
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разновидности конвертерных процессов
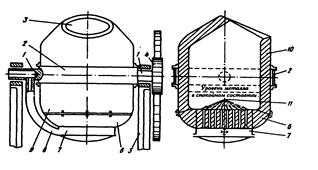
Сущность конвертерных процессов на воздушном дутье (бессемеровского и томасовского) заключается в том, что залитый в плавильный агрегат (конвертер) чугун продувают снизу воздухом; кислород воздуха окисляет примеси чугуна, в результате чего он превращается в сталь; при томасовс-ком процессе, кроме того, в основной шлак удаляются фосфор и сера. Тепло, выделяющееся при окислении, обеспечивает нагрев стали до температуры выпуска (~ 1600 °С). Бессемеровский и томасовский конвертеры представляют собой сосуд грушевидной формы (рис. 55), выполненный из стального листа с футеровкой изнутри. Футеровка бессемеровского конвертера кислая (динасовый кирпич), томасовского — основная (смолодоломит).
1 — цапфы; 2 — опорное кольцо; 3 — отверстие горловины; 4 — зубчатое колесо; 5 — опорная станина; 6 — днище; 7 — воздушная коробка; 8 — патрубок для подачи дутья; 9 — корпус; 10 — футеровка; 11 — сопла Рисунок 55. Устройство бессемеровского конвертера.
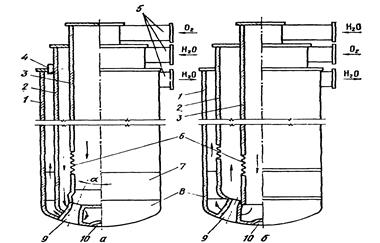
Сверху в суживающейся части конвертера — горловине — имеется отверстие, служащее для заливки чугуна и выпуска стали. Снизу к кожуху крепится отъемное днище с воздушной коробкой. Дутье, подаваемое в воздушную коробку, поступает в полость конвертера через фурмы (сквозные отверстия), имеющиеся в футеровке днища. Дутьем служит воздух, подаваемый под давлением 0, 30—0, 35 МПа. Цилиндрическая часть конвертера охвачена опорным кольцом; к нему крепятся цапфы, на которых конвертер поворачивается вокруг горизонтальной оси. Стойкость днища бессемерского конвертера составляет 15-25 плавок, томасовского 50-100 плавок, после чего их заменяют. Стойкость остальной футеровки выше: у томасовского конвертера 250-400 плавок, у бессемерского 1300-2000 плавок. В конвертер заливают бессемеровский чугун (0, 7-1, 25% Si; 0, 5-0, 8% Mn; 3, 8-4, 4% C; ˂ 0, 06% P; В томасовский конвертер для образования основного шлака загружают известь (12-18% от массы металла), заливают томасовкий чугун (1, 6-2, 0% Р; 0, 2-0, 6% Si; 0, 8-1, 3% Mn; ˂ 0, 08% S; 2, 8-3, 3% С), имеющий температуру 1180-1250°С, и ведут продувку воздухом в течении 16-22 мин. За это время окисляются углерод, кремний и марганец; из продуктов окисления составляющих чугуна и СаО извести формируется основной шлак и в конце продувки в этот шлак частично удаляются фосфор и сера. Продувку заканчивают, когда содержание фосфора в металле снизится дло 0, 05-0, 07%, после чего металл выпускают в ковш, куда вводят раскислители. Общая длительность плавки составляет 25-40 мин. Состав конечного шлака: 16-24% P2O5; 42-45% СаО; 5-10% SiO2; 8-15% FeO; 7-10% MnO; благодаря высокому содержанию P2O5 этот шлак используют в качестве удобрения. В период с 1955 по 1975 г. бессемеровский и томасовский процессы и их разновидности были вытеснены кислородно-конвертерными процессами с верхней и нижней подачей дутья. Кислородно-конвертерным процессом обычно называют процесс выплавки стали из жидкого чугуна и добавляемого лома в конвертере с основной футеровкой и с продувкой кислородом сверху через водоохлаждаемую фурму; за рубежом его называют процессом ЛД. За время существования процесса (с 1952—53 гг.) было разработано несколько его разновидностей, из которых в настоящее время наряду с процессом ЛД промышленное применение находят кислородно-конвертерные процессы с донной продувкой и с комбинированной продувкой (см. рис. 56). За короткий срок кислородно-конвертерный процесс получил широкое распространение во всех странах. Так, если в1960 г. доля кислородно-конвертерной стали составила 4 % мировой выплавки стали, то в 1970- 40, 9%, а в 1998 г.- около 60%. Быстрое развитие кислородно-конвертерного процесса объясняется тем, что он, как и прочие конверторные процессы, обладает рядом преимуществ по сравнению с
а — продувка кислородом сверху; б — продувка кислородом снизу (через дно); в— комбинированная продувка (кислородом сверху и различными газами через дно) Рисунок 56. Разновидности кислородно-конвертерных процессов.
мартеновским и электросталеплавильным процессами. Основные: 1) более высокая производительность одного работающего сталеплавильного агрегата (часовая производительность мартеновских и электродуговых печей не превышает 140 т/ч, а у большегрузных конвертеров достигает 400—500 т/ч); 2) более низкие капитальные затраты, т.е. затраты на сооружение цеха, что объясняется простотой устройства конвертера и возможностью установки в цехе меньшего числа плавильных агрегатов; меньше расходы по переделу, в число которых входит стоимость электроэнергии, топлива, огнеупоров, сменного оборудования, зарплаты и др.; 3) процесс более удобен для автоматизации управления ходом плавки; 4) благодаря четкому ритму выпуска плавок работа конвертеров легко сочетается с непрерывной разливкой.
Устройство кислородных конвертеров с верхней продувкой Кислородный конвертер представляет собой поворачивающийся на цапфах сосуд грушевидной формы (рис. 57 и 58), футерованный изнутри и снабженный леткой для выпуска стали и отверстием сверху для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна, загрузки лома и шлакообразующих и слива шлака. Вместимость существующих конвертеров составляет 50—400 т. стали. Форма конвертера.Профиль рабочего объема, образованный футеровкой, у отечественных конвертеров обычно имеет вид, показанный на рисунке 63. Суживающаяся кверху горловина примыкает к цилиндрической части, ниже которой расположена суживающаяся часть, заканчивающаяся сферическим днищем. Сужение нижней части и сферическая форма днища предотвращают образование застойных зон при циркуляции металла в конвертерах с верхней продувкой. Размеры конвертерадолжны прежде всего обеспечивать продувку без выбросов металла через горловину, поскольку выбросы уменьшают выход годной стали и требуют периодических остановок конвертера для удаления настылей металла с горловины и входной части котла-утилизатора. Размеры некоторых конвертеров приведены в таблице 14. Основные параметры, определяющие возможность работы конвертера без выбросов — удельный объем (объем рабочей полости, приходящийся на 1т жидкой стали, м3/т) и отношение высоты рабочего объема к его диаметру H/D(рис.63).
Рисунок 57. Общий вид кислородного конвертера с односторонним стационарным механизмом поворота.
1 — опорный подшипник, 2 — цапфа, 3 — защитный кожух, 4 — ведомое зубчатое колесо, 5 — вал-шестерня, 6 — навесной электродвигатель с редуктором, 7 — корпус ведомого колеса, 8, 9 - демпфер, 10 - опорная станина, - опорное кольцо
Рисунок 59. Профиль рабочего пространства кислородного конвертера
Таблица 14.Размеры некоторых кислородных конвертеров
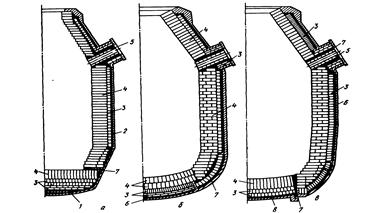
Для сооружаемых в последние годы 100—380-т конвертеров величину удельного объема принимают в пределах от 1, 0 до 0, 85 м3/т, aH/Dот 1, 55 до 1, 4—1, 45, причем в этих пределах они должны снижаться по мере увеличения вместимости конвертера. Для ранее строившихся и эксплуатируемых конвертеров характерно колебание значений этих параметров в неоправданно широких пределах: удельного объема от 0, 5 до 1, 15 м3/т и отношения H/Dот 1, 17 до 2, 1. При выборе диаметра отверстия горловины Drучитывают, что горловина большого размера позволяет загружать стальной лом в один прием. Исходя из условий загрузки лома в один прием диаметр отверстия горловилона ны определяют из соотношения: Dr= 0, 2iv Т, м. Угол наклонагорловины к вертикали а в существующих конвертерах изменяется от 20 до 35°. Угол р в нижней сужающейся части конвертера чаще делают равным 20—30°, у конвертеров со вставным днищем он достигает 35—40°. Корпус и днище.Корпус конвертера выполняют сварным из листовой стали толщиной от 20 до 110 мм и делают его либо цельносварным, либо с отъемным днищем, которое крепится болтами или клиновыми соединениями. Горловина в большей степени, чем другие элементы кожуха, подвержена воздействию высоких температур и короблению и может быть повреждена при удалении застывших выплесков металла и в процессе слива шлака. Поэтому верх горловины защищают массивным шлемом. Хорошо зарекомендовала себя конструкция шлема, показанная на рисунке 60. К корпусу 1 горловины приварена снабженная кольцевым пазом 3 утолщенная обечайка 2, на которой с помощью закладных планок 5 закреплены несколько литых сегментов 4. Широко применяются как неотъемные (рис.61, б ), так и отъемные днища. Отъемные днища могут быть приставными (рис.61, а) и вставными (рис. 61, в). Снятие и установку осуществляют с помощью домкратных тележек, передвигающихся под конвертером.
Рисунок 60. Шлем горловины конвертера.
1— отъемное днище, 2 — кожух конвертера; 3 — арматурный слой футеровки; 4— рабочий слой футеровки; 5 — блоки из плавленого магнезита; 6 — пред-арматурный слой (огнеупорная масса, асбест), 7 — огнеупорная масса; 8 — вставное днище Рисунок 61. Футеровка кислородных конвертеров с приставными (а), неотъемными {б) и вставными (в) днищами.
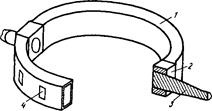
Цапфы и опорное кольцо.Конвертер цапфами опирается на роликовые опорные подшипники, закрепленные в опорных станинах. Подшипники обеспечивают возможность вращения конвертера вокруг оси цапф; при этом один подшипник фиксированный, а другой " плавающий", что дает возможность перемещения вдоль оси цапф на 15—30 мм. Опорное кольцо (рис. 62) представляет собой конструкцию, состоящую из двух полуколец 1 и закрепленных между ними двух цапфовых плит 2; полукольца и плиты скреплены шпильками. Полукольца выполняют сварными полыми прямоугольного (коробчатого) сечения.
Рисунок 62. Опорное кольцо конвертера 1 — полукольцо, 2 — цапфовая плита, 3 — цапфа, 4 — окно для циркуляции воздуха
Цапфы 3(см. рис. 62) выполняют коваными: обычно их крепят к опорному кольцу путем запрессовки в цапфовую плиту. Цапфы большегрузных конвертеров часто делают водо-охлаждаемыми. Механизм поворота. Он обеспечивает вращение конвертера вокруг оси цапф на 360° со скоростью от ОД до 1 м/мин. Поворот конвертера необходим для выполнения технологических операций: заливки чугуна, завалки лома, слива стали и шлака и др. Механизмы поворота бывают стационарными и навесными. В состав стационарного механизма (см. рис. 57) обычно входят установленные на жестком фундаменте электродвигатель с редуктором, вращающий момент от которых передается цапфе с помощью шпинделя или зубчатой муфты. Недостатком механизма является его быстрый износ вследствие того, что, будучи неподвижно закрепленным, он испытывает удары вращающихся цапф в случае их перекоса, а также ударные нагрузки в момент включения привода. Футеровка.Футеровку обычно делают из двух слоев: арматурного и рабочего. Примыкающий к корпусу арматурный слой (см. рис. 61) толщиной 110—250 мм уменьшает теплопотери и защищает кожух в случае прогара рабочего слоя. Арматурный слой выполняют из магнезитового или магнезитохромитового кирпича, он не требует замены очень длительное время (годы). Внутренний или рабочий слой изнашивается во время работы и его заменяют при ремонтах футеровки; его толщина в зависимости от емкости конвертера составляет 500-800 мм. Для кладки рабочего слоя в основном применяют безобжиговые смоло- или пекосвязанные (на связке из каменноугольной смолы или пека) огнеупоры, поскольку их стойкость в условиях конвертерной плавки оказалась значительно (в два—три раза), более высокой, чем стойкость обычных обожженных огнеупоров (магнезитохроми-товых и магнезитовых кирпичей). Из этих огнеупоров широко используют смолодоломит (35—50% MgO, 45—60% СаО), получаемый из недорогого природного сырья — доломита; смоло-доломитомагнезит (50—85 % MgO, 10—45 % СаО), производимый из доломита с добавкой более дорогого магнезита, и реже смоломагнезит (более 85 % MgO), получаемый из дорогостоящего магнезита. Кислородная фурма.Кислород подают в конвертер через вертикально расположенную водоохлаждаемую фурму, которую вводят в полость конвертера через горловину строго по его оси. Давление кислорода перед фурмой составляет 1, 0—1, 6 МПа (10-16атм). Высоту фурмы над ванной можно изменять по ходу плавки; обычно она увеличивается при росте емкости конвертера и находится в пределах 1, 0—4, 8 м от уровня ванны в спокойном состоянии. Поднимают и опускают фурму с помощью механизма, сблокированного с механизмом вращения конвертера. Конвертер нельзя повернуть, пока из него не удалена фурма. Скорость подъема и опускания фурмы изменяется в пределах 0, 1—1м/с.
1—3 — стальные трубы; 4 — сальниковое уплотнение; 5 — патрубки для подачи кислорода и воды; 6 — компенсатор; 7 — сменная часть наружной трубы; 8 — медная головка фурмы; 9 — сопло; 10 — выемка Рисунок 63. Многосопловые кислородные фурмы с центральной подачей кислорода (а) и воды (б). Фурма выполнена из трех концентрично расположенных стальных труб и снабжена снизу медной головкой с соплами (рис. 63). Полости, образованные трубами, служат для подачи кислорода, подвода и отвода охлаждающей воды. Наиболее часто применяют фурмы с центральной подачей кислорода (рис. 63, а).По средней трубе при этом подводят охлаждающую воду, а по наружной — отводят. Применяются также фурмы с центральной подачей охладителя (рис. 63, б).В таких фурмах подаваемую через центральную трубу воду отводят по наружной трубе, а кислород подают по средней трубе. К верхней части труб прикреплены патрубки 5 для подвода кислорода, подвода и отвода воды. Головка фурмы является сменной, ее соединяют с трубами сваркой (см. рис. 64) или резьбой в сочетании со сваркой. В головке расположены сопла Лаваля 1, через которые кислород поступает в полость конвертера и распределитель воды, направляющий ее вдоль поверхности головки.Сопла Лаваля (рис. 64, 1)применяют потому, что они, преобразуя энергию давления в кинетическую, обеспечивают скорость кислорода на выходе в 500 м/с и более; это необходимо для заглубления струй в ванну и полного усвоения ею кислорода. Давление кислорода перед соплом должно быть более 0, 9—1, 2 МПа, а его диаметр определяют расчетом; приближенно диаметр минимального (критического) сечения сопла можно определить по формуле, мм:
где р — давление перед соплом, МПа; V — расход кислорода через сопло (обычно не более 250м3/мин). Воду для охлаждения фурмы подают насосом в таком количестве, чтобы перепад температур на входе и выходе не превышал 30° во избежание выпадения из воды солей жесткости; на больших конвертерах расход воды достигает 500м3/ч. Стойкость головок фурм составляет 50—150 плавок. В первые годы освоения кислородно-конвертерного процесса применялись односопловые фурмы, позволявшие работать с небольшими расходами (до 200—250 м3/мин) кислорода; увеличение расхода кислорода при подаче одной струей вызывало выбросы металла при продувке. Позднее были разработаны повсеместно применяемые в настоящее время многосопловые фурмы, которые благодаря рассредоточению кислородного потока на несколько струй, обеспечили более " мягкую" продувку и резкое уменьшение количества выбросов.
1 — сопло Лаваля (медь); 2 — наружная тарелка (медь); 3 — распределитель воды; 4 — стальной патрубок; 5 — внутренняя тарелка; 6 — телескопическое соединение; 7— компенсатор; 8—10 — стальные трубы; 11— места сварки при смене головки Рисунок 64. Сварная головка кислородной фурмы:
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 1210; Нарушение авторского права страницы
 0, 06% S) при температуре 1250-1300°С и продувают его воздухом в течении 10-15 мин. За время продувки окисляются углерод, кремний, и марганец чугуна и из образующихся окислов формируется кислый шлак. После того, как углерод окислился до заданного содержания, продувку заканчивают, металл чрез горловину конвертера сливают в ковш, одновременно раскисляя его путем добавки в ковш раскислителей. Общая длительность плавки составляет 20-30 мин; поскольку шлак кислый (55-65% SiO2; 15-25% FeO; 15-20% MnO), при плавке не удаляются сера и фосфор.
0, 06% S) при температуре 1250-1300°С и продувают его воздухом в течении 10-15 мин. За время продувки окисляются углерод, кремний, и марганец чугуна и из образующихся окислов формируется кислый шлак. После того, как углерод окислился до заданного содержания, продувку заканчивают, металл чрез горловину конвертера сливают в ковш, одновременно раскисляя его путем добавки в ковш раскислителей. Общая длительность плавки составляет 20-30 мин; поскольку шлак кислый (55-65% SiO2; 15-25% FeO; 15-20% MnO), при плавке не удаляются сера и фосфор.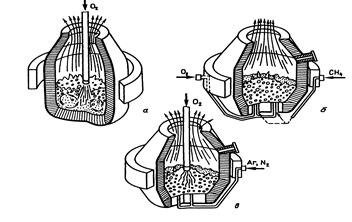
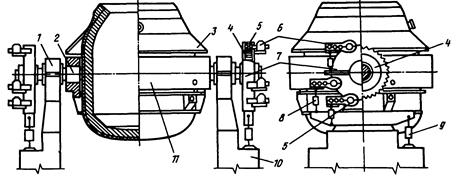
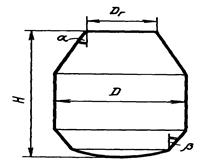 Рисунок 58. Кислородный конвертер с двухсторонним навесным многодвигательным механизмом поворота.
Рисунок 58. Кислородный конвертер с двухсторонним навесным многодвигательным механизмом поворота.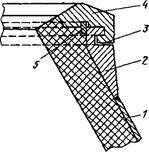
 (147)
(147)