Материалы, инструменты, оборудование сварки под флюсом.
Полуавтоматическая сварка под флюсом (шланговая сварка) выполняется проволокой диаметром до 22 мм, подаваемой в зону сварки по специальному шланговому проводу (рис. 84), прикрепленному одним концом к механизму подачи, а вторым к держателю полуавтомата (рис.85).

Рис. 84. Конструкция шлангового провода сварочного полуавтомата: 1 — стальная спираль, 2 — провода, подводящие сварочный ток, 3 — провода, подводящие электрический ток, 4 — хлопчатобумажная оплетка (снаружи шланг резиновый).
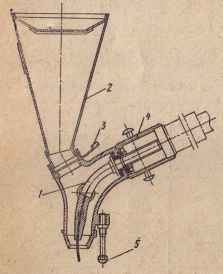
Рис. 85. Держатель сварочного полуавтомата: 1 — криволинейный трубчатый мундштук, 2 — воронка для флюса, 3 — заслонка, 4 — ручка с пусковой кнопкой и присоединенным шлангом и держателем, 5 — опорный костыль.
Перед началом сварки в воронку держателя насыпают флюс и держатель устанавливают на место сварки. Затем открывают заслонку и место сварки засыпается флюсом. Нажатием кнопки включателя, размещенной на держателе, включается сварочный ток.
Флюс
Для сварки среднелегированных сталей рекомендуются низкокремнистые флюсы АН-10 и АН-22. В производственной практике при сварке некоторых сталей этого класса (20ХГС, 25ХГС, 3ОХГС) применяют флюсы АН-348А и ОСЦ-45. В этом случае происходит некоторое выгорание углерода и хрома, вследствие чего переход их в шов уменьшается.
При сварке среднелегированных высокоуглеродистых сталей применяют флюс АН-42, способствующий выгоранию углерода. Для обеспечения необходимой прочности металла шва используемая электродная проволока должна содержать элементы-упрочнители (хром, марганец, кремний, молибден, никель).
Наряду с флюсами АН-10, АН-22 и АН-42 может применяться флюс АН-15, обеспечивающий меньшее содержание кремния в наплавленном металле, хорошее формирование и необходимые механические свойства сварных швов.
Сварка сталей 20ХГС и 25ХГС особых трудностей не представляет и выполняется без предварительного подогрева. Для сварки этих сталей толщиной до 6—8 мм с глубоким проваром могут применяться проволока Св-08А диаметром 2—3 мм и флюс АН-348А.
Выбор режима сварки.
Режимы сварки под флюсом имеют основные и дополнительные параметры. К основным относят: ток, его род и полярность, напряжение дуги, диаметр электродной проволоки, скорость сварки. Дополнительные параметры режима - вылет электродной проволоки, состав и строение флюса (плотность, размеры частиц), положение изделия и электрода при сварке.
Параметры режима сварки зависят от толщины и свойств свариваемого металла и обычно приводятся в технических условиях на сварку конкретного изделия и корректируются при сварке опытных образцов. При отсутствии таких данных режимы подбирают экспериментально. Основным условием для успешного ведения процесса сварки является поддержание стабильного горения дуги. Для этого определенной силе сварочного тока должна соответствовать своя скорость подачи электродной проволоки. Скорость подачи должна повышаться с увеличением вылета электрода. При его постоянном вылете увеличение скорости подачи уменьшает напряжение дуги. При использовании легированных проволок, имеющих повышенное электросопротивление, скорость подачи должна возрастать.
Техника сварки.
При полуавтоматической сварке под флюсом (рис. 2) сварочная проволока малого диаметра из кассеты 1 по специальному гибкому шлангу 2 передвигается подающим механизмом 3 к держателю 4, из которого она поступает в зону сварки. Сварочный ток подводится к держателю через гибкий шланг 2. Флюс в зону сварки подается либо пневматически сжатым воздухом по шлангу, либо за счет собственного веса из воронки держателя 4.
В процессе сварки сварщик перемещает держатель полуавтомата вручную вдоль линии шва. Полуавтоматической сваркой под флюсом можно выполнять различные типы сварных соединений (рис. 3).

|
| Рис. 2.Схема поста полуавтоматической сварки под флюсом:
1 — кассета подающего механизма; 2 — гибкий шланг для
подачи электродной проволоки; 3 — ролики подающего механизма;
4 — держатель; 5 — подающий механизм; 6 — аппаратный ящик
с оборудованием полуавтомата; 7 — сварочный трансформатор.
|

|
| Рис. 3.Схема полуавтоматической сварки под флюсом: а — стыковых
швов;
б — в положении «в ложечку», в — тавровых швов; г — нахлёстных
швов.
|

|
| Рис. 4.Схема полуавтоматической сварки под флюсом: а — на медной
или стальной подкладке; б — при соединении «в замок»;
в — на флюсовой подушке; 1 — резиновый шланг; 2 — флюс; 3 — изделие.
|
При полуавтоматической сварке для получения качественных сварных швов применяют флюс более мелкой грануляции, чем при автоматической сварке под флюсом. Полуавтоматическую сварку под флюсом выполняют по ручной подварке, на стальной и медной подкладках, на флюсовой подушке и на весу.
Полуавтоматическую сварку по ручной подварке применяют в тех случаях, когда полуавтоматическая подварка невозможна, например, при сварке кольцевых швов цилиндрических изделий небольшого диаметра.
Медную удаляемую подкладку (рис. 4, а) применяют при сварке тонких листов, при этом требуется достаточно точная сборка и надежное прижатие кромок к медной подкладке по всей длине шва (максимальный зазор 0, 25 — 0, 5 мм). Для получения валика в зоне корня шва в медной подкладке делают канавку, иногда ее засыпают флюсом.
Стальную остающуюся подкладку (см. рис. 4, а) применяют при сварке тонких листов, причем допускается большой зазор между стыкуемыми элементами, чем при сварке на медной подкладке, а зазоры между подкладкой и изделием должны быть не больше 1 мм. Разновидностью сварки на остающейся стальной подкладке является сварка в замок (рис. 4, б), которая применяется при наложении кольцевых швов на толстостенных цилиндрах малого диаметра.
При использовании флюсовой подушки (рис. 4, в) требуется меньшая точность сборки, чем при сварке на медной подкладке; хорошие результаты получаются как при однопроходной сварке с полным проваром всей толщины листа, так и при подварке с обратной стороны двустороннего стыкового шва. Для полуавтоматической сварки под флюсом применяются полуавтоматы ПШ-5, ПДШМ-500 и д
Популярное:
