|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
II. СПОСОБЫ И ПРИЗНАКИ ИЗМЕНЕНИЯ МАРКИРОВОЧНЫХ ДАННЫХ
В этой главе показаны типичные изменения маркировок вне заводов-изготовителей, вносимые в процессе эксплуатации АТС по различным причинам (ремонт, нанесение маркировки владельцем на деталь, приобретенную как запчасть, незаконное владение), которые следует отличать от исправления ошибочно нанесенных знаков или всей маркировки на предприятии-изготовителе. Маркировка кузова или двигателя АТС включает в себя буквенные, цифровые или иные обозначения соответственно на одной из передних панелей кузова или иногда на других элементах кузова и на определенных участках блоков цилиндров двигателей.
В описанных выше случаях к признакам, свидетельствующим об изменении маркировки, относятся: нечеткое начертание знаков, их смещение по вертикали, различные интервалы и глубина, отличия конфигурации знаков от образцов и между собой, посторонние штрихи в знаках; следы обработки поверхности под слоем эмали, увеличение толщины покрытия, а также наличие остатков шпатлевки или иных материалов на участке маркировки; различия ЛКП маркированной панели и прилегающих, наличие следов опыла (частиц) эмали на близлежащих деталях; несовпадение маркировки с ее отображением на обратной стороне панели и следы забивания знаков на ней, локальное увеличение толщины панели; сварные швы на маркированной панели, соединения панелей сварными швами, следы сверления точек сварки и имитация точечной контактной сварки (заполнение отверстий расплавами олова или латуни) и т. п. 2. Способы и признаки изменения маркировок двигателей Известны три способа изменения маркировки двигателей. Первый способ заключается в уничтожении знаков первичной маркировки путем снятия (срезания) слоя металла с нанесенной маркировкой путем механической обработки поверхности. Слой может быть срезан фрезой, абразивным или слесарным инструментом. После этого на подготовленной таким образом площадке наносится (набивается) требуемая маркировка. Второй способ состоит в забивании (зачеканивании) первичной маркировки с последующей набивкой требующихся знаков. Третий, редко встречающийся способ заключается в уничтожении знаков первичной маркировки блоков цилиндров, изготовленных из алюминиевых сплавов, термическим воздействием на маркировочную площадку. Для нагрева могут использоваться паяльные лампы, газовые горелки и т. п. Для измененной маркировки двигателей характерны следующие признаки: следы механической обработки площадки; следы первичной маркировки; отличие фактуры поверхности площадки от прилегающих участков или от заводского образца, имитация фактуры поверхности маркировочной площадки; отсутствие слоя эмали или спецсостава на маркировочной площадке (для блоков из алюминиевых и магниевых сплавов).
III. ИСПОЛЬЗОВАНИЕ ТЕХНИЧЕСКИХ СРЕДСТВ ПРИ ИССЛЕДОВАНИИ МАРКИРОВОК Во второй главе были описаны наиболее распространенные способы изменения маркировки кузовных деталей транспортных средств. В ряде случаев выявление факта изменения маркировки не вызывает серьезных затруднений и может быть осуществлено в процессе осмотра. Однако встречаются случаи, когда успешное решение задачи без нарушения целостности деталей возможно только при использовании приборов неразрушающего контроля. Ниже приводится краткая характеристика указанных технических средств и описана методика работы с ними. Вихретоковые дефектоскопы Вихретоковый дефектоскоп ВД-81Н конструкции МЭИ предназначен для экспресс-контроля поверхности из электропроводящих материалов. Прибор позволяет обнаруживать трещины, выходящие на поверхность изделия. Минимальные размеры обнаруживаемых трещин: длина — не менее 2 мм, глубина — не менее 0, 5 мм, раскрытие—не менее 0, 01 мм. Обнаружение дефектов возможно под слоем лакокрасочного покрытия толщиной до 0, 3 мм. Кроме того, с его помощью можно выявить дефекты металла в виде неоднородности структуры (сварной шов) и невидимую глазом границу раздела разнородных металлов. Прибор снабжен системой автоматической настройки, которая освобождает оператора от проведения ручной настройки при исследовании изделий, изготовленных из различных металлов. В нем предусмотрено два типа индикации — световая и звуковая. Дефектоскоп ВД-81Н имеет габаритные размеры 180X90X25 мм и массу менее 0, 5 кг. Питание прибора осуществляется от внутреннего источника питания — аккумуляторов или сухих батарей. Время его непрерывной работы от одного малогабаритного источника питания напряжением 9 В превышает 100 ч. В настоящее время в МЭИ разработана модификация данного дефектоскопа, имеющая меньшие габариты и улучшенные технические характеристики. Вихревой дефектоскоп ВД-11ЛЦ конструкции ЦНИИТМаш имеет габаритные размеры 200Х 150X250 мм и массу не более 3 кг. Питание прибора осуществляется от сети переменного тока напряжением 220 В. Описанные дефектоскопы, основанные на методе вихревых токов, позволяют обнаружить изменения маркировки, связанные с ввариванием участка панели с иной маркировкой, заменой части панели, наложением на первичную маркировку фрагмента панели с вторичной маркировкой. Методика работы с вихревыми дефектоскопами определяется способом изменения маркировки конкретного кузова, который на
трещины располагаются в хаотическом порядке на различных участках панели и их дифференциация, как правило, не вызывает особых затруднений. 2. Магнитопорошковые дефектоскопы Для использования данного метода необходимо наличие постоянного магнита определенной конфигурации и суспензии железного порошка с водой (расход 20—30 г порошка на 1 л воды). Помимо того, можно вводить специальные антикоррозийные присадки. В ЦНИИТМаш разработаны портативные образцы оборудования типа МДЭ-20Ц, включающие выпрямитель, соединительный кабель и электромагнит. Габаритные размеры прибора 150Х150ХЮ0 мм, масса до 5 кг. С его помощью можно обнаруживать изменения маркировки, связанные с ввариванием участка панели, заменой части панели, наложением на первичную маркировку фрагмента с новой маркировкой. Для обнаружения возможного изменения маркировки кузова достаточно нанести небольшое количество суспензии на исследуемый участок и создать на нем магнитное поле.' В случае наличия на панели сварных швов или иных аналогичных дефектов, образовавшихся при изменении маркировки, магнитные частицы четко обозначат контуры этого повреждения. Достоинством данного метода являются простота его использования и наглядность. Рентгеновские дефектоскопы Стационарный рентгеновский комплекс «Рентген-30-2» (МНПО «Спектр») позволяет выявлять изменения маркировки, связанные с ввариванием участка панели с новой маркировкой, заменой части панели, наложением на старую маркировку фрагмента панели с новой маркировкой, может эксплуатироваться в стационарных условиях или монтироваться на шасси грузовых автомобилей-фургонов, имеет значительные массу и габаритные размеры. Переносные рентгеновские дефектоскопы типа МИРА-2Д (или аналогичные импортные) позволяют решать аналогичные задачи, но имеют значительно меньшие габаритные размеры и массу. Для исследования панели переносными рентгеновскими дефектоскопами прибор помещают над исследуемым участком (обычно начинают с маркировочной площадки), а снизу, под панелью, помещают рентгеновскую пленку. После просвечивания пленку обрабатывают стандартным способом, а полученные снимки анализируют. Несомненным достоинством таких приборов является то, что в ряде случаев с их помощью можно выявить первичную маркировку кузова (если она не была уничтожена в процессе ее изменения). Магнитные толщиномеры Магнитный толщиномер МТ-41НУ конструкции МНПО «Спектр» (НИИМ) предназначен для измерения толщины немагнитных покрытий (шпатлевка, олово, латунь и др.). нанесенных на ферромагнитное основание; имеет габаритные размеры 127X200X280 мм и массу 3, 5 кг. С использованием данного прибора можно выявить изменения маркировки, связанные с нанесением поверх первичной маркировки слоя шпатлевки, олова, латуни или иных диа- и парамагнитных покрытий (например, эпоксидная смола). Установление факта изменения маркировки кузова в данном случае производится путем измерения толщины немагнитного покрытия, нанесенного на стальную панель, в месте расположения маркировки и в нескольких точках, удаленных от нее. Реализация предлагаемого метода возможна благодаря тому, что толщина слоя вещества, нанесенного поверх маркировочной площадки, в результате произведенных манипуляций становится значительно больше его толщины в отстоящих местах. В табл. 1 приведены данные о возможности использования описанных выше приборов для обнаружения изменения марки- Таблица 1 Возможности приборов при обнаружении изменений маркировки
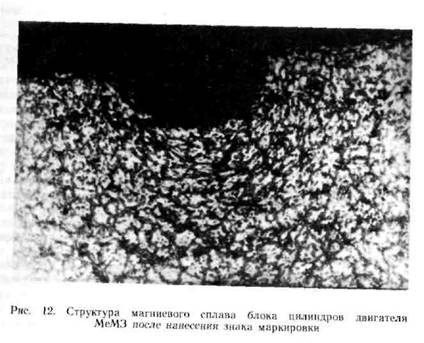
Примечание: Н--- возможность обнаружения изменений маркировки данным прибором; ----- отсутствие возможности обнаружения изменений маркировки данным прибором. ровки при различных способах ее подделки. Из анализа таблицы следует, что первые три группы дефектоскопов позволяют контролировать и выявлять одни и те же способы изменения маркировки. Опытная эксплуатация указанных технических средств позволила прийти к выводу, что наиболее приемлемым для нужд практических работников прибором (портативность, возможность работы в полевых условиях, универсальность и др.) является вих-ретоковый дефектоскоп. В настоящее время проводится доработка существующих конструкций вихретоковых дефектоскопов и в ближайшем будущем они должны появиться на вооружении органов внутренних дел. IV. ВЫЯВЛЕНИЕ ПЕРВИЧНОЙ МАРКИРОВКИ НА ДВИГАТЕЛЯХ АТС ХИМИЧЕСКИМ ТРАВЛЕНИЕМ Анализ литературы и экспертной практики показал, что в настоящее время первичную маркировку двигателей различных моделей отечественных АТС можно выявить следующими известными способами: химическим, электрохимическим; магнитной суспензии; рентгенографии [5—9]'. Для ферромагнитных сплавов первый, как неразрушающий, должен применяться способ магнитной суспензии, который не требует сложной аппаратуры и прост в исполнении. Основное достоинство способа заключается в возможности его повторения практически неограниченное число раз и отсутствии ограничений на использование после него химического и электрохимического способов выявления. К неразрушающему способу выявления первичной маркировки наряду с магнитным относится рентгенографический, который не изменяет внешнего вида объекта и не требует специальной под-ютовки. К недостатку способа следует отнести ограниченные возможности исследования двигателей из-за отсутствия рентгеновской аппаратуры достаточной мощности в экспертных подразделениях, а также большой толщины просвечиваемого сплава по сравнению с дефектной зоной маркировочной площадки, что не обеспечивает необходимого контраста на рентгенограмме. Наиболее простым и надежным в получении результатов ■ " пляется химический способ, основанный на различии в химической активности деформированных и недеформированных участков поверхности металла (химически активнее и быстрее растворяются в реактивах участки, в которых произошли структурные изменения). В результате неравномерного растворения происходит «проявление» начертания уничтоженных знаков. Однако поскольку ' Более подробное изложение методики экспертного исследования по восстановлению уничтоженных маркировочных знаков имеется в работе С. Н. Устинова, В М. Струкова «Восстановление уничтоженных рельефных изображений на металлах, полимерах и дереве»//Экспертная практика. 1989. № 27.—С. 60—68. глубина деформации металла от воздействия на маркировочную площадку при маркировании и толщина срезанного слоя металла при попытке изменения маркировки неизвестны, то нельзя предварительно оценить возможности выявления первичной маркировки, за исключением двигателей ВАЗ (кроме моделей 2108, 21083 и 21081). Возможность установления факта снятия металла с маркировочной площадки, а значит, и изменения маркировки двигателей ВАЗ остальных моделей по наличию разности уровней фланцев крепления бензонасоса, масляного фильтра и маркировочной площадки объясняется тем, что все три указанные поверхности обрабатываются на заводе-изготовителе на фрезерном станке за один проход (одновременно, одной фрезой). Перед нанесением вторичной маркировки срезается (спиливается и т. п.) слой металла маркировочной площадки с первичной маркировкой, при этом изменяется расположение поверхности маркировочной площадки относительно базовых точек блока цилиндров. Обработка фланцев крепления бензонасоса и масляного фильтра, как правило, не производится по различным причинам: отсутствие необходимого оборудования для выполнения работ такого рода, слабое знание особенностей технологии обработки блока цилиндров. Наличие изменения маркировки и глубину удаленного (снятого) слоя металла на маркировочной площадке следует устанавливать (без снятия двигателя с автомобиля) накладыванием инструментальной линейки на поверхность фланцев крепления бензонасоса и масляного фильтра и измерением величины разности уровней. При разности уровней поверхностей фланцев крепления бензонаноса и (или) масляного фильтра по отношению к маркировочной площадке не более 0, 8 мм возможно восстановление начертания знаков первичной маркировки. Малая глубина деформации поверхностного слоя (не более 0, 8 мм) при маркировании блока цилиндров объясняется пластическими свойствами серого чугуна. При металлографическом исследовании среза вблизи рельефных знаков маркировки деформация серого чугуна проявляется в виде преимущественной направленности пластинчатого графита параллельно поверхности маркировочной площадки. Максимальная глубина деформации магниевого и алюминиевого сплавов при набивке на двигателе первичной маркировки, оцениваемая по расстоянию, на котором наблюдаются деформированные (измельченные и вытянутые) зерна (рис. 11 и 12), соответствует приблизительно глубине маркировки, которая неодинакова для различных знаков номера по технологическим причинам и, в частности, зависит от разной степени износа рабочей части клейм. При набивке первые знаки номера в штампе изнашиваются быстрее из-за более продолжительного использования по сравнению с последними цифрами. Поэтому в отличие от способа накатки, используемого для нанесения первичной маркировки на серый чугун и обеспечивающего приблизительно одинаковую глубину на-
несения маркировочных знаков, набивка приводит к получению маркировочных знаков различной глубины. На блоках двигателей из магниевых и алюминиевых сплавов возможно выявление первичной маркировки на глубине 0, 6—1, 6 мм в зависимости от глубины уничтоженного маркировочного знака. На основе анализа экспертной практики и проведения экспериментальных исследований по выявлению первичной маркировки на блоках цилиндров двигателей из серого чугуна, сплавов МЛ-5 и АЛ-4, АЛ-5 с использованием стандартных травителей подобраны соответствующие марке (составу) сплава реактивы. Данные по составам реактивов приведены в табл. 2. Таблица 2 Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 4116; Нарушение авторского права страницы