|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Алюминиевые сплавы, их классификация, область примененияСтр 1 из 19Следующая ⇒
Алюминиевые сплавы, их классификация, область применения Алюминиевые сплавы используют в сварных конструкциях различного назначения. Основными достоинствами их как конструкционных материалов являются: высокая удельная прочность, малая плотность, хорошая стойкость против коррозии, высокая технологичность. Именно данные свойства обуславливают широкое применение алюминиевых сплавов авиационной и космической промышленности, где масса конструкции имеет первостепенное значение. Чистый алюминий ввиду своей низкой прочности почти не применяется как конструкционный металл. Холодная пластическая деформация заметно повышает прочность, но снижает пластичность металла. Нагартовка листов технического алюминия повышает его предел прочности от 80 до 147-176 МПа. При этом относительное удлинение снижается до 1-2 %. Упрочнение, достигнутое в результате нагартовки, сохраняется при нагреве до температур ниже температуры рекристаллизации (примерно 400°С). Поэтому при проектировании сварных конструкций следует ориентироваться на не нагартованный металл. Основное значение как конструкционный металл имеют полуфабрикаты из алюминиевых сплавов (листы, профили, трубы и пр.). Легирующими элементами в алюминиевых сплавах являются марганец, медь, цинк, магний, кремний, в качестве модифицирующих добавок используют титан, цирконий, бор. По способам получения алюминий и его сплавы обычно делят на две группы: деформируемые (к ним относится и технический алюминий) и литейные. Деформируемые сплавы разделяются на термически не упрочняемые - твердые растворы, имеющие концентрацию легирующих элементов ниже предела растворимости при комнатной температуре, и термически упрочняемые - сплавы, имеющие концентрацию легирующих элементов сверх этого предела. Алюминий и его сплавы обладают специфическими свойствами, обусловливающими сравнительную сложность осуществления процесса их сварки. К таким свойствам относятся: • высокая степень сродства к кислороду и образование прочного оксида А12Оз в виде плёнки, покрывающей поверхность металла; • значительное превышение температуры плавления оксидной плёнки (2050°С) над температурой плавления алюминия (~660°С); • высокая способность алюминия растворять водород; • склонность к порообразованию; • высокая теплопроводность; • высокий коэффициент линейного расширения; • большая жидкотекучесть; • резкий переход из твёрдого состояния в жидкое при нагреве; • склонность многих сплавов к образованию горячих и холодных трещин. Алюминиевые сплавы используют в сварных конструкциях различного назначения. Основными достоинствами их как конструкционных материалов.
Какие способы резки и оборудование применяют при получении заготовок Механические способы: Резка на ножницах. Процесс основан на упругопластической деформации и скалывании металла. Под давлением ножа разрезаемый материал заводят между нижним и верхним ножами ножниц. Под давлением верхнего ножа вначале происходит вдавливание ножей в металл на глубину 0, 2…0, 4 толщины, а затем скалывание металла по поверхности между остриями режущих кромок. В производстве сварных конструкций применяются следующие виды ножниц: листовые с наклонным ножом, высечные, двухдисковые с ноклонными ножами, однодисковые с наклонным ножом, многодисковые, ножницы для резки уголка, швеллеров и двутавров, пресс-ножницы комбинированные, сортовые и ручные механизированные. Большинство ножниц предназначено для прямолинейной резки. Фигурная резка может производиться на ножницах высечных, двухдисковых с наклонными ножами и ручных механизированных. Для поперечной резки фасонного и сортового материала применяются пресс-ножницы комбинированные, ножницы комбинированные, ножницы для резки уголка, швеллеров и двутавров, ножницы сортовые. Отрезные станки. Применение для резки труб, фасонного и сортового материала, на отрезных станках можно резать материал большего сечения, чем на ножницах, и качество резки более высокое, однако трудоемкость резки на отрезных станках значительно выше, чем при резке на ножницах. Поэтому отрезные станки применяются для резки профилей, которые невозможно резать на ножницах, например под углом или в случаях, когда необходимо обеспечить высокую точность резки. В производстве деталей сварных конструкций применяются отрезные станки с дисковыми пилами, труборезные станки, а также станки с шлифовальными отрезными кругами. Термическая резка: Применяется для листового материала средних и больших толщин и труб большого диаметра. С помощью термической резки может производиться как прямолинейная, так и фигурная резка металла толщиной до 300 мм и более. Основными видами термической резки является кислородная и плазменно-дуговая резка. Процесс кислородной резки основан на сгорании металла в среде кислорода и удалении этой средой образующихся жидких окислов. Плазменно-дуговая резка основана на плавлении металла в зоне реза электрической дугой и образующейся в ней струи плазмы рабочего газа. Рабочим газом при плазменно-дуговой резке являются аргон, азот, смеси аргона и азота с водородом, кислород в смеси с азотом, сжатым воздух. Возможно применение также лазерной резки – данный способ обеспечивает наиболее высокую точность и качество резки. Классификация сварных соединений и швов По типам сварные соединения различают на стыковые, угловые, тавровые, нахлесточные. Тип соединения определяет конструктивная особенность изготавливаемой сборочной единицы, геометрические размеры свариваемых кромок и характер разделки или подготовки кромок выбираются согласно действующему стандарту на данный вид сварки. В отдельных случаях могут быть применены нестандартные соединения в какой-либо конструкции. При этом обязательно на чертеже показывается сварное соединение со всеми необходимыми размерами. Сварные швы в зависимости от пространственного положения подразделяются на: нижние (сварка в нижнем положении); наклонные (деталь наклоняется по отношению к горизонтальной плоскости); потолочные; вертикальные. Существуют классификации сварных швов по различным признакам: по протяженности (двусторонние непрерывные; односторонние прерывистые; двусторонние цепные; двусторонние шахматные), по внешнему виду (выпуклые, нормальные, вогнутые), по выполнению (односторонние, двусторонние), по направлению действия рабочего усилия относительно швов (продольные, поперечные, комбинированные, косые), по числу слоев и проходов. Параметры режима диффузионной сварки Диффузионная сварка в твердом состоянии - способ получения монолитного соединения, образовавшегося вследствие возникновения связей на атомном уровне, появившихся в результате максимального сближения контактных поверхностей за счет локальной пластической деформации при повышенной температуре, обеспечивающей взаимную диффузию в поверхностных слоях соединяемых материалов. Отличительной особенностью диффузионной сварки от других способов сварки давлением является применение относительно высоких температур нагрева (0, 5-0, 7 Тпл) и сравнительно низких удельных сжимающих давлений (0, 5-0 МПа) при изотермической выдержке от нескольких минут до нескольких часов. К основным параметрам режима диффузионной сварки относится: Сварочное давление, Температура сварки (выдержки), Время сварки (выдержки), Защитная среда (инертный газ, вакуум). Сборка конструкций на прихватках. Требования к постановке прихваток. Подготовка и сборка элементов конструкции под сварку во многом определяет качество сварных соединений и их эксплуатационную надежность. Прихватку деталей выполняют следующим образом: с увеличением толщины свариваемых кромок увеличиваются высота, длина и шаг прихваток. Поперечное сечение прихватки 1/2 - 1/3 сечения полного шва. В местах резких переходов, в острых углах, на окружностях с малым радиусом и в других местах концентрации напряжений установка прихваток как правило не разрешается. Прихватки также не следует устанавливать вблизи отверстий, на расстоянии менее 10 мм от отверстия или от края детали. При прихватке фланцев, цилиндров, шайб, трубных соединений прихватки должны быть расположены симметрично. В случае двусторонней прихватке деталей прихватки следует располагать в шахматном порядке. В тех случаях, когда сборочные приспособления, в которых закреплены элементы собираемого узла, пригодны для выполнения в них сварки, нет необходимости в постановке прихваток. Последовательность выполнения прихваток листовых конструкций должна сводить до минимума коробление листов. Прихватку длинных листов начинают с постановки прихваток на одном, а затем на другом концах соединения, третью прихватку ставят посередине, остальные – между ними. Прихватку протяженных листовых соединений в тавр начинают с середины соединения. Когда первая прихватка установлена, последующие прихватки ставят вначале от середины к одному концу, а затем от середины к другому концу. Длина прихватки должна составлять (2-5)S, но не более 100 мм, а расстояние между ними (10-40)S, но не более 500 мм, где S – толщина. Для разнотолщинных и разнородных материалов длина прихватки должна составлять (1-5)S, но не более 50 мм, а расстояние между ними (5-20)S, но не более 250 мм, где S наименьшая толщина. В случае, если собранные на прихватках детали подлежат транспортированию до сварки, их количество, расположение и размеры должны быть рассчитаны на транспортировочные нагрузки, в том числе от собственного веса. Сварочный ток при прихватке обычно на 10% меньше тока, необходимого для сварки тех же деталей. Прихватку выполняют обычно электродами меньшего диаметра, чем для сварки. Длина дуги при этом должна быть короткой. При прихватке соединений из элементов разной толщины дугу направляют на элемент большей толщины. Если в прихватке образовалась трещина, то в непосредственной близости от нее устанавливают новую прихватку, а прихватку с трещиной удаляют. Во всех случаях перед сваркой прихватки должны быть зачищены до полного удаления остатков шлака. Производят зачистку прихваток механическим способом до плавного перехода к основному металлу. При автоматической и полуавтоматической сварке продольных стыковых соединений начало и конец швов необходимо выводить на технологические планки, которые следует прихватывать или приваривать ручной дуговой сваркой. Микроплазменная сварка. Плазмой называется частично или полностью ионизированный газ, состоящий из нейтральных атомов и молекул, а также электрически заряженных ионов и электронов. Для повышения температуры и мощности обычной дуги и превращения ее в плазменную используются два процесса: сжатие дуги и принудительное вдувание в дугу плазмообразующего газа. Сжатие дуги осуществляется за счет размещения ее в специальном устройстве - плазмотроне, стенки которого интенсивно охлаждаются водой. В результате сжатия уменьшается поперечное сечение дуги и возрастает ее мощность - количество энергии, приходящееся на единицу площади. Температура в плазменной дуге достигает 30000°С. Одновременно со сжатием в зону плазменной дуги вдувается плазмообразующий газ, который нагревается дугой, ионизируется и в результате теплового расширения увеличивается в объеме в 50-100 раз. Это заставляет газ истекать из канала сопла плазмотрона с высокой скоростью. Наиболее распространенной является микроплазменная сварка. В связи с достаточно высокой степенью ионизации газа в плазмотроне и при использовании вольфрамовых электродов диаметром 1-2 мм плазменная дуга может гореть при очень малых токах, начиная с 0, 1 А. Микроплазменной дугой (сила тока 0, 1...25А) сваривают листы толщиной 0, 025...0, 8 мм из углеродистой и нержавеющей стали, меди, титана, тантала и др. Специальный малоамперный источник питания постоянного тока предназначен для получения дежурной дуги, непрерывно горящей между электродом и медным водоохлаждаемым соплом. При подведении плазмотрона к изделию зажигается основная дуга, которая питается от источника. Плазмообразующий газ подается через сопло плазмотрона, имеющее диаметр 0, 5-1, 5 мм. Защитный газ подается через керамическое сопло. К основным параметрам процесса микроплазменной сварки относятся сила тока, напряжение, расход плазмообразующего и защитного газа, диаметр канала сопла, глубина погружения в сопло электрода, диаметр электрода. По сравнению с аргонодуговой сваркой микроплазменная имеет следующие важные преимущества: - изменение длины микроплазменной дуги оказывает значительно меньшее влияние на качество сварного соединения деталей малых толщин; - дежурная плазменная дуга уверенно зажигается при токах менее 1 А; - облегчается доступ к объекту сварки и улучшается зрительный обзор рабочего пространства (на токе ~ 15 А длина дуги достигает 10 мм). Микроплазменная сварка находит широкое применение в радиоэлектронике и приборостроении для сварки тонких листов и фольги.
Предварительный подогрев. Расчет температур подогрева в зависимости от химического состава и толщины. Наиболее радикальным приемом снижения скорости охлаждения является предварительный подогрев свариваемых кромок. Температура предварительного подогрева может быть определена через эквивалент углерода. Он определяется по эмпирическим формулам, которые несколько отличаются друг от друга в разных литературных источниках. Приведем наиболее часто применяемые зависимости (на углеродистые низколегированные и высоколегированные стали данные зависимости не распространяются): Сэ = Сх + Ср, где Сх — химический эквивалент углерода; Ср — размерный коэффициент углерода. Сх = С + Mn/9 + Cr/9 + Ni/18 + Mo/12 Ср = 0, 005δ ·Сх, где δ - толщина свариваемого металла. Температура предварительного подогрева в этом случае может быть определена по формуле
В некоторых случаях размерный коэффициент не учитывают. При этом эквивалент углерода определяют по формуле Сэкв = С + Mn/6 + (Cr + Mo + V)/5 + (Cu + Ni)/15. При этом температура предварительного подогрева определяется по графику. Баллоны для горючих газов. Баллоны предназначены для хранения и транспортировки сжатых, сжиженных и растворенных газов, регламентируются требованиями ГОСТ 949-73. Их изготавливают из бесшовных углеродистых или легированных труб под условное давление до 20 МПа (200 кг с/м² ). Для передвижных сварочных установок наибольшее распространение получили баллоны емкостью 40 дм3. На сферической части баллона ставится клеймо, на котором паспортные данные: товарный знак изготовителя, номер баллона, дата изготовления и год следующего испытания, масса порожнего баллона и его емкость. Периодические испытания баллонов производятся не реже, чем каждые пять лет. В зависимости от газа, для которого предназначен баллон, его окраска и надписи отличаются. Кроме того, на баллоне должна стоять надпись, указывающая, под какой газ он предназначен. Требования к газовым баллонам К эксплуатации допускаются только исправные и освидетельствованные газовые баллоны. Вентиль газового баллона должен быть плотно ввернут в отверстие горловины или в расходно-наполнительные штуцера у специальных баллонов, не имеющих горловины. Стенки баллона не должны иметь вмятин, трещин, вздутий, сильной коррозии и иных деформаций. Баллон должен быть окрашен и маркирован соответственно ГОСТа. Остаточная окраска баллона должна быть не менее 70%. Баллон должен иметь остаточное давление не менее 0, 05 МПа (0, 5 кгс/см2). Перевозка одиночных баллонов должна производиться с предохранительными колпаками и с применением приспособлений, предохраняющих баллон от ударов и перемещений. В качестве таких устройств могут применяться деревянные бруски с гнездами, резиновые кольца и веревочные крепления.
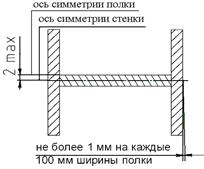
Требования к сборке двутавровых балок. Схема базирования элементов балок в кондукторе. Оборудование для поворота балок в заданное положение. При сборке необходимо обеспечить симметрию и взаимную перпендикулярность полок и стенки, надежное их прижатие друг к другу и последующие закрепление прихватами. С этой целью используются сборочные кондукторы с соответствующим расположением баз и прижимов по всей длине балки (рис. 34).
Допуски на сборку Схема кондуктора Н-образного сечения балки для сборки двутавровых балок
Цепной кантователь. Он состоит из нескольких фасонных рам 5, на каждой из которых смонтированы две цепные звездочки (холостая 1 и ведущая 4) и холостой блок 6. Свариваемая балка 3 укладывается на провисающую цепь 2. Ведущие звездочки имеют общий приводной вал и обеспечивают поворот балки в требуемое положение. Следует иметь в виду, что такой кантователь не обеспечивает жёсткого и неизменного положения свариваемой конструкции.
Технология сварки чугуна Чугун – многокомпонентный железоуглеродистый сплав, содержащий более 2, 14% углерода. В чугуне обычно присутствуют: 1, 6 – 2, 5% кремния; 0, 5 – 1, 0% марганца, сера и фосфор. В специальные чугуны вводят легирующие добавки: никель, хром, молибден, ванадий и др. В зависимости от структуры чугуны подразделяются на белые и серые. В белых чугунах весь углерод связан в химическое соединение: карбид железа (Fe3C) – цементит. В серых чугунах значительная часть углерода находится в структурно свободном состоянии в виде графита. В зависимости от способов преодоления трудностей существуют три технологических направления сварки чугуна: 1) технология, обеспечивающая получение в металле шва чугуна; 2) технология, обеспечивающая получение в металле шва низкоуглеродистой стали; 3) технология, обеспечивающая получение в металле шва сплавов цветных металлов. Технология сварки, обеспечивающая получение в металле шва чугуна. Наиболее радикальным способом борьбы с образованием отбеленных и закаленных участков и возникновением трещин, является подогрев. Если температура предварительного подогрева находится в пределах 600 - 650º С, сварку называют горячей; если Тпп – 400 - 450º С, сварку называют полугорячей. При отсутствии подогрева сварка называется холодной. Технологический процесс горячей сварки состоит из следующих операций: подготовка изделия под сварку; предварительный подогрев деталей; сварка; последующее охлаждение. Сварку производят электродами марок ЭЧ-1; ЭЧ-2 и СЧ-5 (для изделий из серого и ковкого чугуна) и марки ЭВЧ-1 (для изделий из высокопрочного чугуна) в нижнем положении. Сварка осуществляется постоянным током обратной полярности на форсированных режимах. Это позволяет создать большую по объему сварочную ванну, что благоприятно сказывается на удалении из расплавов газов и неметаллических включений. По окончании сварки детали охлаждают вместе с печью или другим нагревательным приспособлением. Скорость охлаждения не более 50 - 100º С/ч. Технология сварки, обеспечивающая получение в металле низкоуглеродистой стали. Стальные электроды можно применять только для декоративной заварки небольших по размерам дефектов, если к сварному соединению не предъявляются требования обеспечения прочности, плотности и обрабатываемости режущим инструментом. С целью уменьшения участия основного металла в шве, а также размеров ЗТВ, в том числе и участков отбеливания и закалки, применяют электроды небольших диаметров на малых токах, не перегревая основной металл. При сварке чугуна низкоуглеродистыми электродами общего назначения наиболее слабое место сварного соединения - околошовная зона у границы сплавления. Хрупкость этой зоны и наличие в ней трещин нередко приводят к отслаиванию шва от основного металла. Однако более рационально применение специальных электродов, позволяющих ввести в металл шва сильный карбидообразователь – ванадий. В данном случае в шве образуются карбиды этого элемента, не растворяющиеся в железе и имеющие форму мелкодисперсных нетвердых включений. Технология сварки, обеспечивающая получение в металле шва сплавов цветных металлов. Для получения швов, обладающих достаточно высокой пластичность в холодном состоянии, применяют электроды, обеспечивающие положение в наплавленном металле сплавов на основе меди и никеля. Медь и никель не образуют соединений с углеродом, но их наличие в сплаве уменьшает растворимость углерода в железе и способствует графитизации. Попадая в зону неполного расплавления, прилегающую к шву, они уменьшают вероятность отбеливания. Кроме того пластичность металла шва способствует частичной релаксации сварочных напряжений и поэтому снижается вероятность образования трещин в ЗТВ. Для сварки чугуна используют медно-железные, медно-никелевые и железоникелевые электроды. Газовая сварка – один из наиболее надежных способов получения наплавленного металла, близкого по своим свойствам к основному. При газовой сварке, нагрев более длителен и равномерен, охлаждение изделия происходит медленнее, что создает благоприятные условия для графитизации углерода, уменьшается опасность появления зон отбеленного чугуна, в участках, прилегающих к шву. Возможна электрошлаковая сварка. В качества электродов используют литые чугунные пластины и фторидные обессеривающие флюсы. Медленное охлаждение, характерное для ЭШС, позволяет получать соединение без отбеленных и закаленных участков, без трещин и др. дефектов
Что является исходными данными для проектирования сборочно-сварочных приспособлений? Задание на проектирование. Проектирование специальной сборочно-сварочной технологической оснастки ведется на основании технических заданий, разработанных в соответствии с технологическим процессом изготовления изделия и утвержденных главным технологом или главным сварщиком предприятия. Техническое задание включает: 1) технологический процесс сборки и сварки; 2) чертежи изделия (уточненный экземпляр); 3) базовые и установочные поверхности собираемых в установке (приспособлении) деталей; 4) схему расположения зажимных элементов, их тип и развиваемые ими усилия; 5) характер работы установки (приспособления) - подъемное, поворотное, подъемно-поворотное; 6) задание на проектирование встроенной в установку (стенд) вытяжной, (из зоны сварки) вентиляции; 7) рабочее давление в цеховой пневмосети; 8) рабочее напряжение электросети; 9) коэффициент сменности, режим работы и характер производства. В техническом задании должен быть решен вопрос о способах загрузки изделия в технологическую оснастку и о связи ее с общим технологическим потоком изготовления.
Алюминиевые сплавы, их классификация, область применения Алюминиевые сплавы используют в сварных конструкциях различного назначения. Основными достоинствами их как конструкционных материалов являются: высокая удельная прочность, малая плотность, хорошая стойкость против коррозии, высокая технологичность. Именно данные свойства обуславливают широкое применение алюминиевых сплавов авиационной и космической промышленности, где масса конструкции имеет первостепенное значение. Чистый алюминий ввиду своей низкой прочности почти не применяется как конструкционный металл. Холодная пластическая деформация заметно повышает прочность, но снижает пластичность металла. Нагартовка листов технического алюминия повышает его предел прочности от 80 до 147-176 МПа. При этом относительное удлинение снижается до 1-2 %. Упрочнение, достигнутое в результате нагартовки, сохраняется при нагреве до температур ниже температуры рекристаллизации (примерно 400°С). Поэтому при проектировании сварных конструкций следует ориентироваться на не нагартованный металл. Основное значение как конструкционный металл имеют полуфабрикаты из алюминиевых сплавов (листы, профили, трубы и пр.). Легирующими элементами в алюминиевых сплавах являются марганец, медь, цинк, магний, кремний, в качестве модифицирующих добавок используют титан, цирконий, бор. По способам получения алюминий и его сплавы обычно делят на две группы: деформируемые (к ним относится и технический алюминий) и литейные. Деформируемые сплавы разделяются на термически не упрочняемые - твердые растворы, имеющие концентрацию легирующих элементов ниже предела растворимости при комнатной температуре, и термически упрочняемые - сплавы, имеющие концентрацию легирующих элементов сверх этого предела. Алюминий и его сплавы обладают специфическими свойствами, обусловливающими сравнительную сложность осуществления процесса их сварки. К таким свойствам относятся: • высокая степень сродства к кислороду и образование прочного оксида А12Оз в виде плёнки, покрывающей поверхность металла; • значительное превышение температуры плавления оксидной плёнки (2050°С) над температурой плавления алюминия (~660°С); • высокая способность алюминия растворять водород; • склонность к порообразованию; • высокая теплопроводность; • высокий коэффициент линейного расширения; • большая жидкотекучесть; • резкий переход из твёрдого состояния в жидкое при нагреве; • склонность многих сплавов к образованию горячих и холодных трещин. Алюминиевые сплавы используют в сварных конструкциях различного назначения. Основными достоинствами их как конструкционных материалов.
Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 3562; Нарушение авторского права страницы
 .
.