большой градиент температур в металле, образование неоднородного поля напряжений и деформаций. Рекомендуется подогрев стыков осуществлять переносными электрическими подогревателями, питающихся от источников сварочного тока или источников тока повышенной частоты или специальных факельных горелок, обеспечивающих подогрев кромок по всей длине свариваемого стыка. 7.3.11 При необходимости ремонта резервуарных конструкций, изготовленных из стали 16Г2АФ, с полной или частичной заменой конструктивных элементов или изготовлением ремонтных вставок следует использовать современные стали соответствующего класса прочности (С440ПЛ, 10Г2ФБ, 10ХСНД-12 и др.), обладающие улучшенной свариваемостью. При этом технология сварки должна соответствовать требованиям для сварки соединений из стали 16Г2АФ (см. 7.4.4). Вырезку дефектных участков стенки из стали 16Г2АФ газокислородной резкой следует выполнять с подогревом зон реза до 100 °С. 7.3.12 Сборочные прихватки при вставке ремонтных вставок конструкций из стали 16Г2АФ следует выполнять с предварительным и последующим подогревом. При сборке и сварке элементов конструкций запрещается зажигать дугу на основном металле вне зоны сварного шва, что может приводить к ожогам металла и образованию микротрещин. 7.3.13 Ремонт дефектных участков сварных соединений из стали 16Г2АФ или зон металла с повышенными коррозионными повреждениями с использованием сварки возможен только при условии предварительного удаления слоя металла толщиной от 2 до 3 мм, насыщенного водородом. Удаление протяженных дефектных зон на металле и сварных соединениях следует выполнять воздушно-дуговой строжкой с последующей зашлифовкой обработанной поверхности. 7.3.14 В процессе сварки при ремонте конструктивных элементов из стали 16Г2АФ следует контролировать межслойную температуру. В случае снижения межслойной температуры ниже 50 °С следует осуществлять сопутствующий межслойный подогрев стыка. 7.3.15 Контроль качества сварных стыков физическими методами при ремонте конструктивных элементов из стали 16Г2АФ следует выполнять не ранее, чем через 24 ч после окончания сварки соответствующего стыка. Требования к технологии сварочных работ при ремонте резервуаров 7.4.1 До начала выполнения сварочных работ следует: - установить силовые пункты питания электроэнергией. Питание сварочных машин электроэнергией следует осуществлять от отдельного фидера; - в непосредственной близости от места производства сварочных работ установить помещение (вагончик, кунг и т.д) в котором разместить сварочное оборудование; - оборудовать кладовую для подготовки и хранения сварочных материалов; - опробовать оборудование, сварочные материалы и подобрать режимы сварки на образцах; - оградить свариваемые поверхности конструкций и рабочее место сварщика от атмосферных осадков и ветра; - проверить состояние изоляции сварочных кабелей и правильность присоединения их к клеммам источников постоянного тока. 7.4.2 Механизированная сварка в защитном газе (смеси) проволокой диаметром 1, 2 мм применяется при ремонте любых конструктивных элементов резервуаров для выполнения сварных соединений при вставке новых конструктивных элементов, а также при устранении дефектов сварных швов и заварки локальных коррозионных повреждений в любых пространственных положениях. Режимы сварки приведены в разделе 6. 7.4.3 Механизированную сварку самозащитной порошковой проволокой следует применять в соответствии с указаниями раздела 6. 7.4.4 Автоматическую сварку под флюсом следует применять при ремонте крупных резервуаров (объемом более 10 000 м3), когда необходимо выполнять работы в нижнем положении, например, при полной замене днищ. 7.4.5 Ручную дуговую сварку следует применять при ремонте резервуаров на следующие виды работ: - ремонт сварных соединений; - замена небольших участков стенки и днища при ремонте дефектов, неподлежащих заварке. 7.4.6 При ремонте днищ резервуаров в зоне кольца окраек запрещается установка заплаток или приварных накладок. Отдельные, широко разбросанные коррозионные повреждения, подлежат ремонту методом их зашлифовки и заварки. 7.4.7 Если в зоне кольца окраек выявлены трещины или обширные коррозионные повреждения глубиной, достигающей более 30 % от толщины окраечных листов, ремонт днища в зоне сопряжения со стенкой, должен выполняться путем вырезки дефектных окраечных листов и установки новых листов. При этом должны быть соблюдены требования: - стыки между окрайками собираются с зазором клиновой формы и свариваются между собой на остающейся подкладке в два слоя и более с обеспечением полного провара; - смещение кромок в стыках окраек не должно превышать 10 % от толщины листа при плотности прилегания к подкладкам с зазором не более 0, 5 мм; - стыки окраек днища должны располагаться на расстоянии не менее 100 мм от вертикальных сварных соединений первого пояса стенки; - выступ листов окраек от наружной поверхности стенки резервуара должен быть не менее 50 мм, но не более 100 мм; - нахлест центральной части днища на кольцо окраек должен быть в пределах от 60 до 100 мм; - технологические подкладки для сварки стыковых соединений окраечных листов днищ должны иметь размеры: толщину не менее 4 мм и ширину от 50 до 60 мм. 7.4.8 Днище, в котором выявлены недопустимые размеры хлопунов или складки, следует ремонтировать в соответствии с указаниями ПД на ремонт одним из следующих способов: - полной вырезкой деформированного участка днища с заменой его новыми листами, при этом листовые вставки свариваются встык на остающихся подкладках и внахлест с величиной нахлеста не менее 30 мм; - роспуском газовой резкой гребня хлопуна и сближением кромок с помощью винтовых стяжек с одновременным поджатием их к основанию с последующей установкой и обваркой накладки в зоне разреза. 7.4.9 Требования по температуре подогрева кромок сварных соединений при ремонте резервуаров должны устанавливаться в соответствии с указаниями раздела 6. Ширина зоны подогрева – не менее 100 мм в каждую сторону от стыка. Подогрев металла следует осуществлять с использованием электрических нагревателей или газо-воздушных трубчатых горелок, обеспечивающих равномерный подогрев металла по длине стыка. Контроль температуры подогрева следует вести контактными термометрами, пирометрами или термокарандашами. Ремонт металлоконструкций при отрицательных температурах проводят при выполнении следующих требований: - сборку конструкций проводить без ударов; - холодная правка конструктивных элементов не допускается; - сварка каждого участка сварного шва выполняется без перерыва. Не допускается прекращать сварку до выполнения проектного сечения шва на каждом отдельном участке шва. В случае вынужденного прекращения работ процесс сварки может быть возобновлен только после повторного подогрева металла в зоне стыка до температуры 100+60 °С; - приварку и срезку монтажных приспособлений при ремонте конструкций из стали обычной прочности выполнять с подогревом металла до температуры от 120 °С до 160 °С при температуре окружающего воздуха ниже минус 20 °С, а для конструкций из стали повышенной и высокой прочности – при температуре ниже 5 °С; - приварку монтажных приспособлений выполнять электродами типа Э50А с основным покрытием. 7.4.10 При необходимости удаления всего сечения вертикального или горизонтального шва стенки резервуара (участка до 2 м) ремонт следует выполнять по одной из следующих схем: - газовой резкой или тонким (отрезным) шлифовальным кругом сделать сквозной разрез или пропил по всей длине дефектного участка плюс припуск от 50 до 100 мм в каждую сторону. Выполнить разделку кромок, закрепить стык в зоне ремонта поперечными гребенками и выполнить ремонтную сварку дефектного участка в соответствии с указаниями технологической карты; - выполнить частичную выборку дефектного металла воздушно-дуговой строжкой или шлифмашинкой с одной стороны на глубину от 50 % до 60 % от толщины листа, заварить зону выборки в соответствии с требованиями технологической карты, а затем выполнить выборку на глубину 60 % и заварку дефектной зоны шва с обратной стороны. 7.4.11 При исправлении протяженных дефектных участков сварных швов ремонт должен выполняться отдельными технологическими участками длиной не более 2 м. Поверхность сварных швов в зонах ремонта должна быть зашлифована, а сами швы подвергнуты физическим методам контроля. 7.4.12 Дефекты сварных швов следует устранять следующими способами: - швы с грубой чешуйчатостью, неравномерным заполнением и кратерами зашлифовывают и заваривают; - непровары вышлифовывают с перекрытием длины дефектного участка и заваривают вновь; - подрезы основного металла зашлифовывают и заваривают одним слоем при применении низкоуглеродистых сталей обычной прочности и двумя слоями при применении сталей повышенной и высокой прочности с последующей шлифовкой поверхности шва в зоне ремонта; - вокруг технологических трещин вырезают зону металла, отступая от краев трещин не менее 60 мм, причем, размеры вырезаемой зоны металла должны быть не менее 300 мм, изготавливают новую листовую вставку и вваривают ее в конструкцию стыковым швом. Размеры листовых вставок должны быть выбраны с учетом требований, приведенных на рисунке 7.2. В таблице 7.2 приведены минимальные расстояния между сварными швами ремонтных деталей и швами корпуса; - вокруг усталостных трещины с помощью метода магнитной анизотропии или магнитной памяти металла, определяют зону, в которой произошли структурные повреждения, и удаляют эту зону вместе с трещиной. Изготавливают листовые вставки соответствующих размеров, монтируют их и заваривают в соответствии с указаниями проекта на ремонт. При отсутствии, по результатам контроля дефектов следует вырезать зону металла по 500 мм в обе стороны от концов трещины. При этом размеры листовых вставок для ремонта должны быть выбраны с учетом требований по допустимым расстояниям до существующих сварных швов (см. рисунок 7.1). 7.4.13 Сварку при ремонте конструкций резервуаров следует выполнять сварочными материалами, указанными в 5.6. 7.4.14 Поверхность металла после удаления дефектов и прилегающие к ней зоны на расстоянии не менее 20 мм должны быть зачищены перед сваркой до чистого металла. 7.4.15 Режимы дуговой сварки по аттестованным технологиям указываются в технологических картах сборки и сварки соединений при ремонте резервуаров. В технологических картах должны быть предусмотрены последовательность сварки и порядок выполнения каждого шва, обеспечивающих минимальные деформации и перемещения свариваемых элементов, режимы и указания по технике сварки, а также другие условия, необходимые для обеспечения требуемого качества сварных соединений. Типовые операционные технологические карты сборки и сварки соединений при ремонте резервуаров приведены в приложении Г настоящего документа.
Рисунок 7.1 – Варианты выполнения ремонтных деталей стенки и минимальные расстояния листовых вставок до сварных швов Таблица 7.2 – Минимальные размеры ремонтных деталей стенки и расстояния между швами
7.4.16 После сварки каждого слоя поверхность шва тщательно зачищают от шлака и брызг металла. Участки слоев шва с порами, раковинами должны быть удалены и заварены вновь. При систематическом образовании дефектов в процессе выполнения сварного шва следует уведомить руководителя сварочных работ с целью определения причин образования дефектов. 7.4.17 Сварку швов при ремонте резервуаров следует выполнять обратноступенчатым способом. Длина ступени для стыковых швов составляет от 200 до 300 мм, для нахлесточных – от 300 до 400 мм. Сварку уторного шва выполняют секциями длиной не более 900 мм обратноступенчатым способом. В пределах каждой секции швы также сваривают обратноступенчатым способом участками длиной до 300 мм. Перврночально выполняют наружный шов, затем – внутренний или выполняют сварку уторного шва одновременно изнутри и снаружи резервуара с опережением наружного шва на расстояние от 1 до 2 м. 7.4.18 Прихватки, выполняемые в угловых и нахлесточных соединениях, следует перекрывать слоями шва только после их зашлифовки и визуального контроля качества. При этом такие прихватки должны выполняться сварщиком, прошедшим допускные испытания на сварку корневого слоя данных соединений и по данной технологии. 7.4.19 По окончании ремонтных сварочных работ и устранении дефектов все вспомогательные сборочные приспособления и остатки крепивших их швов должны быть удалены, сварные соединения и места сварки зачищены от шлака, брызг металла, зашлифованы и проконтролированы. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1624; Нарушение авторского права страницы