
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
НАПРАВЛЯЮЩИЕ ПРЯМОЛИНЕЙНОГО ПЕРЕМЕЩЕНИЯ ⇐ ПредыдущаяСтр 6 из 6
Широкое применение в контрольных приспособлениях находят узлы и детали с прямолинейным перемещением. К ним можно отнести различные планки, направляемые щупы, скалки, каретки и т. д. В отличии от прямых передач, они характеризуются, как правило, значительной длиной перемещения – до нескольких десятков миллиметров.
Чувствительность направляющих определяется коэффициентом трения между поверхностями перемещаемого и направляющего элементов, соотношением длины и ширины направляющей и, наконец, точкой и направлением приложения перемещающей силы.
Поэтому при конструировании контрольных приспособлений необходимо учитывать направление усилий, прилагаемых к подвижным элементам и, исходя из этого, применять ту или иную конструкцию направляющей. При работе направляющей по схеме, приведенной на рис 95, заедание может вызываться неудачным соотношением рабочей длины l направляющей и плеча Y приложения силы Р. При этом нормальная реакция N определится из равенства моментов:
сила трения R1 получится
где μ – коэффициент трения. Из этой формулу видно, что для нормальной, без заеданий, работы направляющей необходимо обеспечить, чтобы
При правильном выборе материала и чистоты поверхности (μ
Для цилиндрических направляющих скольжения должно быть
Таким образом, в ряде случаев целесообразнее применять направляющие, построенные на трении качения, которые, помимо повышения чувствительности, позволяют прилагать перемещающую силу на значительном вылете, не увеличивая длины самой направляющей (за счет уменьшения величины μ до 0, 01). На рис 96 показана схема распределения сил при случае, когда перемещающая сила Р направлена под углом α к оси и приложена на расстоянии h вне длины l поверхности направляющей.
 Силу Р разлагаем на составляющие Р·соs α (перемещающая) и Р·sinα (перекашивающая). За счет зазора в направляющей подвижная деталь перекашивается, что вызывает силы реакции N1 и N2. Силу Р разлагаем на составляющие Р·соs α (перемещающая) и Р·sinα (перекашивающая). За счет зазора в направляющей подвижная деталь перекашивается, что вызывает силы реакции N1 и N2.
Величины этих сил определяются из уравнений: N1 = N2 + P·sinα; N2·l = P·sinα ·h; преобразуя эти уравнения, получаем
Эти силы определяют силу трения
где μ – коэффициент трения. Сила трения противодействует составляющей Р·cosα, так что заедание появится при возникновении неравенства
Следовательно, если сила трения
то заедания в направляющей не будет. Преобразуя это соотношение и подставляя в него ранее найденные величины, получим:
откуда
Принимая
или
При заедании направляющей, если принять λ = ∞, получится
Для случая μ = 0, 2 получим α < 78°. Следовательно, при угле α Естественно, что в данном случае, как и в описанном выше, уменьшение коэффициента трения μ за счет применения трения качения (шариковая направляющая) также повышает чувствительность направляющей и гарантирует от заеданий. При этом за величину l принимают расстояние между двумя крайними (вдоль оси) парами шариков. По конструктивному оформлению различают три основных типа направляющих скольжения с прямолинейным перемещением: а) открытые направляющие, б) полузакрытые направляющие, в) закрытые направляющие.
 Подобная конструкция односторонней направляющей широко применяется в контрольных приспособлениях. Она удобна тем, что позволяет производить быструю установку и снятие перемещаемого элемента приспособления. Ею пользуются для направления универсальных передвижных стоек с индикаторами. Подобная конструкция односторонней направляющей широко применяется в контрольных приспособлениях. Она удобна тем, что позволяет производить быструю установку и снятие перемещаемого элемента приспособления. Ею пользуются для направления универсальных передвижных стоек с индикаторами.
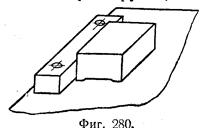
Односторонняя направляющая планка ограничивает от сдвигания направляемого узла только в одном направлении и требует при измерении постоянного прижима направляемого узла рукой, что может оказаться неудобным. Этого недостатка лишена двусторонняя открытая направляющая (рис 98), которая очень проста по конструкции и удобна в применении. Эта направляющая ограничивает смещение направляемой детали в двух боковых направлениях, не предохраняя от смещения ее вверх. Двустороннюю направляющую можно выполнять по типу рис 98, а, где направлением служат две боковые планки, и по типу рис 98, б, т. е. в виде шпоночной направляющей. Исходя из приведенных выше расчетов возможного «заедания» направляющих, надо сделать вывод, что вторую конструкцию следует применять при малой длине направляемой детали, в то время как первая — предназначена для направления деталей большой длины. Недостатком открытых направляющих является возможность вертикального смещения (приподнимания, перекосов), незащищенность против пыли и грязи, отсутствие регулирования и сложность ремонта при износе и появлении бокового зазора. Полузакрытые направляющие предохраняют направляемый узел от вертикального смещения.
Полузакрытые направляющие, построенные на трении скольжения, применяют в контрольных приспособлениях в тех случаях, когда не требуется высокой точности и чувствительности перемещения. На рис 99 показана простейшая конструкция этого типа, в которой направляемая планка имеет посадку одновременно по боковым сторонам и высоте заплечиков. Недостатком данной конструкции является отсутствие возможности регулирования при появлении зазоров по мере износа. Зазоры, снижающие точность и допускающие боковую качку, можно устранить лишь при ремонте. Этот дефект частично уменьшается в направляющей, показанной на рис 100, где боковой (наиболее важный) зазор выбирается регулируемым клином. Это увеличивает срок службы между ремонтами, так как регулировать положение клина можно прямо в цеховых условиях. Вертикальный зазор, возникающий в одном заплечике направляемой планки, в данной конструкции также не устраняется. Регулирование с полной ликвидацией как боковых, так и вертикальных зазоров обеспечивается применением направляющей в виде ласточкина хвоста, конструкция которой общеизвестна и потому не рассматривается. Применение их в контрольных приспособлениях ограничено меньшей чувствительностью и некоторой технологической сложностью конструкции. Легкость перемещения в полузакрытых направляющих должна обеспечиваться установкой масленок так, чтобы смазывались все трущиеся поверхности. Для направления всевозможных щупов, планок, пальцев и других легких перемещаемых деталей небольшого размера по сечению применяют закрытые направляющие, охватывающие направляемую деталь с четырех сторон (или по окружности). Тем самым такая направляющая достаточно надежно предохранена от загрязнения при работе в механообрабатывающих цехах. Закрытые направляющиемогут быть прямоугольного и круглого сечения.
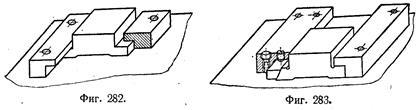
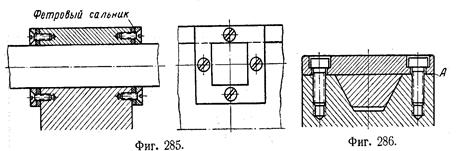
На рис 101 показана закрытая прямоугольная направляющая. Конструктивно она выполнена в виде открытого паза в корпусе В, в который помещается перемещаемая планка А, затем закрываемая крышкой С на болтах. Как по ширине паза, так и по его высоте обеспечивается скользящая посадка по 2-му классу точности. При работе в условиях механообрабатывающих цехов такая закрытая направляющая достаточно надежно предохранена от загрязнения и попадания пыли. При пользовании подобными конструкциями в кузнечных и особенно литейных цехах, где воздух загрязнен большим количеством пыли, рекомендуется оснащать направляющие с двух сторон фетровыми сальниками, как это показано на рис 102. Сальник, хотя несколько и затруднит перемещение направляемой планки, но будет снимать пыль и грязь, попадающие на открытую шлифованную поверхность, предохранит ее от заедания и удлинит срок службы узла между ремонтами. Недостатком данной конструкции является, то, что в процессе ремонта необходимо производить хромирование по ширине направляемой планки. При подгонке по высоте может быть подшлифована поверхность прилегания крышки, в результате чего уменьшится глубина паза и восстановится посадка направляемой планки в пазу. Ремонт трапециевидной направляющей (рис 103), в которой направляемая планка имеет посадку только по трем поверхностям, проще. По мере возникновения зазоров их можно ликвидировать подшлифовыванием плоскости А. Угол между боковыми сторонами трапеции должен быть достаточно велик (порядка 300 — 45°) для того, чтобы не возникало произвольного заклинивания и торможения. Кроме того, необходимо помнить, что по мере износа положение перемещаемой детали по высоте изменяется на величину, значительно большую, чем при прямоугольной направляющей. Поэтому, при необходимости точного положения направляемой детали по высоте, применения трапециевидной направляющей следует избегать. Очень удобными, более технологичными и чувствительными являются цилиндрические направляющие. Цилиндрическая направляющаяпредставляет собой обычно палец, перемещающийся к каленой втулке. Для предотвращения от поворачивания направляемой детали вокруг оси применяют шпоночное устройство. Конструкция шпоночного устройства определяется требованиями, предъявляемыми к точности угловой фиксации направляемой детали. Эти требования будут тем выше, чем меньше радиус расположения шпонки направляемой детали и чем больше радиус, на котором может возникать погрешность угловой качки. Следовательно, для уменьшения угловой качки в цилиндрической направляющей шпонка должна быть вынесена на возможно большее расстояние от оси цилиндрической направляющей. Другой возможностью повышения точности шпоночного устройства является применение конструкций шпонок-с регулированием, позволяющим устранять зазоры, имеющиеся в новом приспособлении и появляющиеся в дальнейшем по мере износа. Ниже приводится сводная таблица 1 примера, расчета размеров приспособления, влияющих на образование качки, и расчет вероятной качки А на полном вылете R планки 7.
Значительно более точной является конструкция, в которой шпонка точно фиксируется по цилиндрическому отверстию корпуса, чем достигается определенность ее положения.
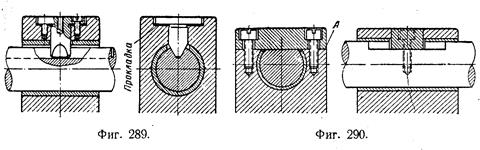
Недостатком приведенной конструкции является сложность восстановительного ремонта при появлении износа шпоночного соединения и возникновения вследствие этого угловой качки. Этого недостатка лишено шпоночное направление с клиновой цилиндрической шпонкой (рис 106). Паз в направляемой детали делается не с параллельными боковыми сторонами, а призматический с углом 60°. Под этим же углом прошлифован клинообразный хвостовик шпонки. Осуществление необходимого зазора достигается за счет подбора суммарной толщины прокладок, подкладываемых под шляпку шпонки. Этим же методом осуществляется регулирование зазора и при ремонте. Клиновую шпонку рекомендуется применять в тех случаях, когда требуется угловая фиксация повышенной точности. Кроме шпонок, входящих в продольный паз, можно применять шпонки, направляемые лыской. На рис 107 показана плоская, врезанная в корпус шпонка, по которой скользит шлифованная лыска направляемой детали. Плоская шпонка обеспечивает надежную фиксацию и, кроме того, в результате замены паза лыской, технологичнее конструкций, описанных ранее. Вследствие того что, их трущиеся поверхности хорошо закрыты от попадания пыли и грязи, шпонки всех приведенных выше конструкций можно применять также на приспособлениях, работающих в литейных и кузнечных цехах. Этого преимущества лишена плоская шпонка, показанная на рис 108. Она врезана не в корпус, как это было сделано в предыдущей конструкции, а в паз направляемой цилиндрической детали и закреплена на ней винтом. Плоскостями концов шпонка скользит по шлифованной поверхности корпуса, чем достигается повышение точности фиксации за счет увеличения вылета направляющих поверхностей шпонки. Для уменьшения износа направляющие плоскости корпуса и шпонку необходимо калить. Ремонт обеих конструкций плоских шпонок очень удобен, благодаря тому, что его можно производить подшлифованием плоскости А, не изготовляя новых и не хромируя старых изношенных деталей.

В качестве шпоночного устройства можно также использовать вторую цилиндрическую направляющую, расположенную параллельно основной. На рис 109 показана скальчатая направляющая для контрольных приспособлений. Основная ведущая скал При направлении обеих скалок по втулкам необходимо обеспечивать равенство межцентровых расстояний между осями направляющих втулок и между гнездами соединительной планки скалок.
Каретки, перемещаемые на шариках, вообще являются наиболее чувствительными направляющими и широко применяются при проектировании контрольных приспособлений и измерительных приборов. Наиболее распространены следующие два вида кареток, перемещаемых на шариках: а) каретки, висящие на шариках, б) каретки, лежащие на шариках.
Для обеспечения точной посадки каретки и шариков планку 2 можно регулировать двумя поперечными винтами 5 с последующей затяжкой винтами 6. Каретка 1в зависимости от ее размеров и веса может иметь с каждой стороны по два или три шарика. При этом расстояние между крайними шариками по длине должно приниматься в полтора-два раза больше расстояния между ними по ширине. Для того чтобы шарики не смещались, их разделяет сепаратор в виде пластины толщиной 0, 6—0, 8 мм с отверстиями под шарики, превышающими на 0, 2 мм диаметр шарика. Сепараторы могут помещаться как вертикально — в зазорах между кареткой и направляющими планками, так и горизонтально — в технологических канавках призматических направляющих (рис 111). Для предохранения сепаратора и помещающихся в нем шариков от выпадания должно быть предусмотрено продольное ограничение движения сепаратора, которое проще всего осуществить отгибанием выступающих за пределы каретки концов под угол 90°. Точность и чувствительность всего узла зависят от параллельности и нахождения в одной плоскости призматических канавок как самой каретки, так и направляющих планок.
Некоторым недостатком является необходимость сравнительно частых подрегулирований винтов 5 (см. рис 110) по мере износа призм и появления зазоров и качки.
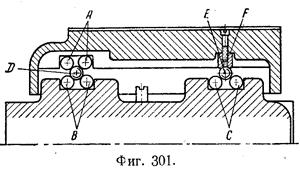
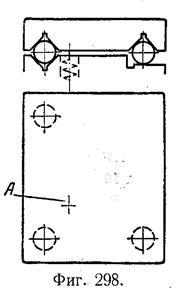
Значительно меньшее влияние на точность оказывает износ в конструкции каретки, лежащей на шариках (рис 112). Каретка имеет на нижней плоскости два параллельных призматических паза. На верхней плоскости направляющей плиты приспособления имеются один призматический паз и плоскость, по которой катаются три шарика: два направляющих между призмами и один опорный между призмой и плоскостью. Каретка лежит на этих шариках, притягиваемая к ним пружиной, расположенной внутри опорного треугольника, образуемого тремя шариками в точке А. Значительным преимуществом этой конструкции является ее простота, точность и технологичность. Каретка, лежащая на шариках, является конструкцией, в которой износ не вызывает качки, так как все зазоры постоянно выбираются центральной пружиной. Некоторым недостатком данной конструкции является то, что каретка недостаточно предохранена от боковых и вертикальных смещений, которые могут возникнуть за счет приложения сил, направленных не по оси перемещения каретки, или сил, приложенных на значительном плече от самой каретки. Обе конструкции кареток на шариках широко применяют в разнообразных контрольных приспособлениях и приборах. Применение каретки, висящей на шариках, обеспечивает легкость ее перемещения как передающего элемента и гарантирует долговечность работы приспособления без износа. Выбор в данном случае именно каретки, висящей на шариках, а не лежащей на них, определяется тем, что лапка, передающая проверяемое биение на индикатор 10, имеет большой вылет с оси каретки. Учитывая сравнительно большое измерительное усилие рычажного индикатора с ценой деления 0, 2 мм, можно опасаться, что каретка, лежащая на шариках, при резких толчках, неизбежных при проверке литой необработанной поверхности, может сдвинуться с шариков в сторону, тем самым исказив показания индикаторов. Каретку, подвешенную на шариках, применяют в известной конструкции прибора для контроля зубчатых колес в двухпрофильном зацеплении.
 Для этой же цели успешно применяют различные конструкции универсальных и специальных контрольных приспособлений с каретками, лежащими на шариках. Каретка в подобных конструкциях делается сырой, но в местах движения шариков устанавливаются на призмы каленые пластины, которые крепятся к каретке и к чугунной плите винтами при помощи полуцилиндрических сухарей (рис 113). Такое крепление делает конструкцию более технологичной и значительно облегчает дальнейший ремонт приспособления. Нижняя пластина крепится непосредственно винтами. Для этой же цели успешно применяют различные конструкции универсальных и специальных контрольных приспособлений с каретками, лежащими на шариках. Каретка в подобных конструкциях делается сырой, но в местах движения шариков устанавливаются на призмы каленые пластины, которые крепятся к каретке и к чугунной плите винтами при помощи полуцилиндрических сухарей (рис 113). Такое крепление делает конструкцию более технологичной и значительно облегчает дальнейший ремонт приспособления. Нижняя пластина крепится непосредственно винтами.
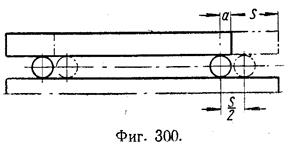  Для установления расположения шариков на приспособлениях, определения величины их перемещения и расположения отогнутых ограничителей сепараторов необходимо учитывать соотношение хода шариков относительно хода каретки. Для установления расположения шариков на приспособлениях, определения величины их перемещения и расположения отогнутых ограничителей сепараторов необходимо учитывать соотношение хода шариков относительно хода каретки.
Из схемы, приведенной на рис 114, видно, что при перемещении каретки на величину 5 центр шарика переместится на величину S/2. Для того чтобы гарантировать шарик от выпадания, необходимо увеличить длину каретки с каждой стороны на величину а, равную диаметру шарика и обеспечиваемую при крайних положениях каретки. Для тяжелых столов крупных приспособлений может быть рекомендована конструкция (рис 115), в которой три призматические канавки заменены тремя парами стальных закаленных -цилиндрических стержней А, В и С, помещенных в прямоугольные пазы со строго параллельными сторонами. Плоская направляющая опорного шарика представляет собой стальную закаленную пластину F. Вся каретка перемещается на шариках D и Е. Каретка измерительной машины, построенная по этому принципу, при весе 34 кг может быть приведена в движение из состояния покоя усилием в 30—60 г.
Приложение А Библиографический список
1. Раннев, Георгий Георгиевич. Методы и средства измерений: Учеб. / Раннев, Георгий Георгиевич, Тарасенко, Анатолий Пантелеевич. – М.: Академия, 2003. – 336с. – Библиогр.: с. 326-328. – ISBN 5-7695-1170-2. 2. Технологические измерения и приборы / Таланов, В.Д., Кочетков А.Е., Силуянов, Д.В., Опарин, М.Ю, ; Под ред. А.С. Клюева. – 2-е изд., перераб. и доп. – М., 2002. -209с.: ил. – Библиогр.: с. 204. – ISBN 5-283-01665-2. 3. Мазин, Валерий Дмитриевич. Датчики автоматических систем. Метрологический анализ: Учеб. пособие/ СПбГТУ. – СПб.: Изд-во СПбГТУ, 2001. – 80с. – Библиогр.: с. 79. 4. Контрольно-измерительные приборы и инструменты: Учеб. – М.: Академия, 2003. – 464с. – (Профессиональное образование. Металлообработка.). – ISBN 5-7695-0988-0. 5. Ашихмин, Владимир Николаевич. Размерный анализ при технологическом проектировании: Учеб. пособие / Ашихмин, Владимир Николаевич, Закураев, Виктор Владимирович; Новоуральский гос. технологический ин-т; Науч. Ред. А.Е. Беляев. – Новоуральск, 2004. – 98с. – Библиогр.: с. 98. – ISBN 5-321-00198-7. 6. Рабинович А.Н. Автоматизация механосборочных процессов. - http: //grigor.volnet.ru/NewFiles/lektion.html (электронный вариант). 7. Фоминых В.В., Перевощиков В.Д. Иванов-Польский К.В., Кувалдин Ю.И. Схемы измерения и типовые узлы контрольных приспособлений: Справочный материал для курсового и дипломного проектирования: Дисциплины «Основы технологии машиностроения», «Технология машиностроения», «Проектирование технологической оснастки и вспомогательного инструмента»: Специальность 120100 - «Технология машиностроения». – Киров, 2001. -36 с.
Приложение Б Таблица Б.1 - Погрешность закрепления заготовок при установке в радиальном направлении для обработки на станках
Таблица Б.2 - Погрешность закрепления заготовок при установке в осевом направлении для обработки на станках
Таблица Б.3 - Погрешность закрепления заготовок при установке на опорные штифты приспособлений
Таблица Б.4 - Погрешность закрепления заготовок при установке на опорные пластинки приспособлений Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 2774; Нарушение авторского права страницы
 Точность направляющих для деталей прямолинейного перемещения определяется величиной боковых зазоров, т. е. посадкой и длиной направления.
Точность направляющих для деталей прямолинейного перемещения определяется величиной боковых зазоров, т. е. посадкой и длиной направления.


 0, 2) призматические направляющие скольжения надежно работают, если выдержано отношение
0, 2) призматические направляющие скольжения надежно работают, если выдержано отношение

 ;
;  ;
; 




 , получим
, получим


 78° в этом случае будет происходить заедание и направляющая не будет работать.
78° в этом случае будет происходить заедание и направляющая не будет работать. Открытые направляющиеконструктивно наиболее просты. Примером их может служить планка, вдоль которой перемещается стойка или плитка, как показано на рис 97.
Открытые направляющиеконструктивно наиболее просты. Примером их может служить планка, вдоль которой перемещается стойка или плитка, как показано на рис 97.
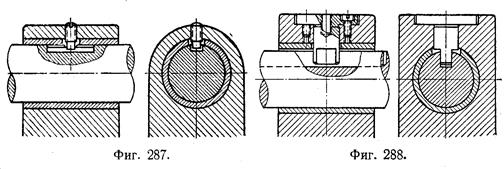 Наиболее простым шпоночным устройством является обычный винт с цилиндрическим концом, входящим во фрезерованный паз направляемой детали (рис 104). Подобная конструкция не обеспечивает точной угловой фиксации за счет неточности центрирования по резьбе, большого зазора конца винта в пазу и т. д. Поэтому ее применяют только для грубого ограничения вращения.
Наиболее простым шпоночным устройством является обычный винт с цилиндрическим концом, входящим во фрезерованный паз направляемой детали (рис 104). Подобная конструкция не обеспечивает точной угловой фиксации за счет неточности центрирования по резьбе, большого зазора конца винта в пазу и т. д. Поэтому ее применяют только для грубого ограничения вращения. ка имеет больший диаметр, направляющая —меньший. По мере увеличения расстояния между осями скалок возрастает угловая точность, так как увеличивается радиус шпоночного направления.
ка имеет больший диаметр, направляющая —меньший. По мере увеличения расстояния между осями скалок возрастает угловая точность, так как увеличивается радиус шпоночного направления.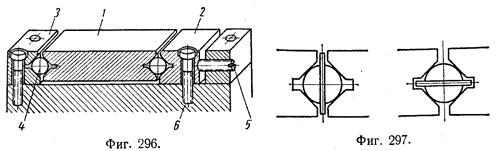
 Большим преимуществом приведенной конструкции является ее высокая чувствительность и в то же время жесткость, так как каретка надежно предохранена от боковых и вертикальных перемещений.
Большим преимуществом приведенной конструкции является ее высокая чувствительность и в то же время жесткость, так как каретка надежно предохранена от боковых и вертикальных перемещений.