|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор рационального способа восстановления детали
Выбор способа восстановления деталей зависит от их конструктивно-технологических особенностей, а также условий работы, износа, технологических свойств самих способов восстановления, определяющих долговечность отремонтированных деталей и стоимость восстановления. Существует несколько методик выбора рационального способа восстановления. Методика, предложенная В.А. Шадричевым, основана на последовательном применении трех критериев — применимости, долговечности и экономичности. В дальнейшем она была конкретизирована, усовершенствована М.А. Масино и приведена к виду, удобному для практического применения. Согласно рассматриваемой методике выбираемый способ восстановления СВ выражается как функция трех коэффициентов СВ = f(Kп, Кд, Кэ), (10.3) где Кп — коэффициент применимости способа, учитывающий технологические, конструктивные и эксплуатационные особенности восстанавливаемой детали, а также технические характеристик и способа восстановления (табл. 10.2, 10.3); Кд — коэффициент долговечности (табл. 10.4); Кэ—коэффициент технико-экономической эффективности способа восстановления, характеризующий его производительность и экономичность (табл. 10.5, 10.6). Коэффициент долговечности Кд определяется как функция трех аргументов: Кд=f(Ки Кв Кс), (10.4) где Ки, Кв, Кс — коэффициенты износостойкости, выносливости и сцепления соответственно (см. табл. 10.4). Значения коэффициентов износостойкости, выносливости и сцепления определяются на основании сравнительных стендовых и эксплуатационных испытаний новых и восстановленных деталей. Коэффициент долговечности в общем случае равен произведению трех коэффициентов. Коэффициент технико-экономической эффективности Кэ рассчитывается по формуле Кэ=КпрЭ, (10.5) где Кпр — коэффициент производительности (табл. 10.5); Э —относительная экономичность способа, равная отношению себестоимости восстановления детали по эталонному варианту к себестоимости восстановления i-м способом.
Технические характеристики способов восстановления деталей Таблица 10.2
Применимость различных способов восстановления для типовых соединений автомобильных деталей Таблица 10.3
Примечание. «+»-широкое применение способа; «(+)»-ограниченное применение способа; «-»-применение способа не рекомендуется. Оценочные показатели способов восстановления деталей Таблица 10.4
Примечание. РР — обработка под ремонтный размер; ДРД — постановка дополнительной ремонтной детали; ПДГ (ПДХ) — пластическое деформирование горячее (холодное); РДС (РДН) — ручная дуговая сварка (наплавка); РГС (РГН) — ручная газовая сварка (наплавка); АДС (АДН) — аргонодуговая сварка (наплавка); НСФ — наплавка под слоем флюса; ВДН — вибродуговая наплавка; НУГ (СУГ) — наплавка (сварка) в среде углекислого газа; X — хромирование; Ж — железнение; KK (СМ) — нанесение клеевых композиций (синтетических материалов); М — металлизация; ЭМО — электромеханическая обработка. Технико-экономические показатели способов нанесения покрытий Таблица 10.5
Коэффициенты технико-экономической эффективности Кэ Таблица 10.6
Рассматриваемая методика выбора рационального способа восстановления детали состоит из трех этапов: 1.Определение принципиальной возможности применения различных способов восстановления конкретных деталей с учетом их конструкции, материала и производственных возможностей авторемонтной организации. Для этого рассматривают различные способы восстановления и выбирают те из них, которые удовлетворяют необходимому значению коэффициента применимости Кп. Однако коэффициент применимости выражен оценочными показателями и является предварительным, поскольку с его помощью нельзя решить вопрос выбора рационального способа восстановления детали, если этих способов несколько. Решая вопрос о применимости того или иного способа ремонта, надо использовать данные авторемонтных предприятий, источники информации Применимость способов восстановления конкретных деталей оценивается по данным таблиц. 10.2, 10.3.
2. Выбор из числа применимых тех способов восстановления конкретных деталей, которые обеспечивают последующий межремонтный ресурс восстановленных деталей, т.е. удовлетворяют значению коэффициента долговечности Кд (табл. 10.4). Чтобы обеспечить работоспособность детали на весь межремонтный пробег агрегата, применяемый способ восстановления должен иметь значение Кд в пределах 0, 8... 1, 0. Выбор такого способа восстановления конкретных деталей с высоким коэффициентом долговечности, который имеет наибольшее значение коэффициента технико-экономической эффективности Кэ (табл. 10.5, 10.6). Проводя анализ возможных способов устранения каждого дефекта детали, надо учитывать их преимущества и недостатки. Выбор способов восстановления деталей по другой методике производится по удельным показателям на 1дм2 поверхности: удельные энергозатраты, расход материалов на восстановление единицы поверхности, трудоемкость и себестоимость восстановления и др. Таким образом, при выборе рациональной технологии восстановления конкретных деталей необходимо предусмотреть решение комплекса задач, отражающих реальные условия производственной деятельности авторемонтной организации, форму организации производства, учитывающей объем ремонта и конструктивно- технологическую характеристику восстанавливаемых деталей, транспортные затраты, расход материалов, всех видов энергии, стоимость оборудования и т.п. При восстановлении деталей должно быть обеспечено основное техническое требование долговечности: минимальный ресурс восстановленных деталей должен быть не ниже межремонтного ресурса работы автомобиля. Следует также иметь в виду, что устранять сразу несколько дефектов конкретной детали целесообразно одним способом с целью сокращения маршрута восстановления. Выбор рационального способа восстановления детали может быть представлен в курсовом проекте в виде таблицы (пример 10) или обоснован (пример 11). Пример 10 Таблица 6 — Выбор рационального способа восстановления детали
Пример 11 Потенциально возможными способами восстановления размера стержня толкателя клапана, изготовленного из стали 35, диаметром 20 мм, имеющего износ 0, 16 мм, не испытывающего значительных и знакопеременных нагрузок, являются: обработка под ремонтный размер, наплавка в среде углекислого газа, вибродуговая наплавка, хромирование, железнение (см. табл. 10.5, 10.6) Значения коэффициента долговечности возможных способов восстановления следующие (см. табл. 10.2)
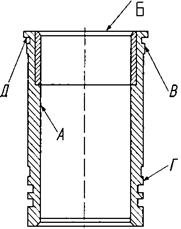
Из-за большого износа стержня толкателя клапана обработка под ремонтный размер неприемлема. Наибольший коэффициент долговечности имеет наплавка в среде углекислого газа, вибродуговая наплавка и хромирование, однако ввиду небольшого диаметра стержня толкателя и с учетом коэффициента технико-экономической эффективности (см. табл. 10.4) рациональным способом восстановления является железнение (Кэ = 0, 637), которое и принимаем окончательно для восстановления размера стержня толкателя клапана Выбор технологических баз Правильное взаимодействие деталей в агрегате достигается соблюдением при их изготовлении или ремонте требуемой точности не только размеров, качества обработки поверхностей, но и взаимного расположения осей и отдельных поверхностей. Все это зависит от правильности выбора технологических баз при механической обработке детали. Технологическая база — это поверхность (ось, точка) детали, посредством которой производится ее ориентация на станке или в приспособлении относительно режущего инструмента. При выборе технологических баз необходимо руководствоваться следующими правилами: базовые поверхности должны быть наиболее точно расположены относительно обрабатываемых поверхностей; при обработке поверхностей деталей желательно соблюдать принцип постоянства баз, т.е. за технологические базы принимать поверхности, при установке на которые можно обработать все поверхности детали; установку ремонтируемой детали на станке желательно производить по тем же базам, которые были приняты при изготовлении; при повреждении базовых поверхностей механическую обработку детали следует начинать с восстановления технологических баз; установка детали должна производиться по менее изношенным поверхностям; при отсутствии технологической базы, принятой при изготовлении детали, в качестве ее необходимо выбирать те поверхности, которые определяют положение детали в агрегате (конструкторские базы); при этом нужно стремиться, чтобы технологическая база совпадала с измерительной базой (принцип единства баз); если не предоставляется возможным обеспечить постоянство базы, в качестве новой технологической базы следует выбирать обработанные поверхности, обеспечивающие необходимую жесткость детали при ее обработке. Базы, отвечающие вышеперечисленным требованиям, обеспечат точность механической обработки детали за счет исключения из общей погрешности обработки погрешности базирования. В качестве технологической базы при механической обработке принимают: для деталей класса «Корпусные детали» — основную плоскость и два отверстия, расположенные на ней; для деталей класса «Круглые стержни» — центровые отверстия, реже — наружные поверхности; для деталей класса «Полые цилиндры» — внутренние и наружные цилиндрические поверхности и их торцы; для деталей класса «Диски» — наружные и внутренние цилиндрические поверхности, торец; для деталей класса «Некруглые стержни» — поверхности стержня и головки, а затем отверстие и обработанные поверхности головки. В данном пункте курсового проекта необходимо указать поверхности детали, являющиеся технологическими базами при восстановлении каждой из поверхностей и требующие ремонта, их полное наименование согласно классификации. Кроме этого, следует обозначить на эскизе детали поверхности, выбранные в качестве технологических баз, буквами А, Б, В и т.д. (пример 12) Пример 12 В качестве технологических баз при механической обработке посадочных поверхностей В и Г гильзы принимаем ее внутреннюю поверхность А (явная двойная направляющая база) и торец Б (явная опорная база), а для обработки внутренней поверхности А используем восстановленные наружные посадочные поверхности Б и Г (явная двойная направляющая база) и торец буртика Д (явная опорная база). Поверхности детали, выбранные в качестве технологических баз, обеспечивают соблюдение принципов постоянства и единства баз, так как... Они также являлись технологическими базами при изготовлении гильз.
Рисунок 1 Схема базирования гильзы цилиндра
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1432; Нарушение авторского права страницы