
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сопряжение деталей. ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ. ДОПУСКИ И ПОСАДКИ. КАЧЕСТВО ПОВЕРХНОСТИ.
Машины состоят из деталей, узлов и агрегатов, которые соединяются в определённом порядке и с установленной точностью. Точность — один из важнейших показателей качества деталей машин, существенно влияющий на все критерии работоспособности и надежности механизмов, а, следовательно, и на выходные показатели машин. Детали машин не могут быть изготовлены абсолютно точно и всегда имеют некоторые отклонения от номинальных размеров. Поэтому для эксплуатации, изготовления и конструирования машин огромное значение имеет взаимозаменяемость деталей. Взаимозаменяемость и стандартизация. Взаимозаменяемость как принцип конструирования и производства деталей предложен и реализован впервые в конце XIX в. в производстве винтовок. Она обеспечивает правильную сборку и замену при ремонте независимо изготовленных деталей и узлов без дополнительной их обработки с соблюдением требований качества и экономичности. Взаимозаменяемость — это способность независимо изготовленных деталей и узлов без дополнительной обработки занимать свои места в машине и обеспечивать доброкачественную работу. Взаимозаменяемость позволяет производить: независимую обработку деталей высокопроизводительными методами (так как исключается необходимость пригонки одной сопрягаемой детали к другой); эффективное применение поточной и конвейерной сборки; обработку стандартным инструментом; высокопроизводительный простой и надежный контроль изделий с помощью калибров; быструю замену вышедших из строя деталей машин заранее изготовленными запасными; ускорение проектирования и т. д. Взаимозаменяемость деталей и узлов может быть полной и неполной (частичной). В последнем случае правильное, соединение деталей и узлов обеспечивается лишь для части их, изготовленной надлежащей точностью. Другая часть деталей, изготовленная менее точно, собирается путем подбора, с использованием компенсаторов и различных технологических средств. Полная взаимозаменяемость обеспечивается стандартной системой допусков и посадок. Стандартизация. Огромное значение в машиностроении имеет стандартизация. Стандартизация — это обеспечение единообразия и качества продукции введением специальных, обязательных для применения нормативных документов — стандартов. Стандартизация деталей, узлов и агрегатов машин охватывает — общие нормы, классификацию и терминологию и методы. Для обеспечения взаимозаменяемости деталей, узлов и комплексов и упорядочения их производства в масштабах предприятия, группы стран существуют стандарты: предприятия — СТП, отрасли — ОСТ, государственные — ГОСТ, СЭВ — СТ СЭВ, международные — МС. Их соблюдение является обязательным на всех этапах производства, сбыта и эксплуатации изделий. Основой для стандартизации являются размеры, количественно оценивающие геометрические параметры деталей. Размер - числовое значение линейной величины (диаметра, длины и т. д.) в выбранных единицах измерения. Размеры, проставляемые на чертежах деталей илисоединений, называют номинальными. Их получают из расчетов (на прочность, жесткость и т. д.) или принимают из конструктивных соображений. Для типизации технологических процессов, ограничения количества инструментов, типоразмеров деталей принятые номинальные размеры округляют до значений по ГОСТ 6636—89 «Нормальные линейные размеры». Стандартом предусмотрены четыре ряда размеров в порядке убывающей предпочтительности Р5, Ρ 10, Р20 и Р40, каждый из которых представляет геометрическую прогрессию со знаменателем, соответственно равным При изготовлении деталей действительный размер, т. е. размер, установленный измерением с допустимой погрешностью, может совпадать с номинальным размером лишь случайно, так как технологические погрешности (неточности изготовления инструментов, оборудования и т. д.) систематического и случайного характера вызывают неизбежные погрешности обработки и рассеяние размеров деталей. Установлено, что для обеспечения правильной сборки (геометрической взаимозаменяемости) и нормальной работы детали могут иметь некоторое рассеяние размеров относительно номинальных значений. Максимальный и минимальный размеры, между которыми может находиться действительный размер детали, называют предельными размерами.
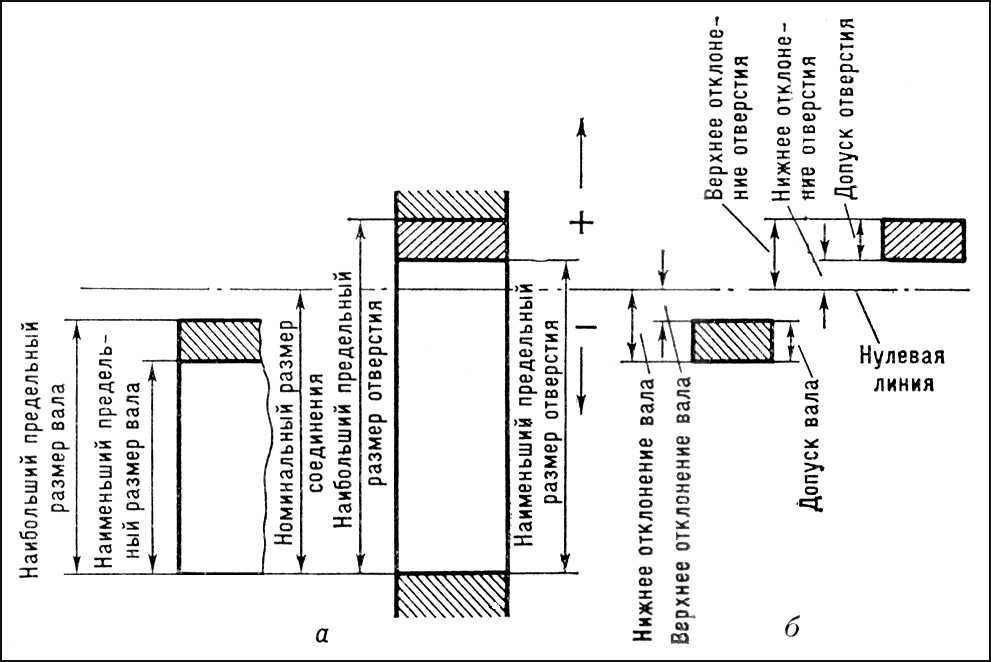
На рис. 52 схематически показаны совмещенные по образующей цилиндрические валы (а)и отверстия (б) с номинальными предельными диаметрами. Обозначим их через Dmax и Dmin — для отверстия и dmax и dmin — для вала. Алгебраическую разницу между измеренным размером (действительным и предельным и др.) и соответствующим номинальным значением называют отклонением. Действительное отклонение — алгебраическая разность между действительным и номинальным размерами; предельное отклонение — алгебраическая разность между предельным и номинальным размерами. В ГОСТ 25346-82 применены следующие условные обозначения отклонений: верхнее и нижнее отклонения: (начальные буквы французских слов Ecart — отклонение, Superieur — верхнее, Inferieur — нижнее) для отверстия ES = Dmax — d EI = Dmin — d; для вала es = dmax — d; ei = dmin — d, где d - номинальный диаметр. Величины отклонений могут быть положительными и отрицательными. При схематическом изображении (см. рис. 46) они задаются относительно номинальных размеров, которые служат началом отсчета (положительные отклонения откладываются вверх, а отрицательные — вниз от нулевой линии). Для поверхностей сопряжения (соприкосновения) деталей номинальный размер может быть общим (например, для соосных сопряжений вала и ступицы). Экономически целесообразные отклонения размеров деталей определяются Единой системой допусков и посадок, установленной СТСЭВ 144—75. Допуск размера есть разность между наибольшим и наименьшим допустимыми предельными размерами. Допуск (Tolerant) обозначается буквой Τ и всегда положителен. (рис. 52). Допуск размера обозначают буквами IT, например допуск размера вала IT=Tд = dmax — dmin = es — ei, а допуск размера отверстия IT= TD =Dmax - Dmln = ES-EI. Поле допуска TD — поле, ограниченное верхним и нижним отклонениями, — определяется числовым значением допуска и его положением относительно номинального размера. Предусматриваются следующие основные отклонения (в диапазоне размеров 1...500 мм) в порядке уменьшения зазора и увеличения натяга в соответствующих посадках (строчные буквы латинского алфавита — для валов, прописные — для отверстий): а в с d e f g h js k A B C D E F G H Js K m n p r s t u ν x у z Μ Ν Ρ R S Τ U V Χ Υ Z При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рис. 52). Расположение поля допуска относительно нулевой линии принято обозначать одной или двумя буквами латинского алфавита — прописной для отверстия и строчной для валов (например, Н5, F7, h8, js8 и т.д.). При одном и том же допуске деталь большего размера изготовить сложнее, чем деталь меньшего размера. Числовые значения допусков в основном диапазоне размеров 1...500 мм приняты пропорциональными корню кубическому из размера детали с небольшой поправкой, пропорциональной размеру. Поэтому размер допуска IT назначают в зависимости от диаметра, T=ai: (10.1), вводя единицу допуска
здесь d — в мм, и IT = ai. Зависимость (10.2) представляет кубическую параболу, а i — является мерой точности, так как допуск получается произведением i на безразмерный коэффициент а: Для наиболее распространенного в машиностроении диапазона размеров от 1 до 500 мм, для которого справедлива формула (1), стандартизация числовых значений допусков проведена путем установления 13 основных стандартных интервалов размеров. Точное соблюдение зависимости (10.2) для всех размеров диапазона от 1 до 500 мм нецелесообразно, так как для близких друг к другу размеров нет смысла изменять допуски. Поэтому при составлении стандартизованных числовых значений допусков диапазона 1…500 мм отобрано 13 значений единиц допусков, равных ординатам средних геометрических значений интервалов: до 3, 3-6, 6-10, 10-18, 18-30, 30-50, 50 -80, 80-120, 120-180, 180-250, 250 - 315, 315 - 400, 400 - 500. Другими словами, для каждого интервала принята постоянная величина i (а следовательно, и допуска T), равная ординате среднегеометрического значения интервала D Соотношение между допуском и единицей допуска
Рис. 53. Зависимость между единицей допуска i и номинальным значением размера D Допуски установлены в соответствии с девятнадцатью квалитетами (степенями точности), обозначаемыми в порядке понижения точности 0, 1; 0; 1; 2; ... 17. Квалитет характеризуется числом единиц допуска. Квалитет отражает точность технологического процесса. В ЕСДП СЭВ для размеров до 500 мм установлено 19 квалитетов: IТ01, IT0, IТ1, IТ2, IТ3,..., IT17, IТ - International Tolerance (Международный допуск или допуск ИСО). IТ8, например, означает допуск системы по 8-му квалитету ИСО. Число единиц допусков в формуле (2) представляет собой ряд геометрической прогрессии R5 со знаменателем При существующем многообразии технологических процессов оказалось, что выбранный для регламентации их ряд R5 вполне достаточен, с одной стороны, для обеспечения действительно необходимой точности для выполнения деталями или изделиями их функционального назначения, с другой стороны, рационально ограничивает выбор значений числа единиц допуска до числа, действительно необходимого и экономически целесообразного. Квалитеты 4 и 5 применяют: а) для деталей, определяющих точность работы особо точных машин, прецизионных станков, делительных машин; б) для особо напряженных деталей быстроходных машин в случаях, когда точность в значительной степени определяет нагрузку или распределение напряжений; в) для деталей быстроходных механизмов при необходимости бесшумной работы. Квалитеты 6...8 считаются основными в современном производстве. Квалитет 9 характерен для деталей в низкоскоростных машинах и механизмах и других машинах с пониженными требованиями к точности. Квалитеты 10, 11 применяют для деталей, узлов и машин низкой точности, тихоходных; они предусматривают возможность частичного применения деталей, изготовленных без снятия стружки из чистотянутой круглой стали и труб, холодноштампованных деталей и т. д. Квалитеты 12 и 13 применяют при самых минимальных требованиях к качеству обработки, как правило, для вспомогательных устройств, они ориентированы на изготовление деталей без снятия стружки. Квалитеты 14...17 предназначаются дли свободных размеров деталей, т. е. размеров несопрягаемых поверхностей, и также для размеров заготовок после предварительной обработки. Эти квалитеты точности получаются в результате штампования, волочения, отливки в пресс-формы, грубой обточки и т. д. Величины верхнего и нижнего предельных отклонений указываются на чертежах тремя способами: 1) мелкими цифрами (мм) за номинальным размером; отклонения, равные нулю, не проставляются. Отклонения могут иметь одинаковые или разные знаки, например 2) условным обозначением поля допуска, состоящим из буквы и цифры, обозначающей квалитет, например 12G8, 20h10; 3) одновременным указанием поля допуска и цифровых значений отклонений (в скобках), например 12G8 Характер сопряжения — посадка двух соосных цилиндрических деталей (охватываемой — вала и охватывающей — отверстия) зависит от их действительных размеров. Если диаметр отверстия больше диаметра вала, то в соединении между ними будет зазор (рис.54; положительная разность диаметров), обеспечивающий свободное осевое и окружное перемещения одной детали относительно другой. Если размер отверстия меньше размера вала (отрицательная разность размеров), то в соединении образуется натяг (рис. 55). Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 1676; Нарушение авторского права страницы
 ;
;  ;
;  и
и  .
.
 (10.2)
(10.2) значит при подсчете единицы допуска по формуле (10.2) кубический корень извлекается не из любого заданного числа, а из среднего геометрического значения интервала размеров, в котором находился размер. Например, расчет на прочность при конструировании детали (узла) изделия дал результат 12 мм. Так как размер 12 мм находится в интервале 10—18 мм, то среднее геометрическое значение интервала
значит при подсчете единицы допуска по формуле (10.2) кубический корень извлекается не из любого заданного числа, а из среднего геометрического значения интервала размеров, в котором находился размер. Например, расчет на прочность при конструировании детали (узла) изделия дал результат 12 мм. Так как размер 12 мм находится в интервале 10—18 мм, то среднее геометрическое значение интервала  . Значит, для диаметра 12 мм D = 13, 4 мм (средний геометрический размер)
. Значит, для диаметра 12 мм D = 13, 4 мм (средний геометрический размер)  Разбивка диапазона 1-500 мм. на 13 интервалов проведена таким образом, чтобы значения i, подсчитанные по формуле (10.2) по крайним значениям интервала, не отличались по величине более чем на 5 — 8%.
Разбивка диапазона 1-500 мм. на 13 интервалов проведена таким образом, чтобы значения i, подсчитанные по формуле (10.2) по крайним значениям интервала, не отличались по величине более чем на 5 — 8%.
 .
. , 20+0, 018 или
, 20+0, 018 или  ;
;  , 20h10 (-0, 08).
, 20h10 (-0, 08).