|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разработка технологического процесса восстановления или изготовления детали ⇐ ПредыдущаяСтр 5 из 5
Исходные данные. В технологической части курсового проекта в соответствия с заданием разрабатывается технологический процесс на восстановление детали. Разработка технологического процесса зависит от исходных данных, закладываемых в разрабатываемый процесс, и прежде всего от программы ремонтного предприятия. Для принятия технически грамотного решения, при описаний исходной информации необходимо: описать особенности конструкции детали (материал, термическую обработку, шероховатость и точность обработки, базовые Поверхности); описать условия работы детали в узле (агрегате), указав вид трения; -контактные нагрузки, знакопеременные нагрузки, усилия, растяжения, изгиба, сжатия, возможные изменения структуры, агрессивность среды и пр.; определить класс детали* к которому она относится, возможность обработки ее резанием, давлением, сваркой, указать механические свойства материала детали; выполнить ремонтный чертеж детали. Ремонтный чертеж (рис. 13) выполняется в соответствии с ЕСКД и с учетом правил, регламентируемых ГОСТ 2.604—68. Места на детали, подлежащие восстановлению.
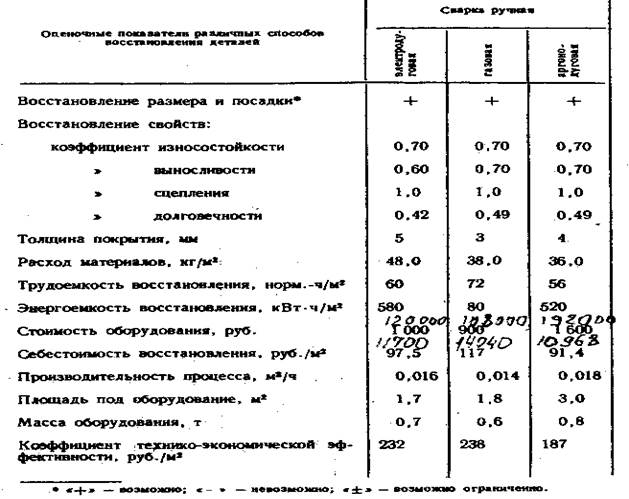
выполняются на чертеже сплошной основной линией, остальные изображения — сплошной тонкой линией. На ремонтных чертежах предельные отклонения размеров проставляются в виде числовых значений, либо в виде условных обозначений (Н7, Н9, N6, К6 и т. п.), рядом с которыми в скобках помещают их числовые значения. Допуски на свободные размеры 14, 15 и 16 квалитетов проставляются на ремонтных чертежах с округлением до десятых долей миллиметра. На ремонтных чертежах (за исключением чертежей на вновь изготавливаемые детали и сборочные единицы) изображаются только те виды, размеры и сечения, которые необходимы для проведения восстановления детали или сборочной единицы. На чертеже детали, восстанавливаемой сваркой, на плавкой, нанесением металлопокрытия рекомендуется выполнять эскиз подготовки соответствующего участка детали к ремонту. При применении сварки, пайки на ремонтном чертеже указываются наименование, марка, размеры материала, используемого при ремонте, а также номер стандарта на этот материал. На ремонтных чертежах категорийные (ремонтные) и пригоночные размеры, а также размеры детали, ремонтируемой снятием минимально необходимого слоя металла, обозначают буквами, а их числовые значения и другие данные указывают на выносных линиях или в таблице, помещаемой в право! ) верхней части чертежа. При этом для ремонтных размеров сохраняется класс точности и посадка, предусмотренные в рабочих чертежах. Для определения способа ремонта на ремонтных чертежах деталей и сборочных единиц помещают технологические требования и указания. Требования, относящиеся, к отдельному элементу детали или сборочной единицы, помещают на ремонтном чертеже рядом с соответствующим элементом или участком детали (сборочной единицы). Обозначения ремонтных чертежей получают добавлением к обозначениям детали или сборочной единицы буквы «Р» (ремонтный). Исходным документом для разработки технологического процесса является также «Карта технических требований на дефектацию детали» (форма 15). Обоснование размера партии. В условиях серийного ремонтного производства (по опыту ремонтных предприятий) размер партии принимают равным месячной или квартальной потребности в ремонтируемых или изготовляемых деталях. Для примера определим размер партии (месячную потребность X в штуках) на ремонт полуоси автомобиля ЗИЛ-130 на ремонтном предприятии с производственное программой 2000 полнокомплектных капитальных ремонтов в год: X=NКрm/12=20000, 5-2/12=16, 7, где Кр — коэффициент ремонта полуоси; т — число одноименных деталей в машине. Окончательный размер партии обосновывается с учетом габаритов деталей и экономической целесообразности. Выбор рационального способа восстановления детали. Выбор способа восстановления зависит от конструктивно- технологических особенностей и условий работы деталей, их износа, технологических свойств самих способов восстановления, определяющих долговечность отремонтированных деталей, и стоимости Их восстановления. Оценка способа восстановления дается по трем критериям — применимости; долговечности и экономичности. Критерий применимости (технологический критерий) определяет принципиальную возможность применения различных способов восстановления по отношению И конкретным деталям. Этот критерий не может быть выражен числом и является предварительным, поскольку с его помощью нельзя решить вопрос выбора рационального способа восстановления Деталей, если этих способов несколько.
Решая вопрос о применимости того или иного способа ремонта, надо использовать данные авторемонтных предприятий страны, информацию журнала «Автомобильный транспорт» и других литературных источников. В качестве примера рассмотрим вариант выбора способа ремонта по критерию применимости для коленчатого вала двигателя ЗИЛ-130. Вал восстанавливается вследствие износа его коренных шеек до диаметра менее 73, 9 мм и шатунных — менее 63, 5 мм. Учитывая свойства материала детали, термообработку, качество рабочих поверхностей, конструкцию, принимаем (исходя из характеристики способов ремонта), что для восстановления работоспособности детали можно: обработать вал под ремонтные размеры; наплавить шейки высокоуглеродистой пружинкой проволокой II класса под легирующим флюсом с последующим шлифованием и полированием; электролитически осталить шейки в горячем хлористом электролите с последующим шлифованием и полированием; наплавить шейки высокоуглеродистой пружинной проволокой II класса под флюсом АН-348А с последующей механической обработкой, высокотемпературным отпуском, закалкой т. в, ч., шлифованием и полированием; вибродуговая наплавка. Способы ремонта с применением дополнительных деталей, наплавка в среде углекислого газа, пластическая деформация не применимы по конструктивным особенностям детали, а металлизация, вибродуговая наплавка невозможны по условиям работы детали, ее конструктивным особенностям и как не обеспечивающие требуемого качества. Таким образом, по первому критерию оказались применимы четыре способа ремонта. Для выбора рационального способа воспользуемся критериями долговечности и экономичности.
Последовательность операций технологического процесса. В этом разделе разрабатывается план операций по устранению комплекса дефектов, объединенных общим маршрутом. При этом технологический маршрут составляют не путем сложения технологических процессов устранения каждого дефекта в отдельности, а с учетом следующих требований: одноименные операции по всем дефектам маршрута должны быть объединены; каждая последующая операция должна обеспечить сохранность качества рабочих поверхностей детали, достигнутого при предыдущих операциях; вначале должны идти подготовительные операции, затем сварочные, кузнечные, прессовые и в заключении шлифовальные и доводочные. Как итог этой разработки после нормирования технологического процесса заполняется маршрутная карта по ГОСТ 3.1105—74 (форма 17). Базовые поверхности для обработки надо выбирать с таким расчетом, чтобы- при установке и зажиме обрабатываемая деталь не смещалась с приданного ей положения и не деформировалась под действием усилий от резания и зажимов. Необходимо помнить, что наибольшей точности при механической обработке можно достигнуть в том случае, если вся обработка детали ведется от одной базы с одной установки. Если на детали сохранилась базовая поверхность, по которой обрабатывалась деталь при изготовлении, следует при восстановлении детали также базировать по этой поверхности. Поврежденные базовые поверхности необходимо исправить. Условные обозначения опор и схемы установки деталей приведены в прил. 10. Расчет припусков на механическую обработку. После назначения последовательности операций и выбора базовых поверхностей необходимо сделать расчет размеров заготовки для изготовления детали или толщины наносимого материала при восстановлении.
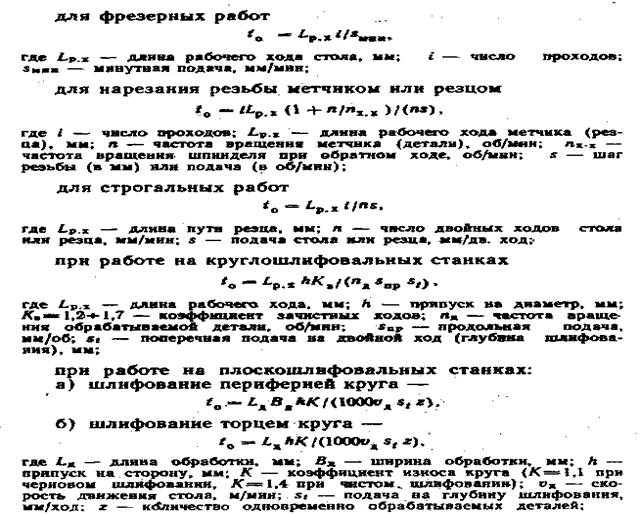
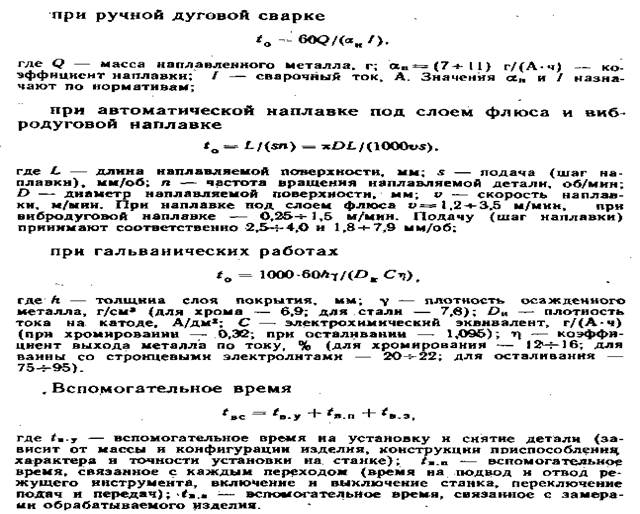
В ремонтном производстве применяют предельные калибры (пробки, скобы, кольца, шаблоны) и универсальные инструменты (микрометры, штангенциркули, индикаторы, нутромеры)- Могут быть также спроектированы простейшие контрольные приборы и приспособления. Выбрать универсальный измерительный инструмент для контроля внутренних и наружных поверхностей можно по диаграммам, приведенным на рис. 14. < ' Расчет режимов обработки и норм времени. Режим обработки определяют отдельно для каждой операции с разбивкой ее на переходы. Ниже приведены различные методы ремонта и соответствующие параметры режимов обработки, которые назначаются по нормативам [12, 14]: обработка деталей на металлорежущих станках — стойкость инструмента, глубина резания, подача, скорость резания, частота вращения детали (инструмента), мощность резания; ручная электродуговая сварка (наплавка) — тип, марка и диаметр электрода, сила сварочного тока, полярность; ручная газовая сварка (наплавка) — номер газовой горелки, вид пламени, марка присадочного материала и флюса; автоматическая наплавка — сила сварочного тока, скорость наплавки, шаг наплавки, высота наплавляемого слоя за один проход, положение шва, присадочный материал и др.; металлизация — параметры электрического тока, давление и расход воздуха, расстояние от сопла до детали, частота вращения детали, подача и др.; гальванические покрытия — атомная масса, валентность, электромеханический эквивалент, выход металла по току, плотность. Последовательность расчетов при токарной обработке может быть рекомендована следующая: определить глубину резания i, мм; рассчитать длину рабочего хода Lp. х суппорта, которая зависит от длины обрабатываемой поверхности, а также величины у врезания и перебега резца, мм; определить стойкость Т режущего инструмента, мин; рассчитать число проходов (; назначить подачу sT суппорта по нормативам, мм/об; принять подачу sA по паспорту станка, мм/об; определить скорость vp резания по нормативам, м/мин; найти теоретическую частоту вращения пт шпинделя станка, об/мин; принять частоту вращения Пф шпинделя по паспорту станка, об/мин; определить фактическую скорость резания Vф, м/мин;
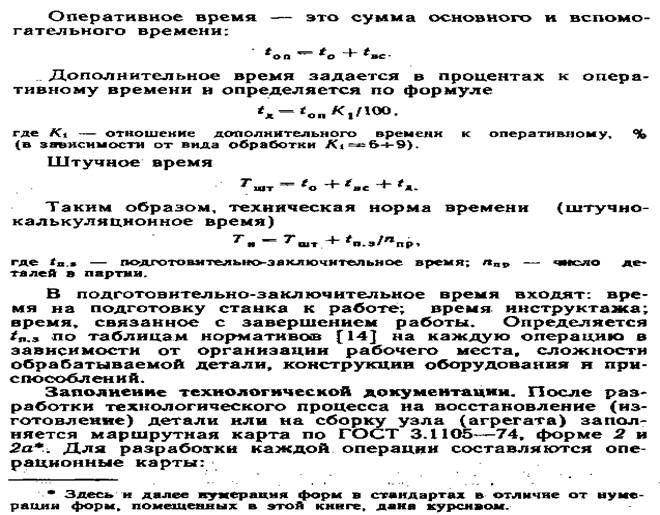
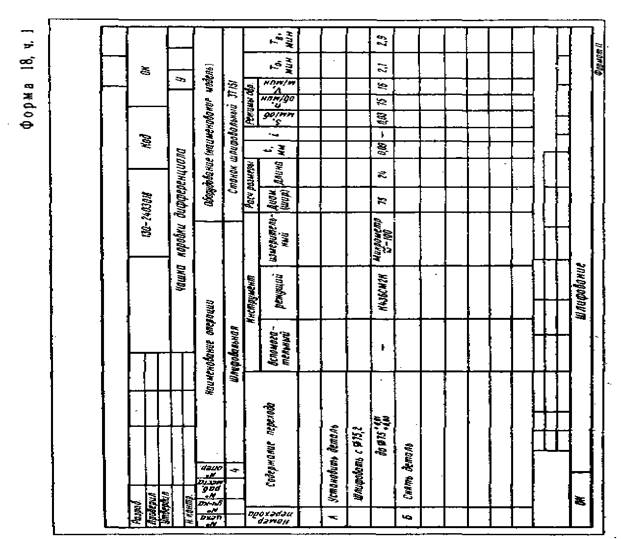
операционная карта механической обработки по ГОСТ 3.1404—74, формы 1 и 1а; карта технологического процесса газовой сварки по ГОСТ 3.1406—74, формы 11 и 11а; операционная карта слесарных и слесарно-сборочных работ по ГОСТ 3.1407—74, формы 1 и 1а; операционная карта дуговой и электрошлаковой сварки по ГОСТ 3.1406—74, формы 2 и 2а; карта технологического процесса термической обработки по ГОСТ 3.1405—74, формы 1 и 1а; карта типового технологического процесса нанесения химических, электрохимических покрытий и химической обработки по ГОСТ 3.1408—74, формы 1 и 1а; карта типового технологического процесса нанесения лакокрасочных покрытий по ГОСТ 3.1408—74, формы 3 и За; операционная карта газопламенной пайки паяльником по ГОСТ 3.1417—74, формы 3 и За; операционная карта технического контроля по ГОСТ 3.1502—74, формы 1 и 1а; карта регистрации результатов испытания по ГОСТ 3.1506—75, формы 1 и 3. Оформляются и заполняются технологические карты в соответствии с требованиями ЕСТД (форма 18). Карты помещаются в виде приложения к пояснительной записке. ГОСТ 3.1104—81 устанавливает общие требования к оформлению документов, а именно: Технологические документы должны выполняться на форматах, установленных стандартами ЕСТД; запись может быть выполнена двумя видами — полная и сокращенная. Например: «Фрезерование паза черновое», «Нарезание резьбы Ml2», или по виду обработки: «гфрезерная», < токарная» и т. п. Содержание переходов записывается глаголом в повелительной форме, например, «обточить с 0 25 до 0 23», или с указанием номера обрабатываемой поверхности
(«Шлифовать поверхность №...»). Операции, переходы, а также поверхности нумеруются арабскими цифрами. Приемы работ, связанные с установкой и снятием детали, записываются так: «Установить деталь», «Снять деталь» и т. д. Приемы обозначаются прописными буквами русского алфавита. Применяемое оборудование обозначается кратким наименованием с указанием модели, например, «Токарновинторезный 1К62». Для инструмента дается краткая характеристика в соответствующих графах, например, «Сверло 0 10 ВК8», «Скоба 62-ом* и т. д. 2.1.2. Разработка технологического процесса сборки узла (агрегата) Исходные данные: сборочный чертеж изделия, который выполняется на кальке, синьке или чертежной бумаге и помещается в записку; технические условия на сборку с указанием посадок сопряженных деталей, режимов испытания изделия, технологические инструкции на подбор деталей, сборку, контроль и регулировку сопряжений, сборочных единиц; данные об изменениях в эксплуатации и при ремонте размеров рабочих поверхностей сопрягаемых деталей; программа выпуска изделия; объем поставок по кооперации; документация по технологическому оборудованию и оснастке; образец собираемого изделия (желательно) для самостоятельной сборки и разборки его с целью детального изучения. Порядок разработки технологического процесса сборки: ; а) установить каким способом подобраны детали при их комплектовании, отдельно выделить детали, подобранные селективным способом; б) разбить изделие на сборочные единицы, составить комплектовочную карту по ГОСТ 3.1106—74, форма 7; в) сделать размерный анализ основных сопряжений с учетом изменений размеров в эксплуатации и при их ремонте; г) разработать технологические инструкции на сборку соединений, сборочных единиц, на контроль, регулировку и испытание сборочных единиц и изделия в целом. Особое внимание надо уделить состоянию базовых деталей, поступающих на сборку, правильности подбора сопрягаемых деталей по размерным и массовым группам, точности взаимного положения деталей, выполнению необходимых пригоночных и регулировочных работ; д) разработать схемы технологического процесса сборки изделия из сборочных единиц (рис. 15), схему технологического процесса сборки отдельных сборочных единиц (рис. 16), укрупненную и развернутую схемы сборки изделия. На схемах буквами Ки К* указаны места выполнения контрольных операций, цифрами в углах прямоугольников — число деталей (сборочных единиц); Составление схемы сборки начинают с изображения базовой детали. ПрИ выполнений курсового проекта можно ограничиться разработкой схемы сборки на одну группу или под-
е) определить состав и рациональную последовательность технологических и контрольных операций; ж) выбрать организационную форму сборки. Возможны формы без пооперационного расчленения сборочного процесса (стационарная сборка) и с расчленением сборочного процесса на операции (поточная сборка). Сборки может быть выполнена либо непосредственно из деталей, либо из предварительно собранных узлов. Поточная сборка осуществляется как при неподвижном объекте, так и с его перемещением; з) выбрать технологическое оборудование и оснастку в соответствии с характером выполняемых работ, предусмотреть механизацию и автоматизацию производственных про-
быть также специализированные стенды, установки для очистки и мойки деталей, грузоподъемные и транспортные средства, а также контрольные приспособления. Правильно выбранное приспособление должно способствовать повышению производительности труда, точности обработки, улучшению условий труда. В условиях авторемонтного производства следует выбирать универсальные приспособления (патроны, машинные тиски, поворотные столы, кондукторы и пр.), предусматривая для них дополнительные наладки. При проектировании приспособления желательно применять пневматические и гидравлические приводы зажимов, предусматривать возможность обработки детали одновременно на двух позициях или по нескольку штук одновременно. В качестве конструкторской части могут быть представлены результаты научно-исследовательской и экспериментальной работы. В этом случае на чертежных листах приводятся чертежи и схемы экспериментальных установок, диаграммы и графики полученных зависимостей. В том случае если по конструкторской разработке на производстве выполнено изделие, то его необходимо представить на защиту в натуральном виде или дать фотографию. Для проектирования необходимо иметь данные о геометрических размерах изделия, годовой программе, технических требованиях к изделию, режимах обработки, паспортных данных станка и размерах посадочных мест, располагать характеристиками режущего инструмента, альбомами нормализованных деталей и сборочных единиц приспособлений. При проектировании приспособления (стенда) необходимо из известных элементов приспособлений скомпоновать наиболее приемлемый вариант для конкретных установок. Работа над созданием приспособления состоит из нескольких этапов: подбор исходных данных для проектирования (чертежи обрабатываемых деталей, данные о предыдущих операциях и возможных погрешностях, сведения о наилучшем способе базирования детали, принципиальная схема приспособления и основные требования к нему); разработка эскиза приспособления; расчет элементов приспособления; составление инструкции по эксплуатации приспособления с выделением основных требований техники безопасности. При конструировании приспособления необходимо придерживаться следующей последовательности: изобразить на листе контур обрабатываемой детали с штрихпунктиром (рис17, ~ а) в необходимом количестве
видов на таком расстоянии, чтобы " осталось достаточно места для вычерчивания проекций-всех элементов приспособления (установочных, направляющих и зажимных); изобразить установочные элементы приспособления и опорную базовую поверхность (поверхности); начертить зажимные н вспомогательные элементы приспособления (•рис. 17, в)\ вычертить корпус, проставить все необходимые размеры и сечения (рис. 17, г). Проставить габаритные и контрольные размеры приспособления, диаметры кондукторных втулок, расстояния между осями этих втулок, расстояния между базовыми поверхностями, посадочные размеры базовых поверхностей. При проектировании приспособления необходимо выполнить расчеты: усилий зажима в зависимости от сил резания; основных параметров зажимных устройств (эксцентриковых, рычажно-шарнирных и т. п.); основных параметров силового привода (пневматического, гидравлического, электрического и пр. Расчет или выбор различных пневмоцилиндров, гидросистем, рычажно-шарнирных, электромагнитных и других приводов можно делать, пользуясь справочниками [2, 11]. (Чтобы не допустить грубых ошибок при проектировании приспособлений, нужно иметь в виду следующее: корпусные детали приспособлений должны быть жесткими и не допускать вибраций при работе. Их рекомендуется выполнять литыми из серого чугуна СЧ 28-48, СЧ 24-33, стали 20 Л, либо коваными, штампованными или сварными из стали Ст. 3; установочные детали, т. е. основные опоры под базовые плоскости (опорные штыри, опорные пластины, самоустанавливающие опоры), вспомогательные опоры (клиновые, самоустанавливающие) и установочные пальцы (сменные, выдвижные и др.) должны обладать высокой износоустойчивостью. Эти детали рекомендуется изготавливать либо из малоуглеродистых сталей марок 15, 20, 20 X и других с последующей цементацией, закалкой и отпуском, либо из среднеуглеродистых сталей марок 40, 40 X и 45 с последующей поверхностной закалкой т. в. ч. и отпуском. Твердость поверхности этих деталей HRC 50—60; направляющие детали и механизмы, предназначенные для направления или выверки положения режущего инструмента относительно обрабатываемой детали, например кондукторные втулки, изготавливаются из сталей марок У10А, У12А. Их подвергают закалке и отпуску до твердости HRC 56—62. Наружные диаметры втулок (неподвижных) выполняют, как правило, с допусками x8, у8, z8, посадочные поверхности под подшипники качения выполняют с допуском Н7. Съемные кондукторные втулки должны быть предохранены от проворачивания в корпусе; зажимные детали и механизмы, служащие для закрепления обрабатываемой детали (простые, клиновые, винтовые, эксцентриковые, рычажные, рычажно-шарнирные и другие), изготавливают преимущественно из стали Ст. 5. ЭКОНОМИЧЕСКАЯ ЧАСТЬ Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 2232; Нарушение авторского права страницы








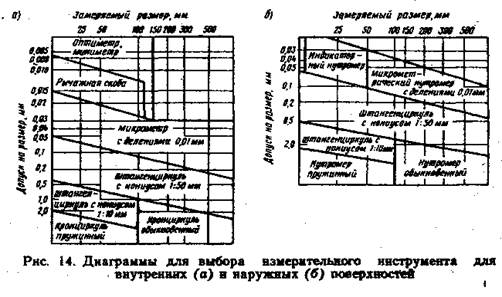 Измерительный инструмент применяется для межоперационного и окончательного контроля детали (изделия) и в зависимости от типа производства может быть стандартным или специальным.
Измерительный инструмент применяется для межоперационного и окончательного контроля детали (изделия) и в зависимости от типа производства может быть стандартным или специальным.