|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Механическая обработка масляного зерна и масла
Сущность данной операции заключается в формировании из разрозненных агрегатов масляного зерна монолита масла, равномерном распределении компонентов и пластификации продукта. Это влияет на вкус масла, его консистенцию, стойкость при хранении, товарные показатели. Эффективность обработки масляного зерна во многом зависит от его структуры, состава и свойств. Масляное зерно может иметь компактную структуру отдельных агрегатов правильной формы с плотной поверхностью или рыхлую с неровной поверхностью, соответственно, при использовании маслоизготовителей периодического и непрерывного действия. Структура и размеры масляного зерна влияют на его влагоудерживающую способность, формирование монолита и характер структуры масла. Мелкое зерно способствует выработке поверхностной влаги, а крупное - удерживает влагу, находящуюся внутри отдельных его агрегатов. При механической обработке масла одновременно происходят диспергирование и коалесценция капель плазмы (дробление и соединение). Механическую обработку начинают сразу после слива (отжатия) пахты или промывной воды. Масляное зерно обрабатывают в маслоизготовителях различных конструкций. В аппаратах периодического действия механическая обработка осуществляется вальцами, либо посредством многократных ударов комков масла в безвальцовых конструкциях маслоизготовителей. В непрерывнодействующих маслоизготовителях масляное зерно подвергают экструзионной обработке с помощью шнеков, которыми оно продавливается через специальное устройство, состоящее из металлических решеток и мешалок. При этом происходит спрессовывание масляного зерна, гомогенизация, уплотнение монолита и его пластификация. В процессе спрессовывания шнеками из масляного зерна удаляется пахта. При гомогенизации происходит диспергирование плазмы и равномерное распределение компонентов. Уплотнение монолита масла осуществляется в конической насадке. Стадии механической обработки. Процесс механической обработки масляного зерна условно разделяют на три стадии. Первая стадия - формирование пласта масла. Разрозненное масляное зерно объединяется в рыхлый пласт масла - необработанный монолит. На этой стадии обработки из масляного зерна удаляется часть механически связанной влаги, а другая часть удерживается внутри вновь образованных капилляров и капель. Количество влаги, отжатое из масляных зерен на этой стадии значительно превышает удерживаемую ими влагу. Массовая доля влаги в масле при этом снижается до минимального содержания 10, 5…11, 0 % (критический момент). На первой стадии обработки происходят процессы разрушения агрегатов, состоящих из жировых шариков, выпрессовывание из них жидкого жира, диспергирование кристаллических образований. Первая стадия завершается при достижении критического момента, когда влага поглощается монолитом масла и выделяется из него в одинаковых количествах. При обработке мягкого масляного зерна критический момент наступает быстрее, хотя содержание влаги в масле выше, чем при обработке твердого масляного зерна. На второй стадии происходит частичное разрушение образовавшейся структуры. Под влиянием механического воздействия масло частично размягчается (становится более мягким), влагоемкость повышается. Наряду с выработкой влаги в монолит (пласт) масла происходит ее диспергирование (в первую очередь крупных капель) и равномерное распределение в монолите. Одновременно происходит капсулирование капиллярной влаги и пластификация продукта, равномерное распределение всех компонентов, дезагрегирование кристаллических образований и завершение смены фаз. Третья стадия характеризуется увеличением влаги в масле и почти полным прекращением ее отжатия. Происходит усиленное диспергирование капель плазмы и равномерное их распределения в монолите масла. Степень дисперсности плазмы зависит от продолжительности механической обработки и прилагаемых усилий. С увеличением продолжительности обработки число крупных капель в масле снижается и возрастает количество мелких, что не зависит от конструкций используемых маслоизготовителей (периодического - МПД и непрерывного - МНД действия). Излишняя обработка может привести к повышенной выработке воздуха в масло и появлению порока " засаленная консистенция". Показателем завершенности обработки масла является степень дисперсности капель плазмы в монолите, которая характеризует удельную поверхности плазмы на границе соприкосновения ее с жиром. В производственных условиях для определения дисперсности плазмы в масле применяют специальные индикаторные бумажки, на которых " отпечатываются" размер капель плазмы и их распределение на срезе масла. О завершенности процесса обработки масла можно судить также по изменению его поверхности. Крупные капли плазмы (влаги), перемещаясь в поверхностный слой масла в процессе обработки, разрушаются на границе с воздухом (подобно разрушению воздушных пузырьков), а свободная влага растекается по поверхности масла, смачивая ее. При малых размерах капель значительно увеличиваются их устойчивость против разрушения и сопротивление изменению формы, а также величина упругой деформации. Поэтому мелкие капли, попадая на поверхность монолита, сохраняют высокую устойчивость. Эффективная обработка масляного зерна зависит от интенсивности механического воздействия, температуры и продолжительности процесса, химического состава и фазового состояния жира, твердости отдельных структурных агрегатов и др. Увеличение в жире легкоплавких глицеридов затрудняет получение масляного зерна достаточной твердости. К тому же оно легко размягчается в результате механического воздействия, особенно при повышении температуры. Влагоемкость его при этом растет. Поэтому в весенне-летний период года необходимо обеспечить устойчивое получение относительно твердого термоустойчивого масляного зерна и уменьшить интенсивность механического воздействия при его обработке. В осенне-зимний период года, когда в жире повышено количество высокоплавких глицеридов, твердость масляного зерна повышается, а влагоемкость снижается. Масляное зерно при этом плохо вырабатывает влагу и требует дополнительного механического воздействия. Во избежание " засаливания" масла необходимо регулировать режимы " созревания" и сбивания сливок так, чтобы получить достаточно мягкое масляное зерно и не увеличивать интенсивность механического воздействия при его обработке. Следовательно, режим механической обработки масляного зерна устанавливают в зависимости от химического состава жира, режимов созревания и сбивания сливок, то есть режимов, предшествующих обработке масляного зерна. Поверхность хорошо обработанного масла сухая на вид, с невидимой мелкодиспергированной влагой. Такое масло можно получить из достаточно твердого масляного зерна при интенсивной механической обработке его, особенно на завершающем этапе. В мягком масляном зерне, содержащем мало твердого жира, невозможно достичь одинакового воздействия на все слои обрабатываемого продукта и равномерного диспергирования влаги в монолите масла. При этом в масле останутся каналы, соединяющие капли плазмы. Поэтому, наряду с непрерывной жировой фазой, в нем сохранится непрерывность водной фазы. В случае избыточного количества жидкого жира, образующего с водой устойчивую поверхность раздела фаз, масло будет удерживать еще большее количество воды. Это следует учитывать при выработке разновидностей масла с различным содержанием плазмы (особенно с повышенным) и соответствующим образом регулировать температурный режим обработки. С повышением кислотности сливок и приближением ее к изоэлектрической точке казеина уменьшается степень его набухаемости, а следовательно, и количество влаги в масле, удерживаемое белками. Понижается также влагоемкость масла при повышении температуры пастеризации сливок вследствие изменения степени гидратации белков. Регулирование содержания влаги в масле. Содержание влаги в масле регулируют изменением режимов созревания сливок и их сбивания, обработки масляного зерна и другими факторами. 1) Влияние физического созревания сливок. С повышением температуры созревания сливок в масле повышается содержание влаги (из-за снижения количества твердого жира) и при сбивании сливок образуется мягкое масляное зерно, лучше удерживающее влагу, чем твердое. Это результат более сильного проявления сил адгезии между мягким зерном и водой по сравнению с взаимодействием твердого жира и водой. Мягкое масляное зерно по сравнению с твердым содержит больше адсорбционной влаги, механически связанной влаги в виде капель и влаги в микрокапиллярах, из которых она не удаляется в процессе обработки. При изменении температуры физического созревания сливок на 0, 8 °С содержание влаги в масле изменяется на 1 %. 2) Влияние параметров сбивания сливок. При использовании непрерывнодействующих маслоизготовителей для повышения количества влаги в масле увеличивают частоту вращения мешалки сбивателя. Массовая доля влаги увеличивается на 1 % при повышении значения данного показателя на 0, 9…1, 0 с-1 в весенне-летний период и на 0, 50…0, 67 с-1 в осенне-зимний период года. При уменьшении содержания жира в сливках с 42 до 34 % для повышения массовой доли влаги в масле на 1 % частоту вращения мешалки сбивателя увеличивают на 0, 1…0, 25 с-1. С изменением температуры сбивания сливок на 0, 4 °С массовая доля влаги масла изменяется на 1 %. При повышении температуры сбивания сливок на 1 °С частоту вращения мешалки сбивателя уменьшают на 0, 9…2, 5 с-1. 3) Влияние параметров механической обработки. Изменением температуры масла в процессе его обработки в маслоизготовителях непрерывного действия (МНД) можно увеличить или снизить содержание влаги в масле на 1, 0…2, 5 %. При уменьшении производительности маслоизготовителя на 10 % содержание влаги в масле ориентировочно повышается на 1 %. При изменении уровня пахты в первой шнековой камере маслоизготовителя на 2 см содержание влаги в масле изменяется на 0, 1 %. Изменение частоты вращения шнеков маслоизготовителя на 0, 10…0, 13 с-1 может изменить содержание влаги на 0, 5…1, 0 %. При повышении частоты вращения шнеков содержание влаги в масле уменьшается, а при снижении, наоборот, повышается. Регулирование массовой доли СОМО в масле. При использовании маслоизготовителей периодического действия содержание СОМО в масле повышают на 0, 2…0, 5 % исключением или снижением степени промывки масляного зерна водой. Сбивание сквашенных сливок при выработке кислосливочного масла также способствует повышению массовой доли СОМО. Возможно и внесение в зерно или пласт нормализующего раствора СОМО в пахте или воде (концентрацией до 20 %). Для приготовления нормализующего раствора с концентрацией СОМО 20 % используют сгущенное (сухое) обезжиренное молоко или пахту. Приготовленный нормализующий раствор при эксплуатации маслоизготовителей непрерывного действия вносят в пласт на стадии механической обработки с помощью насоса-дозатора, а при использовании маслоизготовителей периодического действия - в масляное зерно или пласт непосредственно в рабочую емкость. Регулирование содержания газовой фазы в масле. Содержание газовой фазы в масле, выработанном на непрерывнодействующих маслоизготовителях, сравнительно выше, чем на аппаратах периодического действия, и практически составляет 5…10× 10-5 и 2…3× 10-5 м3/кг, соответственно. Содержание газовой фазы в масле регулируют изменением параметров сбивания сливок и обработки масляного зерна, а также вакуумированием. Большинство современных непрерывнодействующих маслоизготовителей укомплектовано специальной вакуум-камерой, в которой масло обрабатывается при разрежении 0, 02…0, 8 МПа. Для снижения газовой фазы рекомендуется получать мелкое масляное зерно (1…2 мм), повышать уровень пахты в первой шнековой камере, снижать частоту вращения шнеков обработника и увеличивать степень заполнения его маслом, а также снижать температуру обработки, так как в мягкое масляное зерно лучше врабатывается газовая фаза. Посолка масла. Процесс осуществляют с целью придания маслу соленого вкуса. Допустимая массовая доля соли в масле 1, 0 %. Превышение указанного норматива вызывает излишне соленый привкус масла и интенсифицирует процессы химической порчи. Консервирующее действие поваренной соли (NaCl) в результате плазмолиза бактериальных клеток проявляется при 15 % концентрации ее в плазме. Это соответствует 2, 5 % соли в масле при массовой доле жира в нем 82, 5 %. В настоящее время в России соленое масло вырабатывают в незначительных количествах. При эксплуатации маслоизготовителей периодического действия посолку осуществляют сухой солью и рассолом. Сухую соль вносят непосредственно в масляное зерно или пласт при его механической обработке. При посолке рассолом в масляное зерно или пласт вносят заранее приготовленный раствор соли (25 % концентрации) из расчета 10…12 л рассола на 100 кг масла. При использовании маслоизготовителей непрерывного действия посолку осуществляют рассолом и вносят его на стадии обработки с помощью специальных дозирующих устройств. Фасование и упаковка масла Сливочное масло, выработанное методом сбивания сливок, может быть расфасовано в транспортную и потребительскую тару. В качестве транспортной тары используют картонные ящики массой нетто по 20, 0 кг, а также ящики из гофрированного картона массой нетто 20, 0; 15, 0; 10, 0; 5, 0 кг. Внутренняя поверхность коробов и ящиков перед их заполнением должна быть выстлана пергаментом или алюминиевой кашированной фольгой. Монолит масла в коробе или ящике должен быть плотным, без пустот, с ровной поверхностью. Упаковочный материал должен плотно прилегать ко всей поверхности монолита. При выработке масла в маслоизготовителях периодического действия фасовку осуществляют с помощью специальных машин или вручную. При ручной фасовке масло выгружают из маслоизготовителя или тележки порциями по 3…5 кг деревянной лопаткой в ящики или короба, установленные в специальные станки, и уплотняют деревянным пестиком. Куски масла кладут в центр короба и разравнивают их к краям. Такой прием предупреждает образование пустот и смещения пергамента. Деревянный инвентарь периодически смачивается холодной водой для предотвращения прилипания масла. После заполнения тары маслом, его поверхность выравнивается и закрывается упаковочным материалом. При использовании гомогенизаторов продукт имеет слегка текучую консистенцию. Для равномерного заполнения тары масло разравнивают деревянной лопаткой. При машинной фасовке масло из рабочей емкости маслоизготовителя периодического действия выгружают в бункер фасовочного аппарата или в специальную тележку, откуда оно насосом подается на расфасовку. При эксплуатации маслоизготовителя непрерывного действия масло из аппарата по направляющей трубе подают в бункер фасовочного автомата. Перед началом работы все детали фасовочного аппарата, соприкасающиеся с продуктом, обрабатывают антиприлипающими растворами. Для сливочного масла, вырабатываемого методом сбивания сливок (вне зависимости от типа маслоизготовителя), традиционно применяют фасование формированием брикетов. Предусмотрено фасование брикетами массой 10, 15, 20, 30, 50, 100, 150, 200 и 250 г, батончиками по 200, 250, 400 и 500 г. Масло, предназначенное для фасования в потребительскую тару, должно иметь однородную консистенцию, термоустойчивость не ниже 0, 7. Допускается фасовать масло, имеющее слегка крошливую, слегка слоистую, колющуюся, мучнистую консистенцию. Масло с мягкой консистенцией фасовать в потребительскую тару не рекомендуется. При фасовании в потребительскую тару масла, выработанного на маслоизготовителях периодического действия, обработку масляного пласта заканчивают при достижении требуемого распределения влаги (контроль индикаторными бумажками). Так, для масла с массовой долей влаги 16 % этот показатель должен соответствовать I…II классам, а для масла с массовой долей влаги 20 и 25 % - II…III классам. Во избежание выпрессовывания влаги масло с массовой долей влаги 16 и 20 % перед фасованием желательно (а содержание 25 % влаги обязательно) гомогенизировать сразу после выработки. Температура фасования масла, выработанного на маслоизготовителях периодического действия, составляет 14…16 °С в осенне-зимний и 13…15 °С в весенне-летний период года. При эксплуатации маслоизготовителей непрерывного действия масло в потоке направляют в бункер фасовочного аппарата. Выдержка масла перед фасовкой нежелательна. Температура фасования составляет 14…16 °С в осенне-зимний период года и 12…14 °С в весенне-летний. При фасовании масла с массовой долей влаги более 20 % температуру повышают на 1…2 °С. Масло на выходе из маслоизготовителя представляет собой твердообразный продукт, который легко формуется крупными монолитами (массой по 20 кг) и мелкими брикетами различной формы и массы от 10 до 500 г. Масло, выработанное в маслоизготовителях периодического действия, перед фасованием выгружают через люк в ванну-тележку, из которой шнеками, расположенными на дне, направляют в бункер фасовочного автомата (мелкими порциями) или в машины для упаковки масла (крупными монолитами). Температура масла к моменту фасования составляет 14…15 °С в осенне-зимний и 12…14 °С в весенне-летний периоды года.
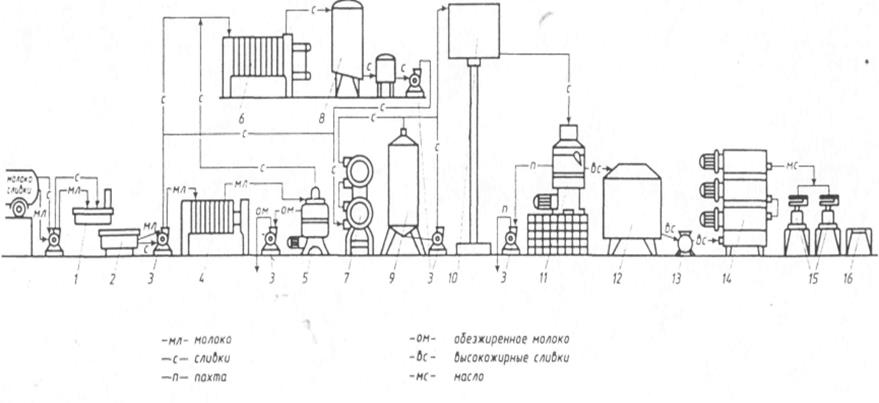
1 – весы; 2 – приемный резервуар; 3 – насос; 4 – пластинчатый теплообменник; 5 – сепаратор-сливкоотделитель; 6 – охладитель; 7 – трубчатый пастеризатор; 8 – резервуар для сливок; 9 – дезодорационная установка; 10 – напорный бак; 11 – сепаратор для высокожирных сливок; 12 – резервуар для высокожирных сливок; 13 – ротационный насос; 14 – маслообразователь; 15 – стол и весы; 16 - рольганг Рисунок 7.3 – Схема технологического процесса производства сливочного масла методом преобразования высокожирных сливок
7.5 Производство сливочного масла методом преобразования высокожирных сливок Сущность метода заключается в концентрировании жировой фазы молока (сливок) сепарированием до стандартного содержания ее в готовом масле с последующим преобразованием полученных высокожирных сливок в масло за счет термомеханической обработки. Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 3612; Нарушение авторского права страницы