
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Описание объекта и режим работы системы управленияСтр 1 из 6Следующая ⇒
A 224
АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ
Методические указания к лабораторным работам и домашним заданиям для студентов 4-6 курсов факультета АСУ (специальность 22.02) дневного и заочного отделений.
Новосибирск
Лабораторные работы и домашние задания по курсу " Автоматизированные системы управления реального времени" проходят в течение одного семестра за 3 или 4 аудиторных занятия по 4 часа под руководством преподавателя в терминальном классе. При домашней подготовке к лабораторным работам необходимо пользоваться конспектом лекций.
Составил канд. техн. наук. доц. В.Г.Качальский
Рецензенты: канд. техн. наук. доц. Б.С.Поздняков, доц.В.А.Астапчук
В электронном виде подготовили студенты: С.Г.Рютин, Д.В.Даневич.
Работа подготовлена кафедрой Автоматизированных Систем Управления
Лабораторная работа 1
ДИСКРЕТНОЕ УПРАВЛЕНИЕ МНОГОМЕРНЫМ НЕПРЕРЫВНЫМ ТЕХНОЛОГИЧЕСКИМ ОБЪЕКТОМ Цель работы : построение структуры, разработка алгоpитма и исследование процессов управления в системе стабилизации технологических параметров режима прессования на роторных линиях.
Описание объекта и режим работы системы управления
Объектом управления в данной работе является роторная линия, с помощью которой производится непрерывное прессование из пресс порошка в 12-ти пресс-формах. Управляемым технологическим параметром, в основном характеризующим качество продукции, является температура матриц и пуансонов, значение которой должно поддерживаться c заданной точностью. Время прессования определяется технологическим циклом, зависящим от скорости вращения ротора линии. За один оборот ротора происходит прессование во всех рабочих пресс-формах. В качестве тепло генератора используются электрические нагреватели, размещенные внутри матриц и пуансонов, включение и выключение которых должно производиться по сигналам от ЭВМ. Процесс изменения температуры при нагреве пресс-формы идентифицируется функциональной зависимостью вида:
Процесс остывания можно описать выражением:
где А, В - константы, характеризующие асимптоту и начальное значение температуры нагревания и охлаждения в
Температура нагрева пресс-формы в процессе управления определяется датчиком на основе хромель-копелевой термопары, градуировочная таблица которой приведена в пп.7.10. Алгоритм управления может быть реализован различными методами, основой которых является циклический метод опроса датчиков. Управляющее воздействие на объект реализуется в зависимости от соотношения текущего значения контролируемого параметра и его заданного значения уставки, либо прогнозируется поведение объекта на один или несколько шагов вперед. Метод управления задает преподаватель. Период опроса датчиков может быть определен с использованием данных о скорости изменения контролируемого параметра и заданной величине точности управления:
где: DT - период опроса датчика (шаг дискретизации);
e- величина погрешности управления, определяемая суммой; e = q + Tупр; Tупр - точность управления; q погрешность измерения (преобразования) аналоговой величины параметра при вводе ее в ЭВМ. Состояние каждой пресс-формы определяется ее работоспособностью и текущей температурой матрицы и пуансона, которая должна находиться в заданной зоне таблетирования - температуре, при которой разрешено приготавливать таблетку из пресс порошка. Аварийное состояние фиксируется при неуправляемом выходе технологического параметра в аварийные зоны.
Содержание работы
3.1. Обоснование технической структуры системы управления технологическим пpоцессом. 3.2. Проведение необходимых расчетов, технических устройств, параметров и констант задачи управления технологическим процессом. 3.3. Разработка алгоритмов и программ управления.
Порядок выполнения работы
4.1. Разработать техническую структуру системы управления, включающую все необходимые устройства и блоки, контроллеры внешних устройств, подключаемых к ЭВМ. 4.2. Провести аппроксимацию градуировочной характеристики датчика температуры пресс-форм, рассчитать коэффициент передачи согласующего усилителя, определить время цикла опроса датчиков. 4.3. Построить временную диаграмму работы алгоритма управления нагревом роторной линии. 4.4. Разработать алгоритм управления температурой пресс-форм, реализуя один из методов (задается преподавателем). При обработке данных от датчиков использовать алгоритмы отбраковки ложной информации. 4.5. Написать программу управления и контроля роторной линии прессования, учитывая, что входной информацией являются сигналы, полученные от датчиков температуры, и исходное состояние матриц и пуансонов (рабочее или нет), выходной информацией должны быть векторы текущего состояния нагревателей, состояния пресс-форм (рабочее, нерабочее, запрет таблетирования, аварийное). Выходная информация отображается на дисплее в удобной для оператора форме. Содержание отчета
5.1. Цель работы, постановка задачи, основные исходные данные. 5.2. Подробная блок-схема технической структуры системы управления, включающая интерфейсы внешних устройств, процессор, исполнительные устройства. 5.3. Расчет необходимых констант, временная диаграмма работы алгоритма, график градуировочной характеристики и результаты аппроксимации. 5.4. Блок-схема алгоритма управления нагревов пресс-форм, обработки входной информации от датчиков. 5.5. Программа управления и отображения хода технологического процесса на выбранном языке программирования. 5.6. Анализ работы алгоритма и выводы.
6. Контрольные вопросы
6.1. Устройства ввода и вывода аналоговой информации из ЭВМ. Устройства вывода дискретной информации. 6.2. Контроллеры внешних устройств ЭВМ и их назначение. 6.3. Алгоритмы отбраковки ложной информации с непрерывных датчиков, сглаживание шумов. 6.4. Методы построения алгоритма управления непрерывным объектом. 6.5. Методы определения шага дискретизации или периода опроса непрерывных датчиков.
Исходные данные
7.1. Число датчиков 24 7.2. Число нагревателей 24 7.3. Температуры уставок, Туст 100...200°C 7.4. Точность управления, Тупр 4°C 7.5. Зона таблетирования, Tтаб = Туст 7.6. Зона аварийных температур, Тав = Туст 7.7. Число разрядов АЦП 8 7.8. Диапазон входных напряжений 0...10 В 7.9. Таблица градуировки термопар:
Литература
1. Методы алгоритмизации непрерывных производственных процессов / В.В.Иванов и др. - М.: Наука, 1975. 2. Мини- и микроЭВМ в управлении промышленными oбъeктaми /Л.Г. Филиппов, И.Р.Фрейдзон и др.: Пер, с рум. Э.Дятку; Под ред. И.Р.Фрейдзона. - Л.: Машиностроение, 1984. 3. Лысенко Э.В. Проектирование автомотизированных систем управления технологическими процессами М.: Радио и связь, 1987.
Лабораторная работа 2
Описание объекта управления
В качестве дискретного объекта управления будем исследовать работу малогабаритного агрегатного шестипозиционого станка, выполняющего механическую обработку корпусных деталей. Рабочие органы насчитывают некоторое количество механизмов, имеющих различные режимы движения (медленное, быстрое, вперед, назад и т.п.). Обработка деталей состоит в циклическом повторении операций, необходимых по условиям, заданным технологическим процессом. Весь цикл управления станком состоит из заданного числа тактов упpавления, определяемого циклограммой. Циклограмма подготавливается технологом в зависимости от вида обрабатываемой детали и технологии ее изготовления. Информация о состоянии и положении рабочих органов и деталей снимается с помощью дискретных датчиков положения и концевых выключателей. Рассматриваемое технологическое оборудование является упрощенной формой станка c числовым программным управлением. Подобные станки используются в качестве технологической основы модулей гибкого автоматического производства.
Содержание работы
3.1. Изучение работы циклического технологического объекта. 3.2. Разработка технической структуры системы управления. 3.3. Подготовка необходимого математического обеспечения, определяющего алгоритм управления. 3.4. Разработка алгоритмов и программ управления.
Порядок выполнения работы
4.1. Ознакомиться с принципом управления циклическими дискретными процессами, изучить работу технологического объекта, используя литературу [1]. 4.2. По циклограмме, заданной преподавателем (рис.2.2, 2.3, 2.4) начертить диаграмму изменения состояния входов и выходов, записать уравнения, опpеделяющие логические условия перехода от одного интервала (такта управления) к следующему и уравнения для управляющих сигналов. 4.3. Составить техническую структуру системы управления, включающую элементы вычислительной системы, устройств связи с объектом и т.д. 4.4. Разработать алгоритм работы системы управления цикли- ческим процессом, проходящим на объекте. Синхронизацию движения обеспечить методом, заданным преподавателем. Предусмотреть возможные сбойные ситуации, их обнаружение и сигнализацию (отображение на дисплей). 4.5. Написать программу управления станком в соответствии с принятым алгоритмом. Входной информацией является вектор сигналов от дискретных датчиков, выходной - сигналы, подаваемые на исполнительные устройства от ЭВМ. Необходимо учесть, что исполнительные устройства могут иметь различное число состояний. Решение о сигнале с датчика принимается после многократного опроса по большинству (мажоритарный принцип).
Содержание отчета
5.1. Цель работы, постановка задачи, основные исходные данные. 5.2. Диаграмма изменения состояний входов и выходов в управлении агрегатным станком. 5.3. Система логических уравнений переходов циклического процесса, система операторных уравнений для определения выходных сигналов, подаваемых на исполнительные устройства(1) См. Приложение 1. 5.4. Алгоритм работы системы управления и контроля. 5.5. Программа управления агрегатным станком с обработкой входных сигналов, диагностикой сбоев и отображением управляющих воздействий в удобном для контроля виде.
6. Контрольные вопросы
6.1. Устройства ввода и вывода дискретной информации из ЭВМ. 6.2. Контроллеры внешних устройств ЭВМ и их назначение. 6.3. Методы и алгоритмы отработки дискретных сигналов датчиков. 6.4. Методы реализации алгоритмов управления дискретными объектами, алгоритмы опроса датчиков. 6.5. Дискретные исполнительные устройства.
Исходные данные
7.1. Число позиций агрегата 6 7.2. Число исполнительных механизмов 10 7.3. Число тактов управления 12 7.4. Число состояний рабочих органов 2...4 7.5. Варианты циклограмм рис.2.2, 2.3, 2.4.
Литература 1. Корданский А.А. и др. Централизованное управление машиностроительным оборудованием от ЭВМ. - М.: Машиностроение, 1979. - С.135-142, 155-156. 2. Мини- и микроЭВМ в управлении промышленными объектами /Л.Г.Филиппов, И.Р.Фрейдзон и др.; Пер. с рум. Э.Дятку; Под ред. И.Р.Фрейдзона. - Л.: Машиностроение, 1984.
Лабораторная работа 3
УПРАВЛЕНИЕ ДИСКРЕТНЫМ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ. ПЛАН-ГРАФИК ЗАГРУЗКИ ОБОРУДОВАНИЯ.
Цель работы: исследование алгоритма количественного управления дискретным производственным процессом. Задача состоит в нахождении наилучшего: (в смысле заданного критерия) варианта загрузки дискретного оборудования, организованного в некоторую производственную систему.
Постановка задачи
Экономическое управление дискретным производством сводится в основном к управлению производительностью технологического процесса, для которого эта задача решается. Производительность определяется через затраты времени на собственно технологические операции и непроизводительные затраты, состоящие из времени на подготовительно-заключительные операции и затраты на транспортировку и межоперационное хранение полуфабрикатов. Время на технологические операции уменьшать нельзя, так как это привело бы к нарушению технологии. Таким образом, управлению поддаются непроизводительные затраты времени, и определяется временной критерий управления дискретным технологическим процессом. Временной критерий широко используется на практике и относится к классу регулярных критериев; с ним связаны такие показатели, как суммарное время простоев оборудования, коэффициент загрузки технологических линий, и т.п. Задача планирования загрузки оборудования во времени сводится к составлению расписаний или математической задаче теории расписаний. Общая задача теории расписаний формулируется следующим образом: имеется производственная система, состоящая из разнотипных, Lk - канальных (К = 1, М), участков и N работ, каждая из которых выполняется в указанной системе и распадается на М этапов; заданы длительности всех этапов каждой работы (матрица ||t||) и условия-ограничения, определяющие специфику технологического процесса. Требуется составить план проведения работ, минимизиpующий полное время T0 занятости системы от момента начала первой до момента завершения последней. Точное оптимальное решение общей задачи найти не удается даже в случае, когда нет ограничений и сравнительно невелико количество работ. Поэтому рассмотрим упрощенную задачу оптимизации распределения операций по станкам (линиям): допустим, при разработке технологии производства некоторого выходного продукта (детали) образовалась последовательная технологическая цепочка из М-этапов (технологических единиц, станков, транспортных систем и т.п.) (см. рисунок). Имеется N работ, выполняемых в последовательности, заданной технологией. Известны нормы времени выполнения каждой работы на соответствующем линии tvk, где V = (1, N); K = (1, M). Могут существовать ограничения, которые характеризуются следующим образом. 1) очередность работ сохраняется на всех участках неизменной; 2) момент начала К-го этапа. V -й работы не может наступить раньше момента окончания ее (К - 1)-го этапа; 3) для отдельных, работ установлены плановые сроки; 4) возможна частичная упорядоченнсоть работ. Необходимо найти последовательность работ, наилучшую в смысле минимума полного времени выполнения всех работ Т0.
Рис.3.1. Технологическая последовательность проведения этапов
Содержание работы
В работе необходимо ознакомиться с алгоритмом решения задачи составления расписания для заданной матрицы трудоемкостей ||t||. Решение задачи разбивается на множество этапов, каждый из которых включает, и свою очередь, оптимизационную задачу линейного программирования.
Порядок выполнения работы
3.1. Изучить постановку задачи составления расписания [1, §8.3], математический аппарат и методы ее решения. 3.2. Исследовать постановку задачи линейного программирования [1, §10.4], записать целевую функцию и уравнения для определенных в п.2 ограничений. Матрицу трудоемкостей задает преподаватель. 3.3. Изучить этапы решения эадачи поиска наилучшего варианта распределения работ [1, с.247-248]. Разработать алгоритм формирования плана для случая, когда ограничение 3 п.2 отсутствует. Минимизируется общее время исполнения совокупности из работ. 3.4. Написать программу и получить решение для заданной матрицы ||t||. 3.5. Проверить оптимальность полученного плана, построив графики Ганта для найденного оптимального решения и для произвольно взятого варианта.
Содержание отчета
4.1. Цель работы, постановка задачи, основные исходные данные. 4.2. Целевая функция, система ограничений для задачи линейного программирования, с учетом, что ограничение 3 п.2 задано. 4.3. Блок-схема алгоритма формирования плана, оптимального в смысле принятого критерия по п.3.3. 4.4. Программа решения задачи оптимизации плана, включающая вывод всех вариантов оптимального плана. 4.5. Графики Гранта для оптимального и неоптимального планов. Сравнение результатов. 4.6. Выводы.
5. Контрольные вопросы
5.1. Задача Джонсона, общая задача теории расписания. 5.2. Методы решения общей задачи, трудности и необходимость в упрощении ее постановки. 5.3. Ограничения, эадаваемые в задаче, их математическая запись. 5.4. Этапы решения поставленной задачи нахождения оптимального плана.
Исходные данные
6.1. Число участков (этапов) М 3...7 6.2. Число работ N 5...10 6.3. Матрица трудоемкости - задается преподавателем.
Литература
1. Дектярев Ю.И. Методы оптимизации: Учеб. пособие для вузов. - М.: Сов.pадио, 1980. - 272 с. 2. Основы кибернетики. Теория кибернетических систем. Под ред. К.А.Пупкова: Учеб. пособие для вузов. - М.: Высшая школа, 1976.
Лабораторная работа 4
Содержание работы
В работе необходимо ознакомиться с применением метода динамического программирования для задач оптимизации поведения непрерывного инерционного объекта под воздействием некоторого управления. Решение проводится численным методом. При решении задачи нужно находить экстремум функции одной переменной произвольным известным методом. Порядок выполнения работы
4.1. Изучить постановку задачи, метод ее решения, переход к дискретному представлению исходных уравнений. 4.2. Изучить аналитический метод решения поставленной задачи [2]. 4.3. Составить уравнения решения для заданного объекта j, функционала потерь Q в области допустимых управлений V. 4.4. Изучить алгоритм дискретного многошагового процесса оптимизации [1]. 4.5. Разработать алгоритм решения задачи динамического программирования для заданного объекта. Провести дискретизацию диапазона изменения управления и координат состояния. Значения DU и Dx выбрать из соображений достаточной точности результата. Считать попадание траектории движения объекта в диапазон Dx как попадание в точку начала данного диапазона. 4.6. Написать программу и получить результат оптимального управления, и траекторию движения объекта на заданном интервале времени. 4.7. Проверить полученное решение на оптимальность.
Содержание отчета
5.1. Цель работы. Постановка задачи, основные исходные данные. 5.2. Дискретные уравнения, полученные из заданных непрерывных выражений для объекта, функционала, рекуррентное соотношение процесса оптимизации. 5.3. Аналитическое решение задачи для 4-шагового процесса оптимизации. 5.4. Графическое построение хода решения задачи. 5.5. Алгоритм процесса оптимизации, разработанный для поставленной задачи. 5.6. Программа, реализующая разработанный алгоритм. 5.7. Результаты аналитического расчета, вычислений на ЭВМ и проверки на оптимальность полученного решения. 5.8. Выводы. Исходные данные
6.1. Уравнение движения объекта
6.2. Функционал потерь
6.3. Ограничение на управление
|U(t)|
6.4. Величины a, Um, t0, tn, N задаются преподавателем. 6.5. Величины Dy, DU выбираются самостоятельно из соображений разумной точности результата.
7. Контрольные вопросы
7.1. Принципы, эаложенные в методе динамического программиpования. Графическая интерпретация метода. 7.2. Дискpетный метод решения оптимизационной задачи. 7.3. Применимость метода для решения вариационных задач. 7.4. Отличие в постановке и процессе решения вариационной задачи с закрепленными и свободными концами траектории движения объекта.
Литература
1. Дегтярев Ю.И. Методы оптимизации: Учеб. пособие для вузов.-М.: Сов. радио, 1980. 2. Растригин Л.А. Современные принципы управления сложными объектами. - М.: Сов. радио, 1980. 3.Корщунов Ю.М. Математические основы кибернетики: Учеб. пособие для вузов М.: Энергоатомиздат, 1987.
Лабораторная работа 5 РАЗРАБОТКА И ИССЛЕДОВАНИЕ АЛГОРИТМА ЛОГИЧЕСКОГО УПРАВЛЕНИЯ ТРАНСПОРТНОЙ СИСТЕМОЙ Цель работы: ознакомиться с принципами и методам программно-логического управления транспортными системами, предназначенными работать в условиях гибкого автоматического производства (ГАП). Выбрать метод построения алгоритма управления, предусмотреть контроль за состоянием транспортной системы.
Содержание работы
3.1. Изучение работы рольганговой транспортной системы, представленной на рисунке. 3.2. Разработка технической структуры системы управления. 3.3. Разработка приемлемого алгоритма программно-логического управления.
Порядок выполнения работы
4.1. Изучите функции рольганговой транспортной системы (см. рисунок), датчиков и исполнительных устройств, логику работы системы управления. 4.2. Составить уравнения, связывающие управляющие воздействия на рольганги и поворотные столы и сигналы датчиков состояния. 4.3. Предложить алгоритм логического управления транспортной системой при движении грузов от рабочих мест на склад с учетом выхода из строя любого рольганга, поворотного стола и приемовыдающего устройства (ПВУ) склада. Модель отказов - экспоненциальное распределение с заданными параметрами. Алгоритм должен отражать две стадии работы системы управления транспортом: режим поиска кротчайшего маршрута и слеяжение за продвижением груза. 4.4. Написать программу логического управления транспортной системой. В программе учесть возможность возникновения аварийных ситуаций при выходе из строя элементов транспортной системы. 4.5. Выбрать подходящий метод моделирования для проверки оптимальности принятого решения о кратчайшем пути. Необходимо придать некоторые веса соответствующим группам рольгангов и поворотным столам, пропорциональные времени прохождения каждого из них.
Содержание отчета
5.1. Цель работы, постановка задачи, основные исходные данные. 5.2. Математическое описание состояния транспортной системы. 5.3. Технические средства для реализации системы управления. Блок-схема вычислительных устройств. 5.4. Алгоритмы управления и контроля транспортной системы. Считать известными (получаемыми с датчиков) моменты появления груза на рольгангах и поворотных столах. Начало движения определяется моментом появления груза на крайнем датчике рольганга. 5.5. Программа организации маршрута движения грузов, программа управления прохождением по транспортной системе с учетом возможных отказов и пересчета маршрута движения. (На рольгант и поворотный стол устанавливается одна транспортируемая единица.) 5.6. Результаты моделирования и проверки принятого решения на оптимальность маршрута.
6. Контрольные вопросы
6.1. Устройства ввода и вывода дискретной информации на ЭВМ. 6.2. Дискретные исполнительные устройства. 6.3. Методы решения экстремальных дискретных задач. 6.4. Моделирование поведения дискретных систем.
Исходные данные
7.1. Число рабочих мест - 7 7.2. Число ПВУ - 3 7.3. Число рольгангов - 16 7.4. Число поворотных столов - 6 7.5. Время прохождения элементов системы задается преподавателем.
Литература
1. Корданский А. А. и др. Централизованное управление машиностроительным оборудованием от ЭВМ. - М.: Машиностроение, 1979. 2. Дегтярев Ю. И. Методы оптимизации: Учеб. пособие для вузов.-М.: Сов.радио, 1980. 3. Коршунов Ю.М. Математические основы кибернетики: Учеб. Пособие для вузов. - М.: Энергоатомиздат, 1987.
Приложение 1. Корданский А. А. и др. Централизованное управление машиностроительным оборудованием от ЭВМ.
Рис. 36. Диаграмма изменения состояний входов и выходов A 224
АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ
Методические указания к лабораторным работам и домашним заданиям для студентов 4-6 курсов факультета АСУ (специальность 22.02) дневного и заочного отделений.
Новосибирск
Лабораторные работы и домашние задания по курсу " Автоматизированные системы управления реального времени" проходят в течение одного семестра за 3 или 4 аудиторных занятия по 4 часа под руководством преподавателя в терминальном классе. При домашней подготовке к лабораторным работам необходимо пользоваться конспектом лекций.
Составил канд. техн. наук. доц. В.Г.Качальский
Рецензенты: канд. техн. наук. доц. Б.С.Поздняков, доц.В.А.Астапчук
В электронном виде подготовили студенты: С.Г.Рютин, Д.В.Даневич.
Работа подготовлена кафедрой Автоматизированных Систем Управления
Лабораторная работа 1
ДИСКРЕТНОЕ УПРАВЛЕНИЕ МНОГОМЕРНЫМ НЕПРЕРЫВНЫМ ТЕХНОЛОГИЧЕСКИМ ОБЪЕКТОМ Цель работы : построение структуры, разработка алгоpитма и исследование процессов управления в системе стабилизации технологических параметров режима прессования на роторных линиях.
Описание объекта и режим работы системы управления
Объектом управления в данной работе является роторная линия, с помощью которой производится непрерывное прессование из пресс порошка в 12-ти пресс-формах. Управляемым технологическим параметром, в основном характеризующим качество продукции, является температура матриц и пуансонов, значение которой должно поддерживаться c заданной точностью. Время прессования определяется технологическим циклом, зависящим от скорости вращения ротора линии. За один оборот ротора происходит прессование во всех рабочих пресс-формах. В качестве тепло генератора используются электрические нагреватели, размещенные внутри матриц и пуансонов, включение и выключение которых должно производиться по сигналам от ЭВМ. Процесс изменения температуры при нагреве пресс-формы идентифицируется функциональной зависимостью вида:
Процесс остывания можно описать выражением:
где А, В - константы, характеризующие асимптоту и начальное значение температуры нагревания и охлаждения в
Температура нагрева пресс-формы в процессе управления определяется датчиком на основе хромель-копелевой термопары, градуировочная таблица которой приведена в пп.7.10. Алгоритм управления может быть реализован различными методами, основой которых является циклический метод опроса датчиков. Управляющее воздействие на объект реализуется в зависимости от соотношения текущего значения контролируемого параметра и его заданного значения уставки, либо прогнозируется поведение объекта на один или несколько шагов вперед. Метод управления задает преподаватель. Период опроса датчиков может быть определен с использованием данных о скорости изменения контролируемого параметра и заданной величине точности управления:
где: DT - период опроса датчика (шаг дискретизации);
e- величина погрешности управления, определяемая суммой; e = q + Tупр; Tупр - точность управления; q погрешность измерения (преобразования) аналоговой величины параметра при вводе ее в ЭВМ. Состояние каждой пресс-формы определяется ее работоспособностью и текущей температурой матрицы и пуансона, которая должна находиться в заданной зоне таблетирования - температуре, при которой разрешено приготавливать таблетку из пресс порошка. Аварийное состояние фиксируется при неуправляемом выходе технологического параметра в аварийные зоны.
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 572; Нарушение авторского права страницы


 (I)
(I) (2)
(2)
 - коэффициенты, определяющие динамику изменения температуры, 1/сек.
- коэффициенты, определяющие динамику изменения температуры, 1/сек. (3)
(3) - максимальная скорость изменения управляемого процесса или параметра;
- максимальная скорость изменения управляемого процесса или параметра;  12°C
12°C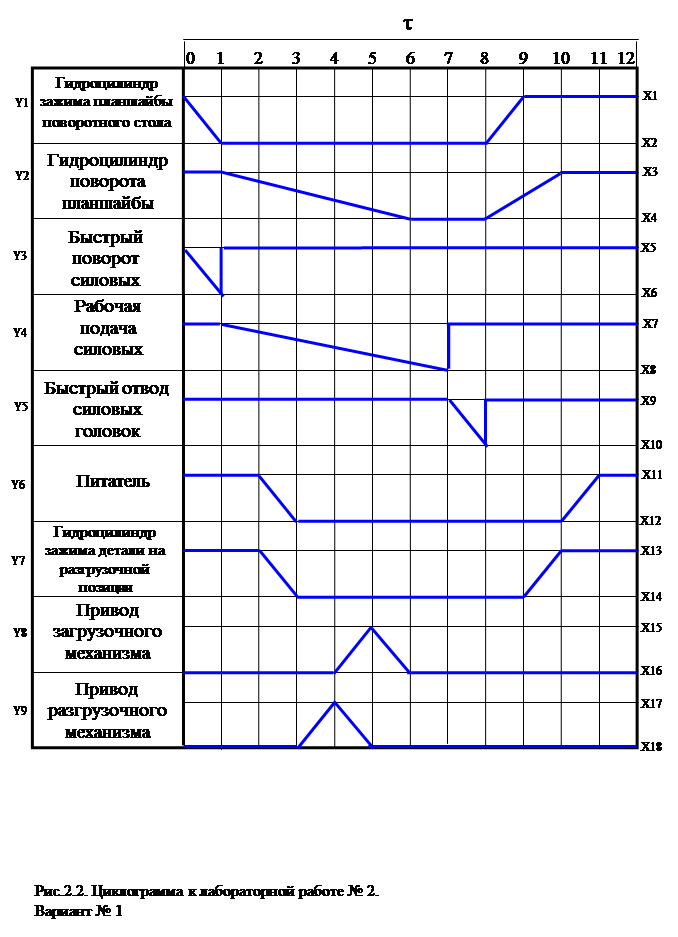



 , y(0) = 0, y(N) = 1 (9)
, y(0) = 0, y(N) = 1 (9) (10)
(10) Um
Um