|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Общая характеристика процессов горения в металлургии.Стр 1 из 16Следующая ⇒
Лекция 1. Значение металлов и сплавов для промышленного комплекса страны. Классификация черных и цветных металлов и сплавов. Перспективы металлургии в связи с развитием новой техники и инновационных технологий. Общая характеристика процессов горения. План лекции: 1. Металлургия в наше время 2. Классификация металлов и сплавов. 3. Общая характеристика процессов горения в металлургии. Не утеряла своего важного значения металлургия и в наше время. Практически все современные отрасли науки и техники в той или иной мере связаны с металлургией. Без развития металлургии немыслимо развитие энергетики, реактивной техники, самолетостроения, ядерной технологии, химической промышленности, машиностроения, строительства и многих других отраслей. Успехи таких современных областей техники, как радиоэлектроника, вычислительная и лазерная техника всецело зависят от достижений прецизионной металлургии, получение особо чистых металлов и соединений со строго заданными свойствами. За последние 60-100 лет во много раз увеличилось производство цветных металлов, особенно, алюминия, однако доля черных металлов в мировом производстве продолжает оставаться преобладающей и почти неизменной -около 95% от общего производства металлов. Можно смело утверждать что металлы в ХХI в. останутся основными конструкционными материалами, так как по своим свойствам, экономичности производства и потребления не имеют себе равных в большинстве сфер применения. Объемы производства металлов составляют от млрд. т до килограммов. Так в 2009-2011гг. мировое производство стали составило 1, 2-1, 4млр.т, А1-36-42млн.т, Сu-18-19.млн.т, Zn-11-13 млн.т, Pb-8-10 млн. т, Ti, Mg, Ni, Со, Mo, W- тысячи тонн, Au, Rt, Se, Те, Hg, Cd, Bi-тонны, I2, Os, Ra-килограммы.
Рисунок 1. Рост населени Земли и производства металлов (металофонда) Аналитические службы отмечают, что темпы роста металлопроизводства на Земле постоянно ускоряются. Достаточно отметить, что за последние 6000 лет человечество произвело ≈ 23 млр.т металлов, из них ≈ 18 млр.т, за последние 50 лет (рисунок 1). Прирост производства (металлофонда) металлов за последние 50 лет (1950-2000гг) увеличился в 3, 6 раза. В то же время за последние 50 лет население Земли увеличивалось практически линейно от 5 млр. человек в 1950г до 6, 1 млр. человек в 2000 г. Из 118 элементов Периодической системы Менделеева (118 элемент был открыт в Дубне (Российская Федерация), и ему еще пока не дали название) 96 являются металлами. По сложившейся традиции все металлы принято разделять на два класса: черные и цветные. К черным относятся: железо (и его сплавы), а также марганец, ванадий и хром, которые используются в качестве легирующих добавок. Все остальные металлы относятся к группе цветных (рисунок 2). Цветные металлы делят на следующие подгруппы: 1. Тяжелые цветные металлы. Основные - медь, свинец, никель, цинк, олово являются важнейшими по своему значению и по объему производства. К тяжелым цветным металлам относят также некоторые элементы, добыча которых заметно ниже основных. Это прежде всего кобальт, кадмий, мышьяк, сурьма, висмут, ртуть. Эти металлы нередко являются спутниками основных тяжелых металлов и их производят попутно в общем металлургическом цикле. 2. Легкие цветные металлы. Основные - алюминий, магний получают также в больших количествах и их значение в производственной сфере очень велико. К группе легких металлов относят обычно также щелочное (Li, Na, К, Al, Cs, Fr), щелочноземельные металлы (Са, Ва, Sr, Be), кремний и галлий. 3. Благородные металлы: золото, серебро, платина и платиноиды (осмий, иридий, родий, рутений, палладий). 4. Редкие металлы. Редкие металлы объединяют значительную группу элементов. Производство их относительно невелико, однако значение их в связи с развитием техники возрастает с каждым годом. Редкие металлы принято делить на следующие подгруппы: • Тугоплавкие — вольфрам, молибден, титан, тантал, ниобий, цирконий; • Редкоземельные - лантан, иттрий и лантаноиды; • Радиоактивные - радий, уран, полоний, торий, актиний и актиноиды, трансурановые элементы; Рассеянные - (галлий, индий, талий, германий, рений, теллур); 5. Благородные металлы: золото, серебро, платина и платиноиды (осмий, иридий, родий, рутений, палладий). 6. Редкие металлы. Редкие металлы объединяют значительную группу элементов. Производство их относительно невелико, однако значение их в связи с развитием техники возрастает с каждым годом. Редкие металлы принято делить на следующие подгруппы: • Тугоплавкие — вольфрам, молибден, титан, тантал, ниобий, цирконий; • Редкоземельные - лантан, иттрий и лантаноиды; • Радиоактивные - радий, уран, полоний, торий, актиний и актиноиды, трансурановые элементы; Рассеянные - (галлий, индий, талий, германий, рений, теллур); В основу настоящей классификации положены, с одной стороны, общность физико-химических свойств, с другой - распространенность в природе и исторически сложившаяся общность методов их производства.
Лекция 5. Общая характеристика процессов доменной плавки. Движение шихты и газов в доменной печи, рациональное их распределение. Развитие косвенного и прямого восстановления в доменной печи. Образование чугуна и шлака. Процессы в горне доменной печи. Методы интенсификации доменного процесса. ГОСТы на чугун. План лекции: 1. Возникновение и развитие доменного производства. 2. Доменная печь 3. Шихта доменной плавки 4. Чугуны, выплавляемые в доменных печах 5. Особенности движения шихты в доменной печи Возникновение и развитие доменного производства. По свойствам (в зависимости от содержания углерода) черные металлы делят на три группы: железо (техническое) —до 0, 15 % С, сталь 0, 15—1, 7 % С, чугун 1, 7—7 % С. Железо в природе не встречается в чистом виде. В земной коре оно обычно находится в виде различных химических соединений, чаще всего с кислородом, в виде оксидов, смешанных с пустой породой, не содержащей железа. Извлечение железа из руд, т. е. получение его в металлической форме требует решения двух задач: 1) восстановления железа из его оксидов; 2) отделения восстановленного железа ог пустой породы. В древности производство железа осуществляли в так называемых сыродутных горнах, которые вырывали в земле, а позднее выкладывали из камня. В такой горн загружали руду в виде небольших кусков в смеси с древесным углем. Через отверстие у основания горна поступал воздух. При горении угля в нижней части печи развивалась довольно высокая температура ≥ 1000°С, а образующийся оксид углерода участвовал в восстановительных процессах. Размягченные восстановленные зерна железа слипались, образуя ком (крицу). По окончании горения крицу извлекали из горна и проковывали молотами. При этом из крицы, находящейся в тестообразном состоянии, выдавливались остатки пустой породы и после охлаждения отслаивались, а зерна сваривались в единое целое. Получавшийся таким образом металл служил для изготовления необходимых предметов и оружия. Со временем этот примитивный способ получения металла (сыродутный процесс) совершенствовался с соответствующим улучшением качества железа и увеличением его производства. Совершенствование происходило по двум основный направлениям: 1) увеличение высоты печей, способствующее улучшению использования тепла отходящих газов н повышению температуры в печи; 2) применение специальных устройств для вдувания воздуха в печь. В результате значительного увеличения количества поступающего в печь воздуха повысилась температура в горне. Так сыродутые горны превратились в домницы — шахтные печи высотой 2—4 м. Как и в сыродутных горнах, металл получали в виде крицы, но вследствие более высокой температуры в домницах часто обнаруживали металл в жидком виде: вместо железа получали чугун, имеющий значительно более низкую температуру плавления.. Вначале чугун считали нежелательным продуктом и выбрасывали, затем начали использовать его в смеси с рудой. Оказалось, что при этом получать металл стало выгоднее, чем только из руды. Так одноступенчатый процесс получения железа непосредственно из руды был заменен двухступенчатым способом: 1) получение чугуна из руды; 2) передел чугуна в железо. Домница работала попеременно, то выплавляя чугун, то производя крицу. Позднее для передела чугуна в крицу стали приме нять специально приспособлен ные для этого печи, а конструкция домницы изменялась с целью лучшего приспособления ее для выплавки чугуна, Домница превратилась в доменную печь. На рисунке 44, а приведен профиль одной из первых доменных печей. Возникновение собственно доменного производства относят к середине XIV в. В последующие два—три столетия доменное производство развивалось медленно, в основном в результате увеличения высоты доменных печей и мощности воздуходувных устройств. В качестве топлива использовали древесный уголь. Производительность таких доменных печей составляла ~2 т/сут. Быстрое истребление лесов, затруднявшее снабжение древесным углем металлургических заводов Западной Европы, и в первую очередь Англии, вызвало необходимость замены древесного угля другими
А — одной из первых (полезный объем 28 м3, суточная производительность 1, 5 т чугуна); Б — современной (полезный объем 5037 м3. суточная производительность ~ 12000 т чугуна) Рисунок 1. Профили доменной печи.
В послевоенные годы основными направлениями технического развития доменного производства было совершенствование конструкций загрузочных устройств, воздухонагревателей, подготовки шихтовых материалов к металлургическому переделу, использование в плавке природного газа и кислорода, а также увеличение размеров доменных печей. Самые крупные доменные печи имеют объем > 5000 м3 и производят чугуна > 12000 т/сут В России первые доменные печи появились около 1630 г. в районе г. Тулы. Однако по-настоящему черная металлургия России начала развиваться на Урале, где были сосредоточены большие запасы высококачественных железных руд и находились огромные массивы леса (для производства древесного угля). Начало выплавки чугуна на построенных по распоряжению Петра I Невьянском и Каменском заводах относится к 1701 и 1702 гг. К середине XVIII в. на Урале работали уже десятки доменных печей, намного превышающих западноевропейские как по размерам, так и по производительности.
Доменная печь Основным агрегатом для извлечения железа из железных руд является доменная пень (рисунок 45). По принципу работы она относится к типу шахтных печей, т. е. таких, рабочее пространство которых вытянуто в направлении вертикальной оси. Практикой установлена оптимальная конфигурация внутреннего пространства печи — ее профиля. Горизонтальное сечение доменной печи представляет собой окружность, в вертикальном сечении печь состоит из пяти зон. Верхнюю ее часть, через которую производят загрузку шихтовых материалов, называют колошником. Основной частью печи по объему является шахта, представляющая собой усеченный конус. Самая широкая часть, распар, через заплечики (в форме обратного усеченного конуса) переходит в горн. Современные доменные печи имеют большие размеры. Так, диаметры колошника, распара, горна составляют соответственно: 7—8, 12—16 и 10—14 м. Общая высота внутреннего пространства доменной печи составляет 254-300 м, а с учетом того, что она несколько приподнята на фундаменте и что над колошником установлено загрузочное устройство и газоотводы, верхняя точка ее находится над поверхностью земли на уровне 60—70 м. В верхней части горна имеется большое число расположенных равномерно по окружности фурменных отверстий, через которые в печь подают воздух. В нижней части горна имеется несколько (2—4) отверстий, предназначенных для выпуска чугуна и шлака — чугунных и шлаковых леток. Внутренняя часть печи выложена огнеупорным кирпичом, сохранность которого в течение нескольких лет эксплуатации обеспечивается системой охлаждения.
1—доменная печь; 2 — воздухонагреватели; 3 — пылеуловитель; 4 — бункерная эстакада
Рисунок 45. Общий вид доменной печи:
Шихта доменной плавки Для обеспечения нормального хода металлургических процессов и получения чугуна заданного сорта доменную печь загружают шихтой, состоящей из трех основных частей, взятых в заранее рассчитанном строго определенном соотношении. 1.Железорудный материал (агломерат или окатыши) — продукты предварительной обработки железной руды, заключающейся в обогащении и окусковании. Железорудные материалы кроме основного компонента — рудного минерала (Fе20з и Fе304) включают некоторое количество других веществ, не содержащих железа. Эту часть руды называют пустой породой. В состав пустой породы входят оксиды: SiO2; А1203; СаО; Мg0 и др. 2.Кoкс — главный источник тепловой энергии, он выполняет также роль реагента-восстановителя. Основными компонентами кокса являются углерод (85 %) и зола (9—12 %). 3.Флюс — материал, необходимый для снижения температуры плавления пустой породы рудного материала и золы кокса. Чаще всего в качестве флюса используют известняк, содержащий 96—98 % СаС03. В этом случае СаО флюса улучшает также переход серы из металла в шлак, т. е. понижает концентрацию серы в чугуне, улучшая качество металла.
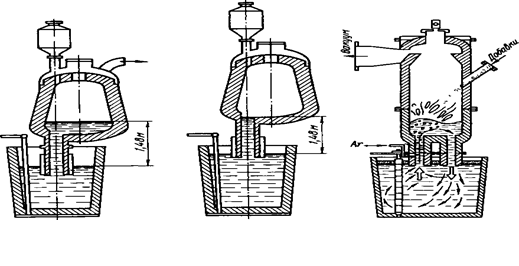
Обработка металлов вакуумом Обработка металла вакуумом влияет, как известно, на протекание тех реакций и процессов, в которых принимает участие газовая фаза. Газовая фаза образуется, в частности, при протекании реакции окисления углерода (образование СО), при протекании процессов выделения растворенных в металле водорода и азота, а также процессов испарения примесей цветных металлов. В стали практически всегда содержится определенное количество углерода. Равновесие реакции [С] + [О] = СОгаз, при обработке вакуумом сдвигается вправо, кислород реагирует с углеродом, образуя окись углерода. В тех случаях, когда кислород в металле находится в составе оксидных неметаллических включений, снижение давления над расплавом приводит в результате взаимодействия с углеродом к частичному или полному разрушению этих включений: (МеО) + [С] = Ме+ СОгаз; К= Более слабые включения, такие например, как МnО или Сr2О3, восстанавливаются почти нацело; для восстановления более прочных включений, таких, например, как А12О3 или ТiO2, требуется очень глубокий вакуум. Снижение концентрации кислорода в металле (" окисленности" металла) при обработке вакуумом за счет реакции окислениия углерода получило название " углеродное раскисление". Обработка металла вакуумом влияет и на содержание в стали водорода и азота. Выше было сказано, что содержание водорода в металле определяется при прочих равных условиях давлением водорода в газовой фазе. При снижении давления над расплавом равновесие реакции 2[Н]=Н2газ сдвигается вправо. Водород в жидкой стали отличается большой подвижностью, коэффициент диффузии его достаточно велик (DH = 1, 2-5-1, 5 * 10-3 см/с), и в результате вакуумирования значительная часть содержащегося в металле водорода быстро удаляется из металла. Равновесие реакции 2[N] =N2гaз при снижении давления также сдвигается вправо, однако азот в металле менее подвижен, коэффициент диффузии его в жидком железе на порядок меньше, чем водорода [D= (1-4) * 10-4 см/с], в результате интенсивность очищения расплава от азота под вакуумом значительно ниже, чем от водорода. Требуются более глубокий вакуум и продолжительная выдержка, чтобы достигнуть заметного очищения металла от азота. Процесс очищения металла от водорода и азота под вакуумом ускоряется одновременно протекающим процессом выделения пузырьков оксида углерода. Эти пузырьки интенсивно перемешивают металл и сами являются маленькими " вакуумными камерами", так как в пузырьке, состоящем только из СО, парциальные давления водорода и азота равны нулю. Кроме того, в тех случаях, когда металл содержит в повышенных концентрациях примеси цветных металлов (свинца, сурьмы, олова, цинка и др.), заметная часть их при обработке вакуумом испаряется. Необходимо иметь в виду, что при обработке вакуумом испаряется также и железо и полезные примеси (очень интенсивно, например, испаряется марганец). Однако эти потери становятся ощутимыми лишь при очень глубоком вакууме и очень длительной выдержке. Схема обработки жидкой стали вакуумом была предложена Г.Бессемером. Практическое использование метода внепечного рафинирования для повышения качества металла относится к началу 50-х годов. В настоящее время в промышленно развитых странах успешно работают сотни установок внепечного вакуумирования различной конструкции. Схемы наиболее распространенных конструкций представлены на рисунке 113. Самым простым способом является способ вакуумирования в ковше (рис. 113).
Рисунок 113. Различные способы внепечного вакуумирования В настоящее время наиболее распространены следующие способы обработки металла вакуумом в ковше: 1. Ковш с металлом помещают в вакуумную камеру, организуют перемешивание металла инертным газом, раскислители вводят в ковш из бункера, также находящегося в вакуумной камере. Этот метод часто называют ковшевым вакууми-рованием (рис. 114). 2. Металл вакуумируют при переливе из ковша в ковш или из ковша в изложницу, т.е. обработке вакуумом подвергается струя металла (метод называют струйным вакуумированием или вакуумированием струи).
1 — вакуум-крышка; 2 — теплозащитный экран; 3 — ста-леразливочный ковш; 4 — вакуум-камера Рисунок 114. Установка вакуумирования стали в ковше:
3. Металл под воздействием ферростатического давления засасывается примерно на 1, 48 м (рис. 115) в вакуумнуюкамеру, которую через определенные промежутки времени поднимают, но так, чтобы конец патрубка все время оставался опущенным в металл в ковше. Металл из камеры сливается по патрубку в ковш, затем камеру опускают и под действием разрежения в нее засасывается очередная порция металла (метод называют порционным вакуумированием). В некоторых случаях поднимают и опускают не вакуумную камеру, а ковш с металлом, а камера остается неподвижной. 4.
Этот способ часто называют также способом DH — по первым буквам предприятия Dortmund-Horder, Германия, где он был осуществлен впервые (рис. 115). Два патрубка вакуумной камеры погружают в металл; Рисунок 115. Схема процесса порционного вакуумирования (DH-процесс) Рисунок 116. Схема процесса циркуляционного вакуумирования (RH -процесс) при вакуумировании порция металла засасывается в вакуумную камеру (рис. 116). В один из патрубков начинают подавать инертный газ, в результате чего металл в этом патрубке. направляется вверх, в вакуум-камеру, а по другому — стекает вниз, в ковш. Происходит циркуляция металла через вакуум-камеру. Способ этот называют циркуляционным вакуумированием (или RH-процессом — по первым бук- вам предприятия Ruhrstahl-Heraeus, Германия, где процесс был осуществлен впервые). Заслуживает особого упоминания метод непрерывного (поточного) вакуумирования при разливке, разработанный в Липецком политехническом институте под руководством проф. Г.А.Соколова и внедренный на НЛМК. В основу метода положен принцип вакуумной дегазации струи и слоя металла в проточной камере, расположенной между сталеразливочным и промежуточным ковшами (рис.117).
1— сталеразливочный ковш; 2 — вакуумная камера; 3 — промежуточный ковш; 4 — кристаллизатор
Рисунок 117. Схема установки поточного вакуумирования
Рисунок 118. Метод пульсационного перемешивания металла в ковше (RH -процесс) Рафинированная сталь поступает в промежуточный ковш по металлопроводу, погруженному под уровень металла. Достоинствами метода является одновременное решение проблем: 1) вакуумирования в потоке; 2) защиты струи от вторичного взаимодействия с атмосферой; 3) повышение эффективности вакуумирования в результате движения струи через вакууми-рованное пространство, при котором происходит ее раскрытие и раздробление на капли, а также увеличение поверхности контакта металл—газовая фаза (вакуум). Методы вакуумной обработки стали непрерывно совершенствуются, предлагаются новые решения, позволяющие получать металл высокого качества с использованием более простых методов. Примером может служить разработанный на одном из японских заводов метод, названный методом РМ (PulsationMixing — пульсирующее перемешивание), схема которого показана на рисунке 118. На установке такого типа обрабатывают 100-т плавки конвертерного металла. Сущность метода заключается в переменном включении и выключении подачи аргона и вакуумного насоса, вследствие чего металл в цилиндре (и в ковше) интенсивно пульсирует, что обеспечивает высокую степень его рафинирования. Достоинство установки — возможность высокоэффективной работы без глубокого вакуума.
Аргоно-кислородная продувка Влияние продувки металла инертным газом на уменьшение парциального давления монооксида углерода, образующегося при окислении углерода, использовано при разработке такого процесса, как аргонокислородное обезуглероживание или аргонокислородное рафинирование (АКР). При продувке металла кислородом равновесие реакции [С] + 1/202(г) = СОг определяется парциальным давлением кислорода и образующегося монооксида углерода. Продувая металл смесью кислорода с аргоном, мы добиваемся " разбавления" пузырей СО аргоном и соответствующего сдвига вправо равновесия реакции. Окислительный потенциал газовой фазы при этом достаточен для проведения реакций окисления примесей ванны. Для осуществления процесса аргонокислородного рафинирования создан агрегат, обычно именуемый AOD-конвертер (рис.125). Конструкция фурм для подачи смеси аргона и кислорода позволяет в широких пределах регулировать соотношение О2: Аг; при этом соответственно меняется окислительный потенциал вдуваемой газовой смеси, вплоть до продувки одним аргоном (обычно в заключительной стадии плавки). Если при этом продувку вести под высокоосновным шлаком, обеспечивается также эффективная десульфурация расплава. Процесс известен также как AOD-процесс (Argon—Oxygen—Decarburisation).
а-конвертер, б-фурма Рисунок 125. Конструкция конвертера для продувки (АКР-процесс; AOD-процесс):
По сравнению с известным способом получения таких сталей из скрапа по схеме дуговая электропечь — конвертер аргонокислородной продувки затраты энергии в новом процессе ниже, содержание неметаллических включений и азота меньше, поскольку используют первородную шихту и не происходит образование атомарного азота в зоне продувки.
Производство ферросилиция Ферросилиций применяют для раскисления и легирования стали и в качестве восстановителя при производстве некоторых ферросплавов. В электрических печах выплавляют ферросилиций различных марок с содержанием кремния от 19—23 % (сплав ФС20) до 92—95% (сплав ФС92). При содержании кремния в сплаве в пределах 50—60 % и при загрязнении его фосфором и алюминием сплав рассыпается в порошок с выделением ядовитых летучих соединений. Поэтому сплав такого состава заводы не выпускают. Помимо кремния ферросилиций содержит железо и ряд примесей. В сплавах, содержащих 41—47 % кремния и более, имеется до 0, 1—0, 2 % С, до 0, 2— 0, 6% Mn, до 0, 05% Р, до 0, 02% S и до 1, 5-2, 5% А1. В малокремнистых сплавах(19— 27 % Si) содержание углерода достигает 0, 6—1, 0 %. Следует отметить, что ферросилиций содержит мало углерода, несмотря на применение углеродистого восстановителя и угольной футеровки печи. Объясняется это тем, что в присутствии кремния растворимость углерода в сплаве уменьшается. Чем больше в сплаве кремния, тем меньше сплав содержит углерода. Наиболее распространены сплавы ФС45 и ФС75, содержащие кремния соответственно около 45 и 75 %. Плотность ферросилиция зависит от содержания в нем Si:
Шихтовые материалы Рудной составляющей шихты являются кварциты, содержащие не менее 95 % SiО2, не более 0, 02 % Р2О5, и возможно меньше шлакообразующих примесей (глинозема). Кварцит дробят до кусков размером 25—80 мм и отмывают от глины. Для получения заданного содержания кремния в сплаве в шихту вводят рассчитанное количество железа в виде измельченной стружки углеродистой стали; железо, кроме того, облегчает восстановление кремния. В качестве восстановителя при выплавке ферросилиция применяют металлургический коксик кусками размером 10—25 мм (отсев доменного кокса). Иногда для замены части кокса применяют более дешевые материалы: полукокс— продукт коксования углей при 700 °С и материалы, содержащие карборунд SiC (отходы электродного и абразивного производств). Выплавка ферросилиция Ферросилиций выплавляют в круглых печах различной конструкции — вращающихся и стационарных, открытых и закрытых мощностью 16, 5—115 МВ*А при рабочем напряжении 130— 250 в. Рабочий слой футеровки выполняют из углеродистых блоков. Печь имеет две летки, одну рабочую и другую резервную. Шихту составляют исходя из того, что Si02 кварцита восстанавливается на 98 % и все железо стружки переходит в сплав. Шихтовые материалы смешивают в примерно следующей пропорции: Марка сплава ФС25 ФС45 ФС75 Количество материала, кг Кварцита 150 30 300 коксика 70-75 135-140 140-145 железной стружки 200-220 180-190 30/35 Плавку ведут непрерывным процессом. На колошник печи сверху непрерывно загружают шихту, а сплав периодически выпускают черезлетку. Глубина погружения электродов в шихту должна быть большой (от 800 мм на малых печах до 2700 мм на больших). Расстояние от концов электродов до подины должно составлять 300—600 мм. При загрузке перемешанных шихтовых материалов в печь стремятся создать и поддерживать вокруг электродов шихту в виде возвышающихся конусов, которые затрудняют выход газов здесь и уменьшают вследствие этого потери тепла и кремния.
1 — шамот, 2 — жидкий сплав, 3 — гарнисаж, 4 — область медленного схода шихты, 5 — электрод, 6 — область быстрого схода шихты, 7 - " тигель", 8-угольная футеровка Рисунок 138. Разрез печи для выплавки ферросилиции
Процесс плавки происходит главным образом у электродов, под которыми горят электрические дуги. Здесь в зоне дуг в шихте образуется (рис. 138) полость (" тигель" ) с очень высокой температурой. Стенки тигля непрерывно оплавляются, кремнезем восстанавливается, кремний растворяется в жидком железе, жидкий сплав опускается на подину, а новые порции шихты— в зону реакций. Кремний восстанавливается твердым углеродом по реакции SiО2 + 2С = Si + 2СО (166) идущей с большой затратой тепла 635096 Дж, на 1с-ст Si. Теоретическая температура ее начала равна 1854 °С. В присутствии железа восстановление кремния облегчается и идет при более низких температурах, поскольку железо, растворяя кремний, выводит его из зоны реакции, что сдвигает равновесие этой реакции вправо, в сторону восстановления кремния. Чем больше железа в шихте, тем при более низкой температуре происходит восстановление кремния и образование ферросилиция. Температура начала восстановления кремния при формировании ферросилиция различных марок имеет следующие значения:
Железо облегчает ход процесса также тем, что разрушает карбид кремния SiC. Последний образуется при избытке восстановителя (SiО2 + 2С = SiC + 2СО) и, являясь тугоплавким (Тпл> 2700 °С), накапливается внизу печи, загромождает ее, снижая производительность. В зоне высоких температур идет частичное восстановление алюминия и кальция из содержащихся в кварците и золе кокса А12О3и СаО, поэтому ферросилиций содержит до 2, 5 % А1 и до 1, 5 % Са. В восстановительных условиях плавки более 60 % фосфора из шихтовых материалов переходит в сплав. Сера целиком улетучивается. Из невосстановившихся оксидов шихты формируется шлак, его количество равно 2—6 % от массы сплава. Типичный состав шлака, %: 25-40 SiО2, 20-40 А12О3, 10-25 СаО, 2-10 SiC, 3—8 ВаО, менее 2 MgO и FeO. Шлаки имеют высокую температуру плавления (1500—1700 °С) и вязкость. Шлак выходит из печи через летку вместе со сплавом. При повышенной вязкости часть шлака остается в печи, что может вести к зарастанию ванны. Образующийся в высокотемпературных зонах восстановления газ СО поднимается вверх, нагревая шихту, причем он стремится двигаться вверх над зонами восстановления у электродов. Чтобы повысить степень использования тепла газов, шихту загружают у электродов, создавая здесь более высокий слой располагающихся конусом материалов. Высокий слой шихты у электродов препятствует подъему здесь газов и они выделяются дальше от электродов, нагревая большее количество шихты. При вращении ванны неподвижные электроды разрыхляют шихту, поднимающиеся газы более равномерно распределяются по сечению ванны. Плохо прогретые у стен печи материалы спекаются в плотный монолит (гарнисаж). Нормальный ход печи характеризуется медленным опусканием электродов по мере их сгорания и равномерным оседанием шихты вокруг этих электродов. Формируемый ферросплав имеет следующую температуру плавления:
Сплав выпускают 12—20 раз в сутки. Вскрытие летки производят прожиганием электрической дугой или кислородом, пробиванием железным прутом или при помощи бура. По окончании выпуска летку закрывают конической пробкой из смеси электродной массы и песка или огнеупорной глины и коксика. Сплав при Т=1650-1750 0С выпускают в ковш, футерованный шамотным кирпичом или графитовой плиткой, и затем разливают в плоские изложницы или в чушки на разливочной машине конвейерного типа. Расход материалов и электроэнергии при выплавке ферросилиция некоторых марок:
Металлургия меди Медь очень хорошо проводит электричество и тепло. Удельное сопротивление меди равно 0, 018 Ом *мм2/м, а теплопроводность при 20 °С составляет 385 Вт/(м - К). По электропроводности медь лишь немного уступает серебру. Ее электропроводность в 1, 7 раза выше, чем у алюминия, и примерно в 6 раз выше, чем у платины и железа. Медь обладает ценными механическими свойствами — ковкостью и тягучестью. В присутствии воздуха, влаги и сернистого газа медь постепенно покрывается плотной зеленовато-серой пленкой основной серно-кислой соли, предохраняющей металл от дальнейшего окисления. Поэтому медь и ее сплавы находят широкое применение при строительстве линий электропередач и устройстве различного вида связи, в электромашиностроении и приборостроении, в холодильной технике (производство теплообменников охлаждающих устройств) и химическом машиностроении (изготовление вакуум-аппаратов, змеевиков). Около 50 % всей меди расходует электропромышленность. На основе меди создано большое число сплавов с такими металлами, как Zn, Sn, Al, Be, Ni, Mn, Pb, Ti, Ag, Au и др., и реже с неметаллами Р, S, О и др. Область применения этих сплавов очень обширна. Многие из них обладают высокими антифрикционными свойствами. Сплавы применяют в литом и кованом состоянии, а также в виде изделий из порошка. Например, широко применяют сплавы типа оловянных (4— 33 % Sn), свинцовых (~ 30 % Рb), алюминиевых (5—11 % А1), кремниевых (4—5 % Si) и сурьмяных бронз. Бронзы применяют для изготовления подшипников, теплообменников и других изделий в виде листа, прутков и труб в химической, бумажной и пищевой промышленности. Сплавы меди с хромом и порошковый сплав с вольфрамом идут на изготовление электродов и электроконтактов. В химической промышленности и машиностроении также широко применяют латунь — сплав меди с цинком (до 50 % Zn), обычно с добавками небольших количестве других элементов (Al, Si, Ni, Мп). Сплавы меди с фосфором (6—8 %) используют в качестве припоев. Свойства, применение, сырье Для получения меди применяют медные руды, а также отходы меди и ее сплавов. В рудах содержится 1—6 % меди. Горную породу, содержащую меньше 0, 5 % Си, не перерабатывают, так как при современном уровне техники извлечение из нее меди нерентабельно. В рудах медь обычно находится в виде сернистых соединений (медный колчедан или халькопирит CuFeS2, халькозин Cu2S, ковелин CuS), оксидов (куприт Cu2О, тенорит СиО) или гидрокарбонатов [малахит СuСО3 * Сu(ОН)2, азурит 2СuСО3 * Сu(ОН)2]. Пустая порода руд состоит из пирита FeS2, кварца SiO2, карбонатов магния и кальция (MgCO3 и СаСО3), а также из различных силикатов, содержащих А12Оэ, СаО, MgO и оксиды железа наряду с SiO2. Руды разделяют на сульфидные, оксидные и смешанные. Сульфидные руды обычно бывают первичного происхождения, а окисленные руды образовались в результате окисления минералов сульфидных руд. В сульфидных рудах медь находится в виде сернистых соединений, в этих рудах всегда много пирита FeS2. Окисленные руды состоят главным образом из оксидов. Сульфидные руды содержат обычно 1—6 % Си, 8—40 % Fe, 9-46% S, 1-6% Zn, 5-55% SiО2, 2-12% А12О3, 0, 3-4% СаО, 0, 3—1, 5 % MgO, а в окислительных рудах обычно находится около 2% Си, около 1%Fe, 0, 1-0, 2% S, 60-68% SiO2, 10-16% А12О3, 0, 3-0, 7% СаО и 0, 3-0, 7% MgO. В небольших количествах встречаются так называемые самородные руды, в которых медь находится в свободном виде. Нередко руды являются комплексными, т.е. они содержат заметные количества других металлов: цинка, свинца, никеля, золота, серебра, селена, таллия и др. Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 1437; Нарушение авторского права страницы




 ;
;