
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Смазочно-охлаждающие жидкости (СОЖ).
К смазочно-охлаждающим жидкостям, применяемым при резании, предъявляются следующие основные требования: высокая охлаждающая и смазочно-режущая способность, стойкость, антикоррозионность и безвредность для работающего. Все применяемые смазочно-охлаждающие жидкости можно разбить на две основные группы: охлаждающие и смазочные. К первой группе относятся жидкости с малой вязкостью, большой теплоемкостью и теплопроводностью: водные растворы минеральных электролитов и водные эмульсии. Ввиду большой теплоемкости их применяют в тех случаях, когда основной целью является охлаждающее действие — для повышения стойкости режущего инструмента (например, при обдирочных работах, когда происходит большое тепловыделение и шероховатость обработанной поверхности не имеет особого значения). Широко распространенные водные эмульсии приготовляют из эмульсолов, представляющих собой коллоидные растворы мыл и органических кислот в минеральных маслах, стабилизированных водой или водой и спиртом. При смещении с водой получается эмульсия цвета от молочно-белого до коричневого (2—20% масла и 0, 3—2% мыла). Лучшей жидкостью будет та, которая наряду с высокими охлаждающими свойствами обладает и хорошей маслянистостью, что достигается введением в жидкость поверхностно-активных веществ. В связи с этим в промышленности широкое распространение находят активированные эмульсолы, к которым относится, например, осерненный эмульсол следующего состава: 25% сульфированного касторового масла; 13, 5% осерненного соевого масла; 17% минерального масла; 32% воды и 20%-ный раствор каустической соды — остальное (до получения прозрачного масла). Часто используют и активированные эмульсолы на окисленном петролатуме (на синтетических жирных кислотах) следующего состава: 20% окисленного петролатума, 70% минерального масла — индустриального 3% и 10% воды. К жидкостям второй группы, обладающим высокой маслянистостью, относятся минеральные, растительные, животные и компаундированные масла (смесь минеральных масел с растительным или животным), а также керосин и растворы в масле или керосине поверхностно-активных веществ. Жидкости этой группы применяют при чистовых и отделочных работах, когда требуются шероховатость высокого класса чистоты и высокая точность обработанной поверхности. В промышленности широкое распространение нашли так называемые осерненные масла (сульфофрезолы), содержащие в качестве активированной добавки серу. При обильном охлаждении (8—12 л/мин) сверху при обдирочных работах резцами из быстрорежущей стали, скорость резания повышается на 20—30%, а при чистовых работах (тонких стружках, когда тепловыделение меньше) — на 8—10% по сравнению с обработкой всухую. Расход жидкости при чистовой обработке меньше, чем при черновой, и может составлять 4—6 л/мин. Скорость резания при обработке стали с охлаждением может быть повышена на 40—45% по сравнению с обработкой всухую, если смазочно-охлаждающую жидкость (эмульсию) предварительно охладить до 4-2°С. Чем ниже температура охлаждающей жидкости, тем большую скорость резания допускает резец при одной и той же стойкости. Скорость резания для резцов из быстрорежущей стали может быть повышена на 43%, по сравнению с обработкой стали всухую, и в том случае, если смазочно-охлаждающую жидкость подводить в зону резания снизу в распыленном состоянии. По сравнению с обычным охлаждением сверху такой способ подвода жидкости в условиях проведения испытаний позволил повысить скорость резания на 14, 5%, а стойкость резцов (при одной и той же скорости резания) в 3, 2 раза. Охлаждение инструмента и зоны стружкообразования распыленной жидкостью (воздухо-жидкостной смесью) эффективно и для твердосплавных резцов, особенно при резании высокопрочных и труднообрабатываемых сталей. Наряду с повышением стойкости инструмента (в 2 — 6 раз по сравнению с обработкой всухую и в 1, 5 — 3 раза по сравнению с обычным охлаждением — поливом) повышается и качество обработанной поверхности при одновременном снижении расхода эмульсии в 10—20 раз, а масла — в сотни раз. Применять метод распыления жидкости для твердосплавных резцов по сравнению с методом обильного полива целесообразно и потому, что при высоких скоростях резания (с которыми обычно работают твердосплавные резцы) при обильном поливе жидкость сильно разбрызгивается вокруг станка. Для твердосплавного инструмента особенно необходимо постоянное охлаждение, так как в случае прерывистого охлаждения сильно разогреваемая в процессе резания, а затем резко охлаждаемая пластинка твердого сплава может иметь трещины, и резец выйдет из строя.
9.2. Вид токарной обработки.
В зависимости от вида токарной работки (наружное точение, растачивание, подрезка торца, отрезка) изменяются условия, в которых находится резец в процессе стружкообразования. Так, при растачивании резец находится в более тяжелых условиях, чем при наружном продольном точении. Наряду с тем, что вершина расточного резца работает с наибольшей скоростью, что в данном случае затруднен подвод свежей охлаждающей жидкости и хуже теплоотвод, отрицательным моментом является и то, что расточным резцам, имеющим меньшее сечение державки и большой вылет, приходится работать в менее жестких условиях. Это вызывает прогиб резца и вибрации, а потому при растачивании снимается обычно меньшее сечение среза и снижается скорость резания. Чем меньше диаметр растачиваемого отверстия, тем больше поверхность соприкосновения резца с заготовкой, тем больше износ по задней поверхности за одно и то же время, тем меньшую скорость резания будет допускать расточной резец по сравнению с резцом для наружного продольного точения: При поперечном точении (подрезке торца) условия работы для резца более благоприятны, чем при продольном точении, так как резец при подаче от периферии к центру находится под действием наибольшей скорости резания небольшой промежуток времени. По мере перемещения резца к центру заготовки эта скорость уменьшается, и в центре она равна нулю. Следовательно, по сравнению с резцом для наружного продольного точения (который находится под действием постоянной, максимальной для поперечного точения скорости резания вдоль всей длины обрабатываемой поверхности) резец для поперечного точения будет изнашиваться менее интенсивно, а потому скорость резания для него можно назначить более высокой. В тяжелых условиях работают отрезные (прорезные) резцы, так как процесс стружкообразования протекает здесь в менее благоприятных условиях. Малые углы при вершине в плане и незначительные размеры сечения головки отрезных резцов обусловливают плохой теплоотвод. Особенно нагруженными в температурном отношении оказываются уголки резца, что приводит к их сильному износу и, следовательно, к значительному уменьшению скорости резания по сравнению со скоростью резания, допускаемой резцами для наружного продольного точения. Для упрочнения отрезного резца у него делается переходная кромка. Вследствие специфичности условий резания при отрезке рекомендуется обязательно применять смазочно-охлаждающие жидкости, способствующие как повышению стойкости резцов и облегчению выхода стружки из канавки, так и снижению сил резания (что особенно важно для малопрочных и маложестких отрезных резцов). Для твердосплавных отрезных резцов при резании сталей применение охлаждения способствует повышению скорости резания на 40%.
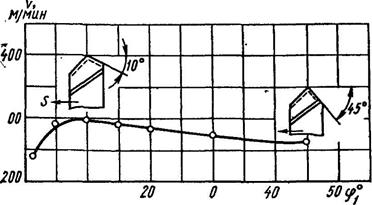
Подача и глубина резания. Чем больше подача и глубина резания, тем выше силы, действующие на резец, и температура резания, тем интенсивнее износ резца, тем меньшую скорость резания будет допускать резец при одной и той же стойкости. Увеличение подачи более резко сказывается на уменьшении скорости резания, чем увеличение глубины резания. Это вызывается более интенсивным износом резца при увеличении s, чем при увеличении t, что объясняется большей термодинамической нагрузкой на единицу длины режущей кромки, так как при увеличении s при неизменной длине активной части режущей кромки увеличивается и толщина среза. Чем больше задний угол резца, тем меньше трение резца о заготовку, меньше его износ и выше стойкость. Однако стойкость повышается до определенного значения угла а, так как с увеличением заднего угла уменьшается одновременно угол заострения, резец становится менее прочным и, начиная с некоторого значения а, режущая кромка (особенно из твердых сплавов) начинает выкрашиваться и стойкость резко падает; будет уменьшаться, следовательно, и скорость резания (при одной и той же стойкости). Одним из геометрических элементов, сильно влияющих на допускаемую резцом скорость резания, является главный угол в плане. Чем больше этот угол, тем выше температура резания, выше термодинамическая нагрузка на единицу длины кромки, интенсивнее износ резца и, следовательно, меньше его стойкость. Поэтому резцы с малыми углами в плане допускают (при прочих одинаковых условиях) большую скорость резания (рис.107).
107. Зависимость скорости резания от главного угла в плане при постоянных значениях t и s (сталь 45, сплав Т15К6 t × s = 2× 0, 3)
Рис. 108. Зависимость скорости резания вспомогательного угла в плане Вспомогательный угол в плане также влияет на износ резца, а, следовательно, и на его стойкость. При малом вспомогательном угле в плане ( Форма передней поверхности резца также влияет на скорость резания. Если для резца, оснащенного пластинкой из твердого сплава, с плоской формой передней поверхности (форма /, см. рис. 111) скорость резания принять равной единице, то для плоской или радиусной формы с фаской (формы // и ///) коэффициент на скорость резания будет 1, 15, а для плоской с отрицательным передним углом у = -10° (форма IV) этот коэффициент равен 1, 2. Сечение державки резца. Чем больше площадь сечения державки резца, тем ниже температурная концентрация. Жесткость резца повышается, а потому резец, имеющий большее сечение державки, допускает и более высокие скорости. Для резцов, оснащенных пластинками из твердых сплавов, влияние сечения державки незначительно, и им можно пренебречь.
9.5. Допустимая величина износа резца.
Чем больше допустимый износ, тем большую скорость резания можно назначить для резца. Популярное:
|
Последнее изменение этой страницы: 2016-07-12; Просмотров: 984; Нарушение авторского права страницы

 < 5°) вспомогательная режущая кромка принимает большое участие в побочном резании, что вызывает большие тепловыделение и износ резца, а следовательно, понижает его стойкость. По мере увеличения угла
< 5°) вспомогательная режущая кромка принимает большое участие в побочном резании, что вызывает большие тепловыделение и износ резца, а следовательно, понижает его стойкость. По мере увеличения угла  оказывает большое влияние на упрочнение режущей кромки резца, что особенно важно при ударном (прерывистом) резании, при работе по корке и при работе с неравномерным припуском. В связи с этим по мере перехода от отрицательного знамения угла
оказывает большое влияние на упрочнение режущей кромки резца, что особенно важно при ударном (прерывистом) резании, при работе по корке и при работе с неравномерным припуском. В связи с этим по мере перехода от отрицательного знамения угла 