|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ИСПЫТАНИЕ НА ГЕРМЕТИЧНОСТЬ ДВИГАТЕЛЯ
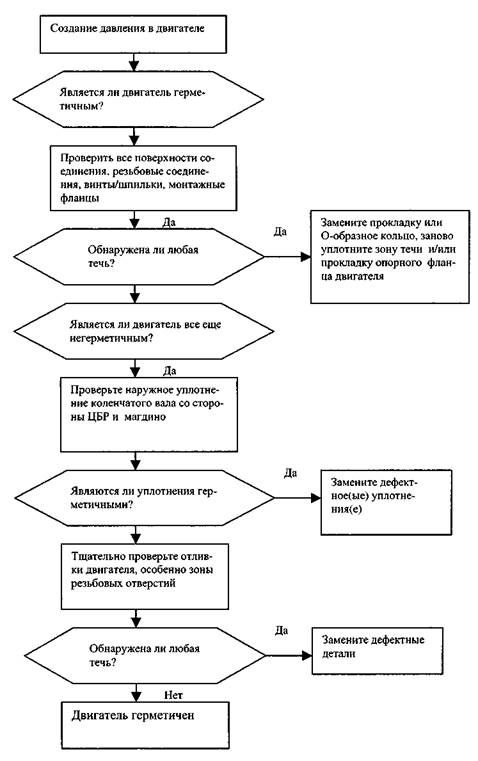
ИСПЫТАНИЕ НА ГЕРМЕТИЧНОСТЬ На двухцилиндровых двигателях каждый цилиндр не может проверяться индивидуально, вследствие того, что не предусмотрена герметичность одного цилиндра по отношению к другому (негерметичность через разделительную втулку в центр коленчатого вала). ПОДГОТОВКА 1. Снимите глушитель выпуска и выпускной коллектор. 2. Установите заглушки на выпускные окна цилиндров. Затяните с помощью предварительно снятых винтов. 3. Снимите карбюратор. 4. Вставьте заглушку во впускную резиновую муфту. Затяните с помощью хомутов. 5. Используя хомуты для шлангов, пережмите шланг подачи импульсов к топливному насосу. 6. Установите пневмонасос на выпускное окно любого цилиндра (или подведите сжатый воздух). 7. Поворачивайте коленчатый вал так, чтобы поршень двигателя со стороны, где располагается насос, находился в НМТ (нижней мертвой точке). 8. При установленном выпускном коллекторе используйте резиновые заглушки. (В этом случае нет необходимости перемещать поршень к нижней мертвой точке). 9. Приведите в действие насос и поднимите давление в двигателе до 34 кПа (0, 35 кгс-см2). Не превышайте это давление. 10. Двигатель должен оставаться под этим давлением в течение 3-х минут: ПРОЦЕДУРА ПРИМЕЧАНИЕ: Для наглядной справки подготовлена технологическая схема. Используя технологическую схему и следующий текст, нагнетайте давление в зону, которая должна испытываться, и наносите раствор жидкого мыла в указанных местах: Давление при испытании 34 кПа в те-чение 3-х минут_____________ - если имеется течь в испытуемом месте, рекомендуется продолжить испытание других мест двигателя перед его капитальным ремонтом (переборкой) - если течь отсутствует в испытуемом месте, продолжайте нагнетание для поддержания давления и продолжайте проверку в других местах до тех пор, пока не обнаружится течь.
Раздел 04 ДВИГАТЕЛЬ Подраздел 03 (ИСПЫТАНИЕ НА ГЕРМЕТИЧНОСТЬ И ПРОВЕРКА РАЗМЕРОВ ДВИГАТЕЛЯ) ДВИГАТЕЛЬ Проверьте следующее: 1. Все соединяемые поверхности и резьбовые соединения винт/гайка двигателя: - резьбы свечей зажигания, изоляторы - головки цилиндров - основания (фланцы) цилиндров - половины картера (места соединения) - винты/заглушки системы выпуска. 2. Проверяйте герметичность картера в местах установки манжет коленчатого вала. 3. Если течь все же продолжает оставаться, это означает дефектность какой-нибудь детали двигателя. Разберите двигатель и тщательно проверьте на дефекты в деталях. Обратите внимание на резьбовые отверстия, которые могут проходить насквозь уплотнительную зону двигателя и таким образом приводить к негерметичности. ЗАВЕРШЕНИЕ ПЕРЕБОРКИ ДВИГАТЕЛЯ После переборки двигателя всегда заново проводят проверку на герметичность. 04-03-2 Раздел 04 ДВИГАТЕЛЬ Подраздел 03 (ИСПЫТАНИЕ НА ГЕРМЕТИЧНОСТЬ И ПРОВЕРКА РАЗМЕРОВ ДВИГАТЕЛЯ)
Технологическая схема проверки герметичности двигателя
Раздел 04 ДВИГАТЕЛЬ Подраздел 03 (ИСПЫТАНИЕ НА ГЕРМЕТИЧНОСТЬ И ПРОВЕРКА РАЗМЕРОВ ДВИГАТЕЛЯ)
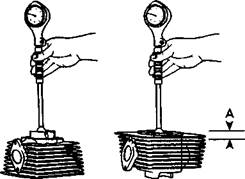
ПРОВЕРКА РАЗМЕРОВ ДВИГАТЕЛЯ Этот раздел охватывает все типы двигателей. КОРОБЛЕНИЕ ГОЛОВКИ ЦИЛИНДРА Коробление посадочной плоскости головок цилиндров не должно превышать 0, 05 мм. КОНУСНОСТЬ ЦИЛИНДРА Сравните диаметр цилиндра в месте на 16мм от верха цилиндра относительно места чуть ниже зоны его впускного отверстия. Разница в размерах не должна превышать 0, 05 мм. Если разница превышает указанную величину, цилиндр должен заново растачиваться, хонинговаться или должен быть заменен. ПРИМЕЧАНИЕ: После доработки цилиндра необходимо убедиться, что восстановлены фаски вокруг всех выходов отверстий гильзы цилиндра._____
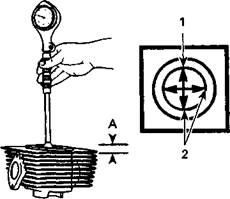
1. Ниже впускного отверстия А. 16мм от верха Отклонение от крутости цилиндра' не должно превышать 0, 05 мм. Измеряйте диаметр цилиндра на высоте 16 мм от верха цилиндра при помощи индикаторного измерительного инструмента, проверьте не является ли отклонение от округлости цилиндра больше, чем указанный размер. Если больше, то цилиндр должен заново растачиваться, хонинговаться или должен быть заменен. ПРИМЕЧАНИЕ: После доработки цилиндра необходимо убедиться, что восстановлены фаски вокруг всех выходов отверстий гильзы цилиндра._____
1. Положение поршневого пальца 2. Замеры, которые должны сравниваться А. 16мм Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 981; Нарушение авторского права страницы