|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Автоматический магазин для подачи рулонных и полосовых кромочных материалов с держателем для рулонов
27 Технология облицовывание криволинейных кромок щитов. Особенности. Материалы, оборудование, режимы, производительность, организация рабочих мест. Оборудование для облицовывания кромок щитов по сложности и степени автоматизации можно разделить: простейшие станки с ручной и механизированной подачей; односторонние механизированные и полуавтоматические станки и автоматические линии. Автоматическая линия облицовывания кромок состоит из загрузчика, станка для облицовывания продольных кромок, разворотного ус-ва, станка для облицовывания поперечных кромок разгрузчика-накопителя. Первая операция, которой подвергается обрабатываемый щит, является форматная обрезка. В начале подрезной пилой 6 снизу производится предварительный пропил, после чего пила 7 отрезает кромку щита. Фрезерный агрегат 8 с правым и левым вращением производит окончательную обработку кромки. Клей на кромку щита наносится приводным роликом 10 смонтированном в клеевом бачке. На станке можно облицовывать кромки натуральным полосовым или рулонным синтетическим шпоном. Магазин 9 крепится на кронштейне. Здесь же смонтированы пневматические ножницы для разрезания рулонного материала (гильотина). Кромка подается из магазина и прижимается к щиту роликом 11. Недостатком таких механизмов является то, что на кромке щита остаются так наз. свесы. Щит передней и задней кромки взаимодействует с упорами, и пилы производят поперечный рез, отпиливая свисающую облицовочную кромку. Свесы по толщине щита снимаются фрезерными головками 14, которые могут наклоняться под углом до 45°. На последующих агрегатах производится окончательная обработка облицовочных кромок щита. Две наклонные фрезерные головки 17 образуют фаску на кромках щита. Шлифовальная осциллирующая головка 15 работает по схеме ленточного станка с контактным прижимом. Ус-во 16 для шлифования фасок на кромках состоит из двух щеток из полосок шлиф.шкурки или др. материала. Возможны и др. операции, например скругление кромок 18, прорезание пазов и четверти 19, обработка циклями 20. В отличие от рассмотренных выше станки для облицовывания щитов овальной формы, с закругленными углами и т.п. выполнены не по протяжной схеме, а по круговой. Все агрегаты располагаются вокруг одной стойки. Деталь крепится на поворотном ус-ве с вакуумными присосками. За время поворота детали она последовательно проходит все операции облицовывания. Обычно эти станки устанавливаются как дополнение к обычным кромкооблицовочным станкам. Для облицовывания криволинейных поверхностей кромок щитов используют: для нанесения клея – клее намазывающие диски и кисти – щетки.; для склеивания - обогреваемые ваймы, и агрегатные станки. Последние могут облицовывать криволинейные кромки щитовых деталей, на которых на пласти уже напрессован слой пластика. Облицоваывание на проходном и ручном оборудовании. Проходное Sk-774/, МОК-3,. МФК-2, При исп.клея расплава нагрев до нач. за 30 – 40минут, плавят гранулы протемпр 190-195 град.
26 Технология облицовывание кромок щитов методом софтформинг. Особенности. Материалы, оборудование, режимы, производительность, организация рабочих мест. В ее основу были положены способ и режимы хорошо известного к тому времени метода постформинг (Postforming) с использованием клея на основе ПВА-дисперсии. При облицовывании кромок сложного профиля (способ софтформинг) в станки встраивают блоки, в которых ролики выставляются под углами для прикатки эластичного облицовочного материала к кромке. Для каждого вида профиля можно применить отдельный съемный блок. Клей наносится на кромку, подсушивается и активируется перед прикаткой кромочного материла инфракрасными нагревателями. Если применяют кромочный материал с нанесенным ранее клеевым слоем, перед прикаткой активируют струей горячего воздуха, для чего у станков предусмотрен набор агрегатных устройств. Для одностороннего облицовывания можно сип. Оборудование фирмы «Бранд» типа КВ14-2/200, также Хомаг и др. Сегодня под способом «софтформинг» понимается процесс облицовывания профильных кромок щитовых деталей путем наклеивания на них полосовых или рулонных облицовочных материалов с использованием клея-расплава.
Станки для облицовывания методом «софтформинг» должны также обеспечивать облицовывание не только профильных, но и плоских кромок. Вместе с тем, при облицовывании плоских кромок для достижения большей прочности производится нанесение клея-расплава на кромку детали. Но нанести клей-расплав на профиль невозможно, и он наносится на оборотную сторону облицовочного материала кромки. Для этого клеенаносящие узлы лучших (и более дорогих) станков для облицовывания профильных кромок выполняются универсальными и имеют два клеенаносящих ролика, установленных в одном бачке Производительность : Где L-длина кромки l- межторцовый разрыв Софтформинг - облицовывание профильной (любого профиля) кромки материалом рулонным кромочным уже после облицовывания пластей. Для софтформинга прим. позиционные и проходные станки. Особенность и сложность этого процесса состоит в точном снятии свесов кромочного материала и облицовки пласти на лицевой стороне детали, в месте их стыка. Оборудование: для облицовки профильной кромки плиты: -пневмат настольное устройство торцевой обрезки (для обраб. торц. свесов кромочного мат-ла после его приклеивания); -фрез. ст. для снятия свесов кромочных мат-в по пласти; - станок для обраб. прямолин. деталей и деталей с внешними и внутренними радиусами; - фрез. ст.для снятия свесов кромочных мат-в по полости пневм. для приклеивания кромки. Произв-ть участков облиц.методом рассчитывается в зав-ти от типа оборуд.: если это проходные линии, то через скорость подачи (П=Т*Кр*Км*U/(L+∆ L)); если оборудование позиционное, то через время цикла (например обрезка свесов на позиц станке) (П=Т*Кр/tц).
29 Кашированием называется процесс облицовывания полноформатных плит рулонным пленочным материалом на основе бумаг и полимеров методом накатывания. Материалы, применяемые для каширования: Полимерные пленки на основе бумаг; Полимерные пленки на основе полимеров (пвх, полипропиленовые пленки); Клеевые материалы – карбамидо-формальдегидные смолы (горячее каширование), пва (холодное, теплое каширование), полиуретановые клеи. Каширование применяется как финиш-эффект без дальнейшей отделки лкм В зависимости от температуры начального склеивания облицовок с основой различают след. Виды каширования: холодное, горячее, теплое, каширование методом квикстеп, короткоконтактное. Первые 3 способа различаются по способу накатывания и прикатываниявалами. Короткоконтактное каширование – это каширование методом накатывания облицовочного материала и облицовывания в плоском прессе. В общем случае каширование предусматривает следующие операции: Очистка кромок и пластей детали от пыли; нанесение клея на пласти детали; удаление влаги из клеевого слоя; размотка пленки из рулона и ее накатывание на пласти деталей; разделение (разрубание) непрерывного полотна пленки в разрывах между деталями; повторное прикатывание пленки; отверждение клеевого слоя. При холодном кашировании удаление излишней влаги из клеевого слоя проводится при температуре цеха, а отверждение клея после накатывания пленки - в стопе, в специальном холодном прессе или без пресса, с нагружением сверху для прижатия пленки на верхних деталях стопы. Время отверждения клея - от нескольких часов до суток. Наиболее известными изготовителями такого оборудования являются фирмы burkle, friz (фрг), omma, simi (италия), barberan (испания).
Схема технологического процесса облицовывания методом холодного каширования: 1 – подача плит; 2 – очистка плит от пыли; 3 – нанесение клея; 4 – накатывание ленты на плиту(р=1, 2 мпа, ); 5 – разделение облицовочного материала по межторцовому зазору; 6 – укладывание плит в стопу. нагрев клеевого слоя для удал-я из него влаги с целью снижения времени последующего отверждения клея и снижения разбухания верхнего слоя плиты из-за впитывания. Окончательное приклеивание также производится в стопах, но время выдержки при этом снижается до нескольких часов.
Горячее каширование включает практически те же операции, что и теплое, но накатывание и прикатывание рулонного облицовочного материала производится горячими валами, нагреваемыми до темп-ры 120-160 °с
Схема технологического процесса облицовывания методом горячего каширования: 1 – подача плит; 2 – очистка плит от пыли; 3 – нанесение клея; 4 – подсушивание клеевого слоя; 5 – нанесение отвердителя; 6 – накатывание ленты на плиту( р=1, 2 мпа, ); 7 – разделение облицовочного материала по межторцовому зазору; 8 – укладывание плит в стопу. Пч= 60*u*кр*км/l, шт/час где l-длина щита
25 Технология облицовывание щитов методом постформинг. Особенности. Материалы, оборудование, режимы, производительность, организация рабочих мест. Суть этого метода заключается в том, что после облицовывания пластиком оставляется свес, который затем заворачивается и приклеивается к плите (ДСП). Покрытие по типу постформинга является одним из самых прочнейших и имеет отличную износостойкость, царапоустойчивость и стойкость к выцветанию. Метод постформинга допускает облицовывание любыми материалами, но наибольшее распространение получило облицовывание ламинатами - многослойными пластиками на основе бумаг, пропитанных меламиновыми смолами. В зависимости от требований к прочности и стойкости поверхности к абразивному износу эти пластики делятся по технологии их производства: на пластики CPL - пластики непрерывного способа производства и HPL - пластики высокого давления, изготавливаемые в плоских многоэтажных прессах. Особенность продукции, изготовленной с применением постформируемых пластиков, - закругленные кромки и минимальное количество швов. Облицовывание на позиционном оборудовании:
Производительностьпозиционного: Проходного: Двустороннего: L-длина кромки l- межторцовый разрыв Постформинг - процесс формирования термопластичного материала на основу заданной формы под высоким давлением. Процесс постформинга является незаменимым при изготовлении деталей типа столешниц и подоконников. Материалы, используемые в процессе постформинг: Клеи для постформинга должны обладать особенно высокой первоначальной схватываемостью для того, чтобы противостоять напряжению материала и усилию по его разгибанию. Рекомендуемый тип клея для станков постформинга - универсальный контактный полихлоропреновый PROTOPREN 299 extra на основе растворителя. Нанесение клея осуществляется с помощью кисти или с помощью специальной распылительной головки, работающей при температуре от +55 °С до +60 °С. Материалы для облицовывания. Процесс постформинга допускает облицовывание любыми материалами: ламинатами, натуральным шпоном, пленками на основе бумаг. Наибольшее распространение получило облицовывание ламинатами. Почему предпочтителен для обклеивания ламинат? Он долговечен, по внешнему виду эстетичен. Нет проблем цвета и дизайна рисунка. не линяет, не держит пятен, легко чистится. Оборудование для постформинга обеспечивает оптимальное облицовывание поверхности пласти и кромки заготовки одним и тем же непрерывным материалом. Этот метод идеален, так как заготовка меньше подвергается механическому, тепловому или химическому воздействию, а так же воздействию влаги. Этот тип воздействия может проявить отмеченное отрицательное воздействие на мебель, особенно изделия с необработанными кромками.. Постформинг - метод облицовывания, который увеличивает практичность мебели, а значит и срок ее эксплуатации. Некоторые типичные примеры: • столешницы и рабочие поверхности кухонь • мебель для ванной • офисная мебель • внутренние полки • прилавки магазинов • мебель для банков (стойки) • барные стойки • лабораторная мебель • наружные подоконники
Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 1446; Нарушение авторского права страницы

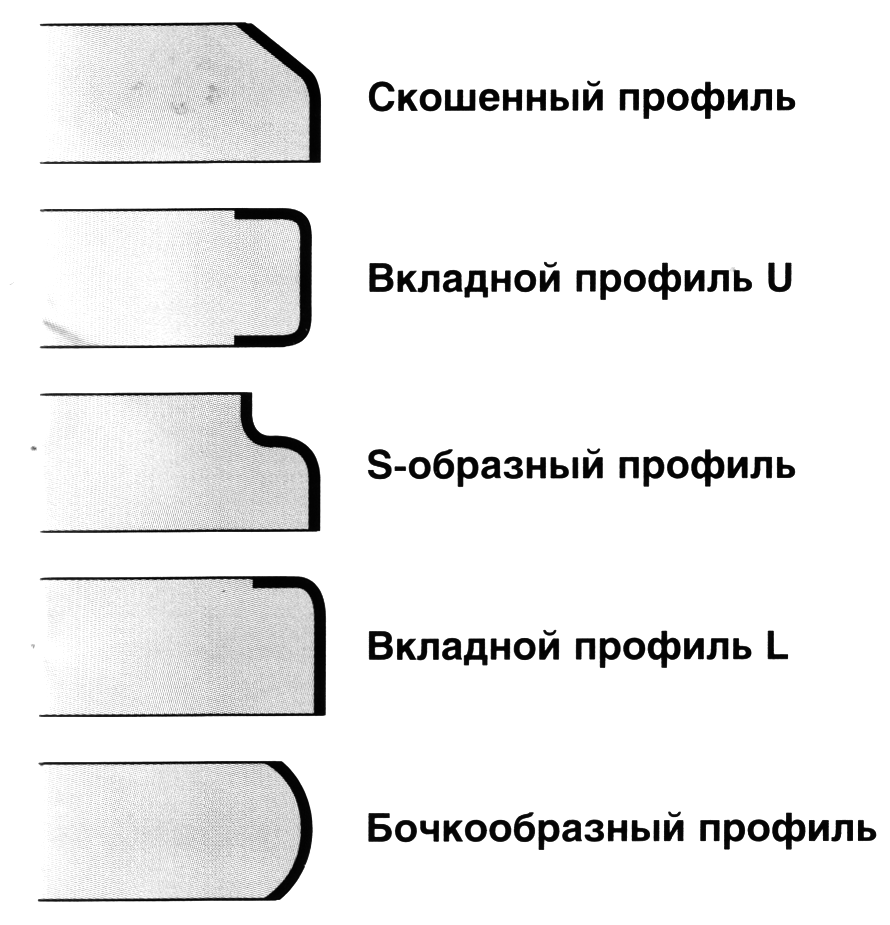
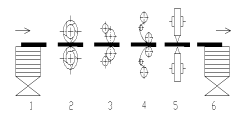
 схема технологического процесса облицовывания методом теплого каширования: 1 – подача плит; 2 – очистка плит от пыли; 3 – подогрев плиты; 4 – нанесение клея; 5 – накатывание ленты на плиту(t=50-60 º с, р=1, 2 мпа, ); 6 – разделение облицовочного мат-ла по межторцовому зазору; 7 – укладывание плит в стопу.
схема технологического процесса облицовывания методом теплого каширования: 1 – подача плит; 2 – очистка плит от пыли; 3 – подогрев плиты; 4 – нанесение клея; 5 – накатывание ленты на плиту(t=50-60 º с, р=1, 2 мпа, ); 6 – разделение облицовочного мат-ла по межторцовому зазору; 7 – укладывание плит в стопу. Основные изготовители: фирмы burkle и hymmen
Основные изготовители: фирмы burkle и hymmen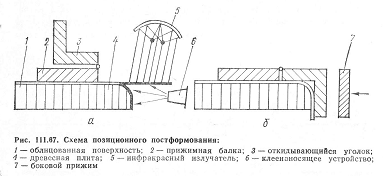 Для облицовывания профильных кромок щита со специально оставленным свесом пластика (после приклеивания) исп.сец.станки циклопроходного типа.Облицовочный пласитк пластифицируется нагретой шиной.При передвижении шины по профилю кромки материал принимает форму кромки и приклеивается. Облицовку способом постформинг осуш. На разл.станках, например РФ10/31 фирмы БРАНД.
Для облицовывания профильных кромок щита со специально оставленным свесом пластика (после приклеивания) исп.сец.станки циклопроходного типа.Облицовочный пласитк пластифицируется нагретой шиной.При передвижении шины по профилю кромки материал принимает форму кромки и приклеивается. Облицовку способом постформинг осуш. На разл.станках, например РФ10/31 фирмы БРАНД.
 (Для одностороннего)
(Для одностороннего) , Где n-кол-во сторон
, Где n-кол-во сторон