|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Зубчатые передачи с зацеплением M.Л. Новикова
В этом зацеплении профиль зубьев выполняется не по эвольвенте, а по дуге окружности или по кривой, близкой к ней (рис. 16.4).
Рис. 16.4 – Зацепление Новикова
При зацеплении выпуклые зубья одного из колес контактируют с вогнутыми зубьями другого. Поэтому площадь соприкосновения одного зуба с другим в передаче Новикова значительно больше, чем в эвольвентных передачах. Касание сопряженных профилей теоретически происходит в точке, поэтому данный вид зацепления называют точечным. При одинаковых с эвольвентным зацеплением параметрах точечная система зацепления с круговым профилем зуба обеспечивает увеличение контактной прочности, что в свою очередь позволяет повысить нагрузочную способность передачи в 2...3 раза по сравнению с эвольвентной. Взаимодействие зубьев в сравниваемых передачах также различно: в эвольвентном зацеплении преобладает скольжение, а в зацеплении Новикова — качение. Это создает благоприятные условия для увеличения масляного слоя между зубьями, уменьшения потерь на трение и увеличения сопротивления заеданию. К достоинствам зацепления Новикова относятся возможность применения его во всех видах зубчатых передач: с параллельными, пересекающимися и скрещивающимися осями колес, с внешним и внутренним зацеплением, постоянным и переменным передаточным отношением. Потери на трение в этой системе зацепления примерно в 2 раза меньше потерь в эвольвентном зацеплении, что увеличивает КПД передачи. К основным недостаткам передач с зацеплением Новикова относятся: технологическая трудоемкость изготовления колес, ширина колес должна быть не менее 6 модулей и др. В настоящее время передачи с зацеплением Новикова находят применение в редукторах больших размеров.
Изготовление зубчатых колёс
В настоящее время метод обката является наиболее технологичным, а поэтому и самым распространённым способом изготовления зубчатых колёс. При изготовлении зубчатых колёс могут применяться такие инструменты, как гребёнка, червячная фреза и долбяк. · Метод обката с применением гребёнки: Нарезание зубчатого колеса методом обкатки на зубофрезерном станке с помощью червячной фрезы · Метод обката с применением червячной фрезы: Помимо гребёнки в качестве режущего инструмента применяют червячную фрезу. В этом случае между заготовкой и фрезой происходит червячное зацепление. · Метод обката с применением долбяка: Зубчатые колёса также долбят на зубодолбёжных станках с применением специальных долбяков. Зубодолбёжный долбяк представляет собой зубчатое колесо, снабжённое режущими кромками. Поскольку срезать сразу весь слой металла обычно невозможно, обработка производится в несколько этапов. При обработке инструмент совершает возвратно-поступательное движение относительно заготовки. После каждого двойного хода, заготовка и инструмент поворачиваются относительно своих осей на один шаг. Таким образом, инструмент и заготовка как бы «обкатываются» друг по другу. После того, как заготовка сделает полный оборот, долбяк совершает движение подачи к заготовке. Этот процесс происходит до тех пор, пока не будет удалён весь необходимый слой металла. Метод копирования (Метод деления): Дисковой или пальцевой фрезой нарезается одна впадина зубчатого колеса. Режущая кромка инструмента имеет форму этой впадины. После нарезания одной впадины заготовка поворачивается на один угловой шаг при помощи делительного устройства, операция резания повторяется. Метод применялся в начале XX века. Недостаток метода состоит в низкой точности: впадины изготовленного таким методом колеса сильно отличаются друг от друга. Горячее и холодное накатывание: Процесс основан на последовательной деформации нагретого до пластического состояния слоя определенной глубины заготовки зубонакатным инструментом. При этом сочетаются индукционный нагрев поверхностного слоя заготовки на определенную глубину, пластическая деформация нагретого слоя заготовки для образования зубьев и обкатка образованных зубьев для получения заданной формы и точности. Изготовление конических колёс: Технология изготовления конических колёс теснейшим образом связана с геометрией боковых поверхностей и профилей зубьев. Способ копирования фасонного профиля инструмента для образования профиля на коническом колесе не может быть использован, так как размеры впадины конического колеса изменяются по мере приближения к вершине конуса. В связи с этим такие инструменты, как модульная дисковая фреза, пальцевая фреза, фасонный шлифовальный круг, можно использовать только для черновой прорезки впадин или для образования впадин колёс не выше восьмой степени точности. Для нарезания более точных конических колёс используют способ обкатки в станочном зацеплении нарезаемой заготовки с воображаемым производящим колесом. Боковые поверхности производящего колеса образуются за счёт движения режущих кромок инструмента в процессе главного движения резания, обеспечивающего срезание припуска. Преимущественное распространение получили инструменты с прямолинейным лезвием. При прямолинейном главном движении прямолинейное лезвие образует плоскую производящую поверхность. Такая поверхность не может образовать эвольвентную коническую поверхность со сферическими эвольвентными профилями. Получаемые сопряжённые конические поверхности, отличающиеся от эвольвентных поверхностей, называют квазиэвольвентными.
Расчет зубчатой передачи
Выбираем материал, для начала сталь 45, термообработка – улучшение, твердость НВ2=200, предел прочности σ Н2=690 Мпа(Н/мм2). По формуле (16.1) рассчитываем допускаемые контактные напряжения:
здесь
По формуле (16.2) рассчитываем допускаемые напряжения изгиба:
здесь
Коэффициенты для расчета геометрии ЗП. 1) Коэффициент нагрузки КH:
2) Коэффициент ширины колеса по межосевому расстоянию-
Большее значение принимают для симметричного, среднее – несимметричного, меньшее – консольного расположения зубчатых колес относительно опор:
Определяем минимальное межосевое расстояние из условия контактной прочности по формуле (16.3):
здесь
Расчетные значение для
Таблица 16.1 – межосевое расстояние
Приступим к расчету модуля Для внешнего зацепления применим формулу (2.4)
Для внутреннего зацепления применим формулу (2.5)
Расчетное значение округляем до стандартного из таблицы 16.2
Таблица 16.2 – модуль
Переходим к расчету числа зубьев Суммарное число зубьев прямозубых шестерни и колеса считается по формуле (16.6):
Для внешнего зацепления: Число зубьев шестерни считается по формуле (16.7а) или (16.7б):
Число зубьев колеса считается по формуле (16.8а) или (16.8б):
Для внутреннего зацепления:
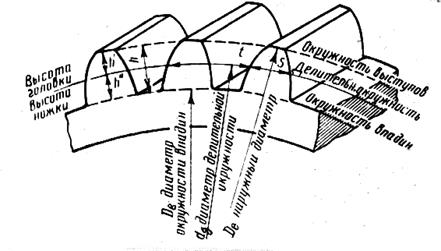
Минимальное Наконец проводим геометрический расчет (Рис 16.5).
Рис 16.5 – Геометрические параметры зубчатой передачи
Диаметры делительных окружностей считаются по формулам (16.9) и (2.10), (мм):
Проверяем условие:
Диаметры окружностей выступов считаются по формулам (16.11) и (16.12), (мм):
Диаметры окружностей впадин считаются по формулам (16.13) и (16.14), (мм):
Ширина зубчатых колес считаются по формулам (16.15) и (16.16), (мм):
Валы и оси
Основные понятия
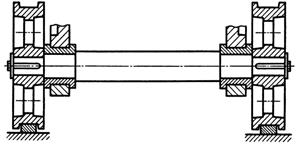
Зубчатые колеса, шкивы, звездочки и другие вращающиеся детали машин устанавливают на валах или осях. Деталь, на которую насаживают неподвижно или подвижно вращающееся устройство называется осью (рис. 17.1) или валом (рис. 17.2). Вал – деталь машин, предназначенная для поддержания сидящих на нем деталей и передачи крутящего момента. При работе вал испытывает деформации кручения и изгиба, иногда – растяжения-сжатия. Ось – деталь машин и механизмов, служащая для поддержания вращающихся частей, но не передающая полезный крутящий момент, а, следовательно, не испытывает кручения.
Рис.17.1 – Ось тележки
Классификация валов и осей
Виды валов: · коренные; · шпиндели; · трансмиссионные. По форме геометрической оси валы бывают: прямые, коленчатые, и гибкие. По типу сечения валы бывают: сплошные и полые. Оси бывают вращающиеся и неподвижные. Прямые валы и оси изготавливают гладкими или ступенчатыми. Образование ступеней связано с различной напряженностью отдельных сечений, а также с условиями изготовления и сборки.
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1141; Нарушение авторского права страницы


 - предел контактной выносливости при базовом числе циклов,
- предел контактной выносливости при базовом числе циклов,  ;
;  - коэффициент долговечности, для редукторостроения
- коэффициент долговечности, для редукторостроения  ;
;  - коэффициент безопасности.
- коэффициент безопасности.
 - предел выносливости при базовом числе циклов переменных напряжений,
- предел выносливости при базовом числе циклов переменных напряжений,  ;
;  - коэффициент безопасности;
- коэффициент безопасности;  - коэффициент, учитывающий реверсивность движения,
- коэффициент, учитывающий реверсивность движения,  - для реверсивного движения.
- для реверсивного движения. -для симметричного расположения;
-для симметричного расположения;  -для несимметричного расположения;
-для несимметричного расположения;  -для консольного расположения колес.
-для консольного расположения колес. ,
,  – для прямозубых колес,
– для прямозубых колес,  – для косозубых.
– для косозубых. , мм,
, мм,  -для передач с внешним зацеплением;
-для передач с внешним зацеплением;  -для передач с внутренним зацеплением;
-для передач с внутренним зацеплением;  -для прямозубых передач;
-для прямозубых передач;  -для косозубых передач;
-для косозубых передач;  -момент на колесе в Н
-момент на колесе в Н  .
. округляем до ближайшего стандартного значения по ГОСТ2185-66 табл. 16.1.
округляем до ближайшего стандартного значения по ГОСТ2185-66 табл. 16.1. и
и  по ГОСТ2185-66 (мм)
по ГОСТ2185-66 (мм) .
. ,
,  по ГОСТ9563-60 (мм)
по ГОСТ9563-60 (мм) ,
,  - должно получится целым значением (при необходимости изменить модуль зацепления и межосевое расстояние).
- должно получится целым значением (при необходимости изменить модуль зацепления и межосевое расстояние).
 .
.

 При
При 


 - для внешнего зацепления;
- для внешнего зацепления;  - для внутреннего зацепления.
- для внутреннего зацепления.



 ;
;  (2.16).
(2.16).